1
Известен способ изготовления блоков бинолярных электродов химического источника тока путем нанесения на нротивоноложные стороны ленточной подложки активных масс отрицательного и ноложительного электродов, сушки, разрубки, пропитки клеем сепараторной картонной ленты, сушки ее и разрубки с последуюпхей сборкой блоков электродов.
Такой способ характеризуется отдельной разрубкой каждой составляюш;ей блока, что повышает трудоемкость и не позволяет автоматизировать процесс.
Для упрош,ения и автоматизации нроцесса предлагается разрубку осушествлять после сборки блоков электродов.
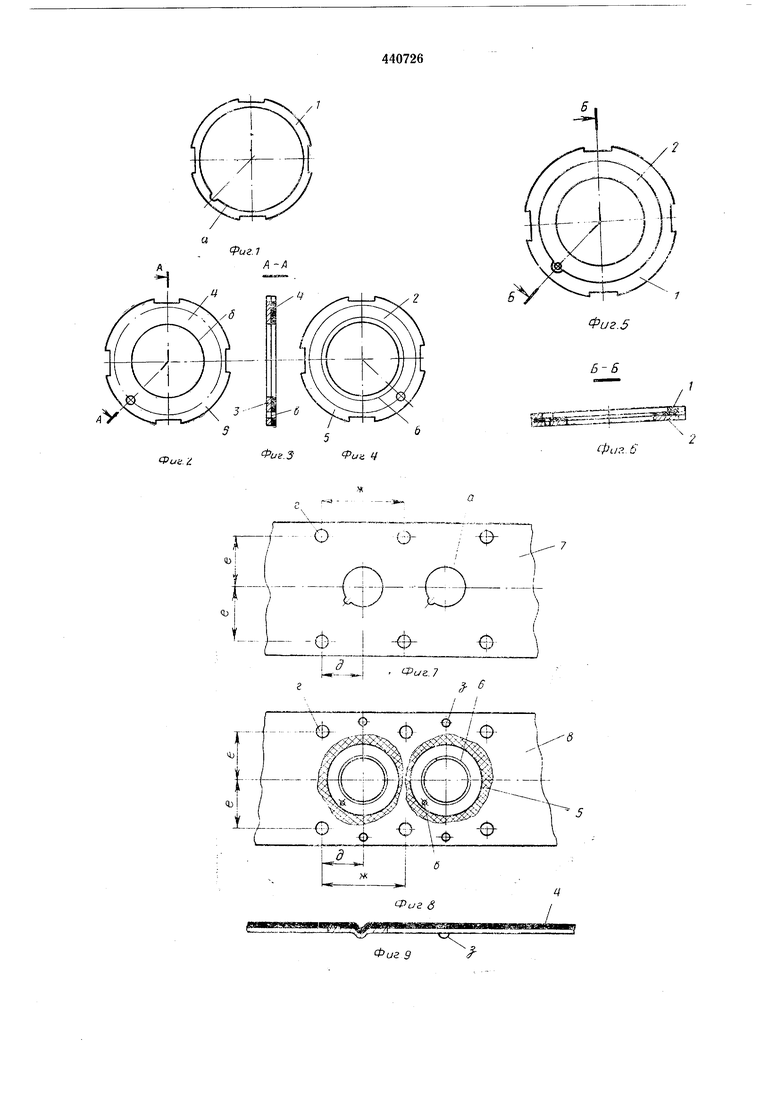
На фиг. 1 изображена сепараторная лента; на фиг. 2 - биполярный электрод со стороны электронроводного слоя; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 -электрод со стороны отрицательной активной массы; на фиг. 5- элемент блока со стороны сепараторной ленты; на фиг. 6 - разрез но Б-Б .на фиг. 5; на фиг. 7 - лента-заготовка для сепараторов; на фиг. 8- лента-заготовка для бинолярных электродов, вид сверху; на фиг. 9- то же, вид сбоку; на фиг. 10 - набор заготовок для блока, имеющих различные наружные контуры.
Суш,ность нредложенного способа заключается в следуюндем.
Из электроизоляционного материала, нанример картона, изготавливают прокладкусепаратор 1. В большинстве элементов блоков источников тока наружный контур сепаратора 1 совпадает с наружным контуром бинолярного электрода 2, а контуры их отверстий а, б различны.
Стальную основу биполярного электрода 2 покрывают с обеих сторон активными материалами, например слоем 3 цинка с левой стороны электрода и электропроводным слоем 4 с правой стороны.
Биполярный электрод 2 имеет нереточное отверстие в, клеевое контурное нокрытие 5 с обеих сторон и кольцевое лаковое покрытие 6 со стороны цинка.
Элед1ент электродного блока выполняют из соединенных прокладок-сепараторов 1 и биполярного электрода 2. Детали элементов блоков производят на лентах-заготовках: картонной и стальной.
Картонная лента-заготовка 7 проходит сушку, ультразвуковую пропитку клеем, сушку клея. Затем одновременно вырубают отверстие, соответствуюпдее внутреннему отверстию а прокладки, и два перфорационных отверстия г по краям ленты-заготовки на расстоянии д от оси отверстия а вдоль ленты и на расстоянии е от оси отверстия поперек ленты.
Такие группы перфорационных отверстий с шагом ж вырубаются по всей длине ленты-заготовки. После вырубки отверстий и контроля картонную ленту-заготовку передают на сборку, имея множество заготовок-прокладок без оформленных наружных контуров.
Между технологическими операциями сухая лента-заготовка хранится и транспортируется свернутой в рулоны.
Стальная лента-заготовка 8 проходит операцию подготовки поверхностей, нанесения цинкового и электропроводного покрытий.
Затем на ней выполняют отверстия: одно с диаметром, равным внутреннему отверстию б биполярного электрода 2, два перфорационных отверстия г и две пуклевки з.
Перфорационные отверстия г закоординированы относительно отверстия электрода 2 на таком же расстоянии (д, е), как и иа картонной ленте-заготовке 9. Выдерживают такими же и шаги ж между группами отверстий. Затем наносят клеевое контурное покрытие 5 и лаковое покрытие 6 на стальную ленту-заготовку с базированием инструментов по перфорационным отверстиям г. Сушку этих покрытий производят на ленте-заготовке, свернутой в рулон, с зазорами между витками, определенными размерами .и расположением пуклевок 3.
После сушки производят вырубку переточных отверстий в с базировкой инструмента по перфорационным отверстиям г. Затем ленту контролируют и места брака маркируют, например, со стороны цинкового покрытия.
Стальную ленту-заготовку подают на сборку, выполнив на ней множество заготовок биполярных электродов без оформленных наружных контуров. Обработанные таким образом ленты-заготовки (например одна картонная и одна стальная) накладывают друг на друга.
Затем производят пошаговое (для исключения накопленной погрешности по шагу) автоматическое относительное ориентирование заготовок биполярных электродов и прокладок путем совмеш,ения перфорационных отверстий г обеих лент заготовок.
Из полученного пакета вырубают наружный контур элемента, причем элементы подают, например, вырубным пуансоном в сборочную форму, где из них формируют блок.
Для некоторых схожих источников тока одновременно вырубают блок электродов из
набора, содержащего несколько пар лент-заготовок.
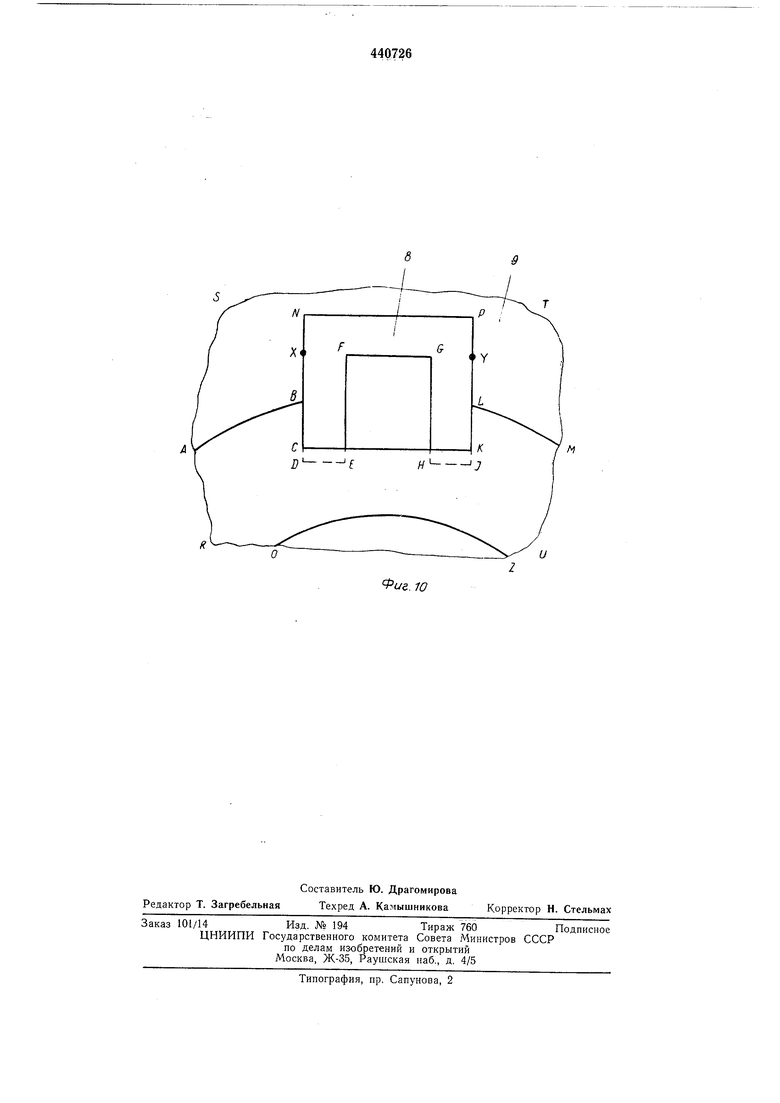
Аналогично изготавливают элементы блоков из деталей, у которых кроме различий внутренних контуров, имеется лишь частичное совпадение наружных контуров. Например на фиг. 10 изображена часть набора из стальной 8 и картонной 9 лент-заготовок, совмещенных для вырубки элемента блока электродов, где
наружный контур ABDEFGHILM электрода не совпадает с нарулшым контуром ABCK.LM прокладки.
В этом случае на картонной ленте 9 одновременно с вырубкой внутреннего контура
прокладки и перфорационных отверстий вырубают, например, окно с контуром CNPK, а на стальной ленте-заготовке 8 одновременно с одной из операций вырубки, например внутреннего отверстия, надрубают часть контура
электрода, не совпадающего с контуром прокладки, например по линиям XDEFGHIY.
После совмещения лент-заготовок окно с контуром CNPK на картонной ленте и надрубленную часть с контуром XDEFGHI на
стальной ленте располагают относительно друг друга как показано на фиг. 10. После этого вырубают из набора лент 8 и 9 совпадающие части контуров, например по дугам АВ и LM, отделяя элемент блока (электрод с
контуром RABDEFGHILMU и прокладку с контуром RABCKLMUZO) от отходов (картон с контуром ABHBLMTS и сталь с контуром ЛBZ)fGЯ/LMГ5). Вместо надрубки на стали контура
XDEFGHIY может проводиться вырубка окна, например, с контуром NDEFGHIPN, что вызвано конкретными размерами деталей и производственными условиями.
Предмет изобретения
Способ изготовления блоков биполярных электродов химического источника тока путем нанесепия на противоположные стороны ленточной подложки активных масс отрицательного и положительного электродов, сушки, разрубки, пропитки клеем сепараторной картонной ленты, сушки ее и разрубки с последующей сборкой блоков электродов, отличающийся тем, что, с целью упрощения и автоматизации процесса, разрубку осуществляют после сборки блоков электродов.
Фиг.Зfui Ч
сРиа.г
Фиг.5
Б-6
..
Фиг. 6
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2011 |
|
RU2518168C2 |
| МЕМБРАННЫЙ МОДУЛЬ ДЛЯ РАЗДЕЛЕНИЯ КРОВИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2046647C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ КАРТОННЫХ ЗАГОТОВОК | 1994 |
|
RU2126319C1 |
| Установка для сборки и склеивания деталей | 1984 |
|
SU1214469A1 |
| Способ сборки подвижной части электроизмерительного прибора | 1983 |
|
SU1170356A1 |
| ДЕКОРАТИВНО-ПРИКЛАДНОЕ ИЗДЕЛИЕ | 2011 |
|
RU2470691C2 |
| СПОСОБ ВЫРУБКИ В ШТАМПЕ ДЕТАЛЕЙ | 2012 |
|
RU2522912C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНЬГХ БЛОКОВ ЩЕЛОЧНОГО АККУМУЛЯТОРА ТАБЛЕТОЧНОЙ КОНСТРУКЦИИ | 1968 |
|
SU217477A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЙКОВЫХ ПОЛУСЕПАРАТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2070462C1 |
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
О
ъ
е- / -d)- -ф- -фд
-Ф
ъ
Фиг., f
S- в
I I
Фиг 9
и
. 10
