1
Изобретение относится к сборке методом склеивания и может быть использовано в приборостроении для сборки отдельных узлов приборов, например, букс, стрелок, прокладок с рамкой электроизмерительного прибора .
Цель изобретения - расширение тенологических возможностей устгшовки путем автоматической подачи и сборки нескольких деталей при склеивании букс, стрелок и прокладок с рамкой электроизмерительного прибора.
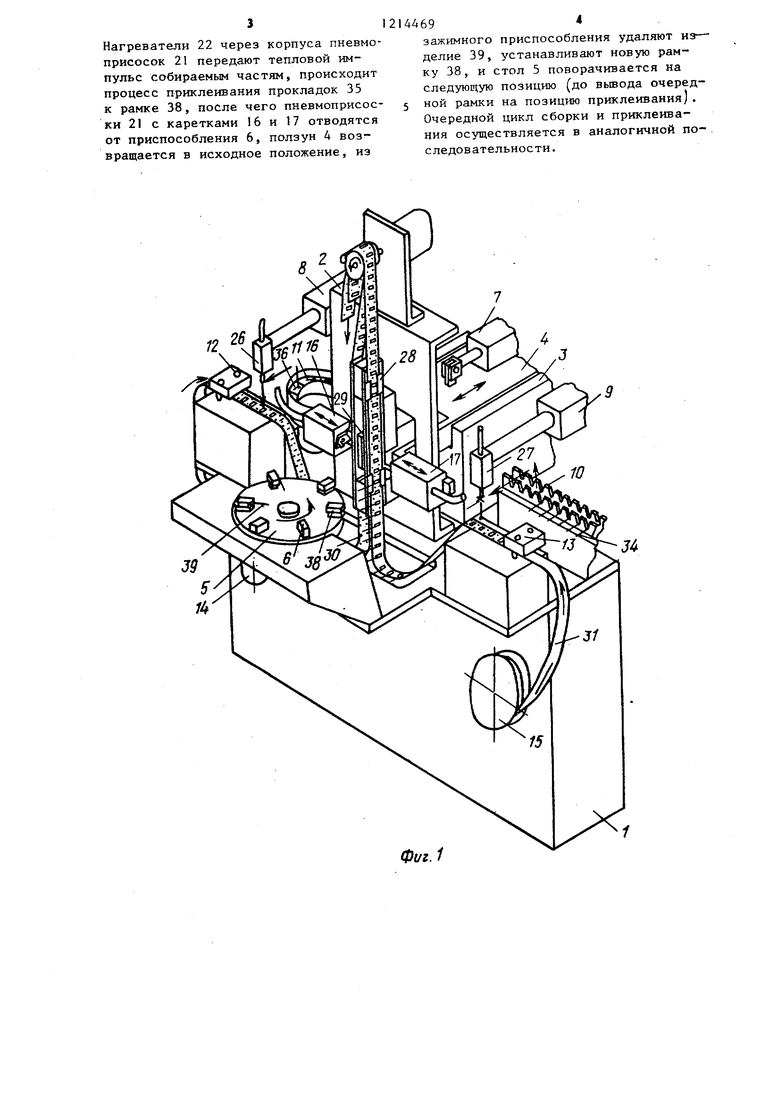
На фиг.1 изображена установка, ощий вид; на фиг.2 - узел кареток сборки прокладок .с рамкой; на фиг. 3 последовательность предварительной вырубки прокладок и отверстий перфорации, сборки прокладок со стрел™ ками и буксами на ленте и окончательной вырубки прокладок; на фиг.7 взаиморасположение собираемых деталей и прокладок. I
Установка для сборки и склеивания деталей (фиг,) содержит станину 1 со стойкой 2 и направляющ1чми 3, на которых установлен ползун 4, На станине 1 смонтированы поворотный стол 5 с зажимными приспособлениями 6, пневмоцилиндр 7, манипуляторы 8 и 9 для подсборки прикле иванием букс и стрелок к прокладке, устройство 10 для подачи стрелок, устройство 1I для подачи букс и механизмы I2 и 13 для вырубки неполного контура прокладок из лент и перфорации и для шагового перемвЕ ения лент. Ленты намотаны на катушках 14 и 15 и покрыты с обеих сторон сухой клеевой пленкой. На ползуне 4 установлены поперечные манипуляторы для подачи деталей в зону склеивания, выполненные в виде кареток 16 и 17, способных перемещаться во встречном направлении. На каретках 16 и 17 смонтированы кронштейны 18 и 19 с фиксаторами взаимного положения деталей в виде штифтов 20, с держателями деталей в виде пневмоприсо- сок 21, связанных с нагревателями 22, и с блоками ножей 23 и 24, пред назначенньми для вырубки полного контура прокладок из лент В рабочем положении штифты 20 взаимодействуют с отверстиями 25 в стойках зажимных приспособлений 6. Каретки 16 и 17 и кронштейны 18 и 19 снабжены приводами перемещения в виде пнев144692
моцилиндров (не noKasaHHJ . Пневмоцилиндр 7 предназначен для подачи ползуна 4 с каретками 6 и 17 к зажимным приспособлениям б стола 5. Мани5 пуляторы 8 и 9 предназначены для подачи стрелок и .букс на ленты и закрепления: их на лентах в зоне прокладок. Головки 26 и 27 манипуляторов 8 и 9 снабжены пневмоприсоскаИ) ми и нагревательными элементами (не показаны). На стойке 2 станины 1 закреплены направляющие 28 для перемещения лент в вертикальном направлении и механизм 29 для шагового пере j мещения лент в направляющих. Манипуляторы 8 и 9 кинематически связаны с механизмами 12 и 3 для вырубки неполного контура прокладок и ша- гового перемещения лент. Шток пневмо20 цилиндра 7 жестко связан с ползуном 4 и кинематически - с каретками 16 и 17 и столом 5.
Установка работает следующим об25 .разом.
Механизмы 12 и 13 одновременно пе- ремешдют обе ленты 30 и 31 на один шаг а перфорацииа вырубают отверстия 32 перфорации и просечки 33 неполного контура прокладок ,(фиг.З . Одновременно механизм 29 также перемещает, вертикальные участки лент 30 и 31 на один шаг а перфорации. Манипулятор 9 с помощью пневмоприсоски захватывает из кассеты устройства 10 стрелку
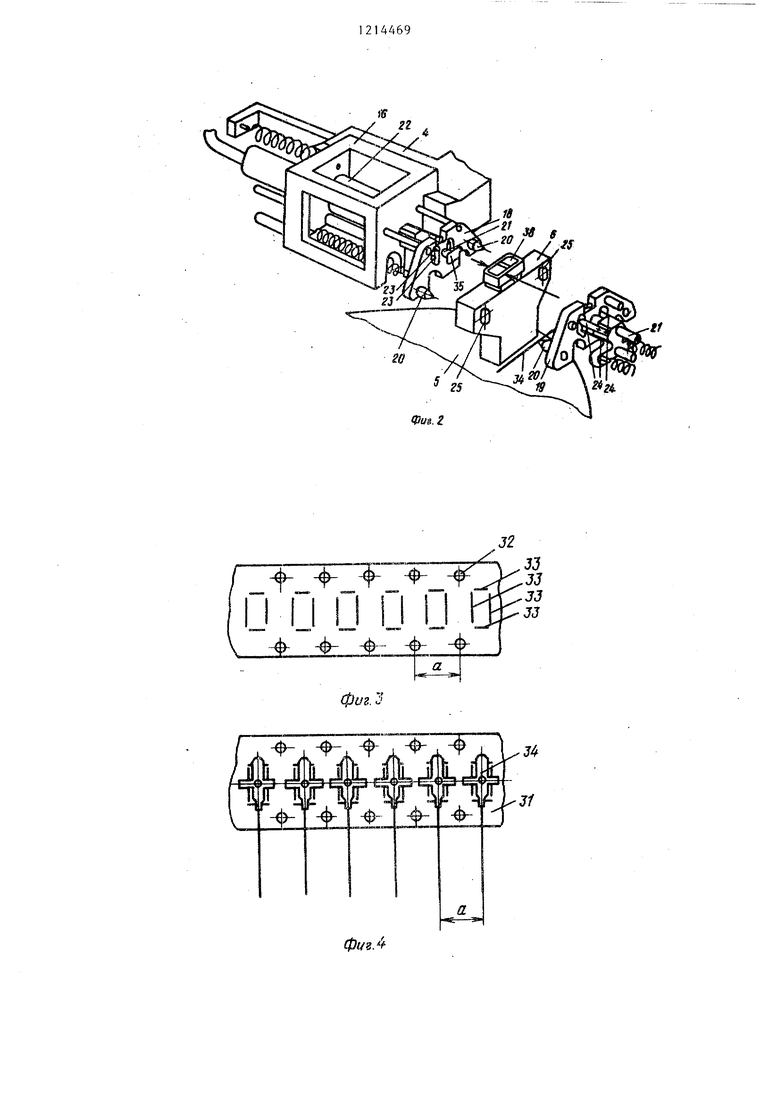
34, переносит ее на ленту 31 (фиг.4 в зону контура прокладки 35 и приклеивает к ленте с помощью нагревательного элемента на слой клея. Аналогично манипулятор 8 переносит и за- крепляет буксу 36 на ленте 30 .(фиг.5), Каретки 16 и 17 перемещаются во встречном направлении, пневмоприсоски 21 касаются стрелок 34 и букс 36 на лентах 30 и 31, а ножи
23 и 24 вырубают прокладки 35 по.пол- кому контуру, т.е. разрезают перемычки 37 между просечками 33 (фиг.б), после чего каретки 16 и 17 отводятся от лент 30 и 31. Прокладки 35 с закрепленными на них стрелкой 34 и буксой 36 остаются на пневмоприсосках 21. Ползун 4 с каретками 16 и 17 перемещается в сторону стола 5. В крайнем положении ползуна каретки 16 и
17 перемещаются во встречном направлении, пневмоприсоски 21 прижимают прокладки 35 с буксами 36 и стрелками 34 к боковым сторонам рамки 38.
30
50
Нагреватели 22 через корпуса пневмо присосок 21 передают тепловой импульс собираемым частям, происходит процесс приклеивания прокладок 35 к рамке 38, после чего пневмоприсос ки 21 с каретками 16 и 17 отводятся от приспособления 6, ползун 4 возвращается в исходное положение, из
2144694
зажимного приспособления удаляют из- делие 39, устанавливают новую рамку 38 , и стол 5 поворачивается на
следующую позицию Гдо вывода очеред «
5 ой рамки на позицию приклеиванияj.
Очередной цикл сборки и приклеивания осуществляется в аналогичной по- . следовательности.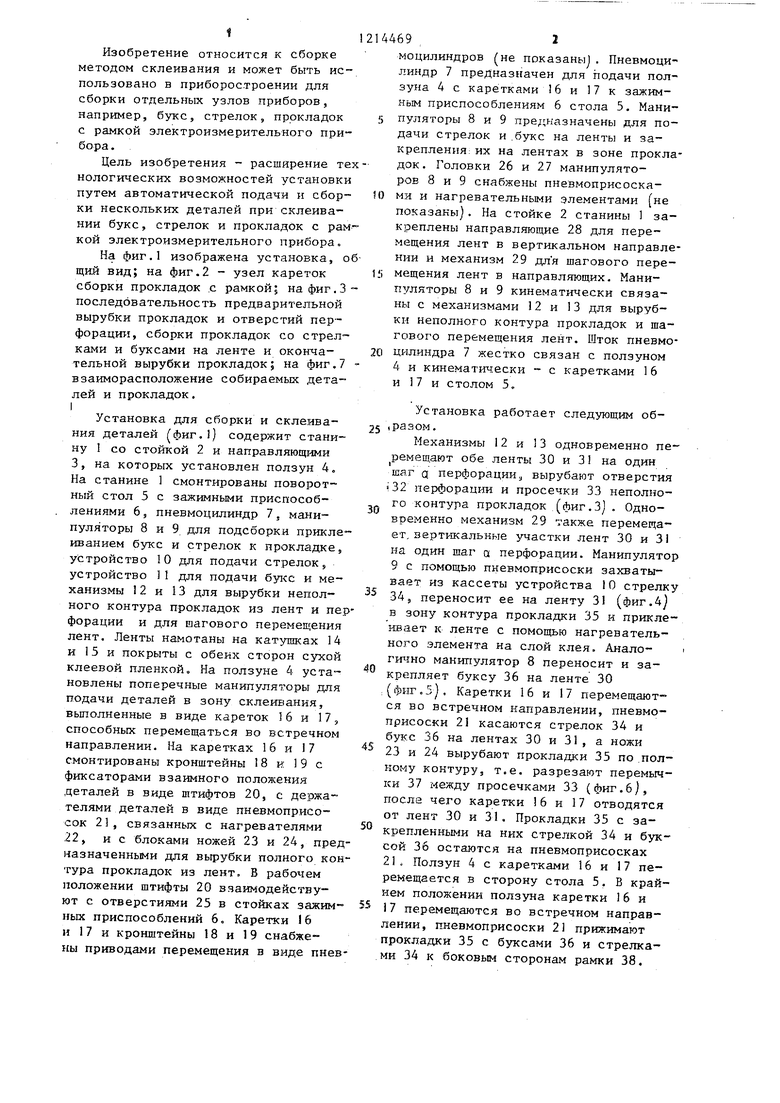
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки подвижной части электроизмерительного прибора | 1983 |
|
SU1170356A1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Штамп для вырубки деталей из поло-СОВОгО МАТЕРиАлА | 1979 |
|
SU829263A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| Устройство для изготовления деталей из ленты и их сборки со штучными деталями | 1989 |
|
SU1803232A1 |
| Устройство для сборки теплообменников | 1989 |
|
SU1801078A3 |
| Шпонопочиночный станок | 1990 |
|
SU1715597A1 |
| Способ изготовления электрического соединителя | 1989 |
|
SU1720112A1 |
| Устройство для изготовления из ленты изделия типа хольнитенов | 1973 |
|
SU492333A1 |
| Способ изготовления блоков биполярных электродов химического источника тока | 1972 |
|
SU440726A1 |
12
Фиг. 1
iff
П
т
25
Фо.г
X
J2
JJ
т
У
)- -). J.Vhfc
34
31
ф1/гА
-AlH
фиг. 5
000
-Ф-37
фиг.в
36
35
Редактор Е.Копча
Составитель Н.Елисеева Техред А.Ач
Заказ 834/24 Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ГОШ Патент,.г.Ужгород, ул.Проектная,4
Фиг.1
Корректор Е.Рошко
| Установка для склеивания изделий из полимерных материалов | 1977 |
|
SU680895A1 |
| Солесос | 1922 |
|
SU29A1 |
| Анисимов Э.В | |||
| Скоростное склеивание | |||
| - Приборы и системы управления | |||
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
