Известные способы, также предусматривающие удаление продуктов анодного растворения с помощью приспособления из неэлектропроводного материала, не обеспечивают эффективной очистки труднодоступных поверхностей изделия.
Для устранения этого недостатка предлагается придавать катоду форму копира очищаемой поверхности, а приспособление для удаления продуктов анодного растворения выполнять в виде бесконечного шнура или ленты, скользящего в пространстве между неподвижным катодом-копиром и обрабатываемой деталью.
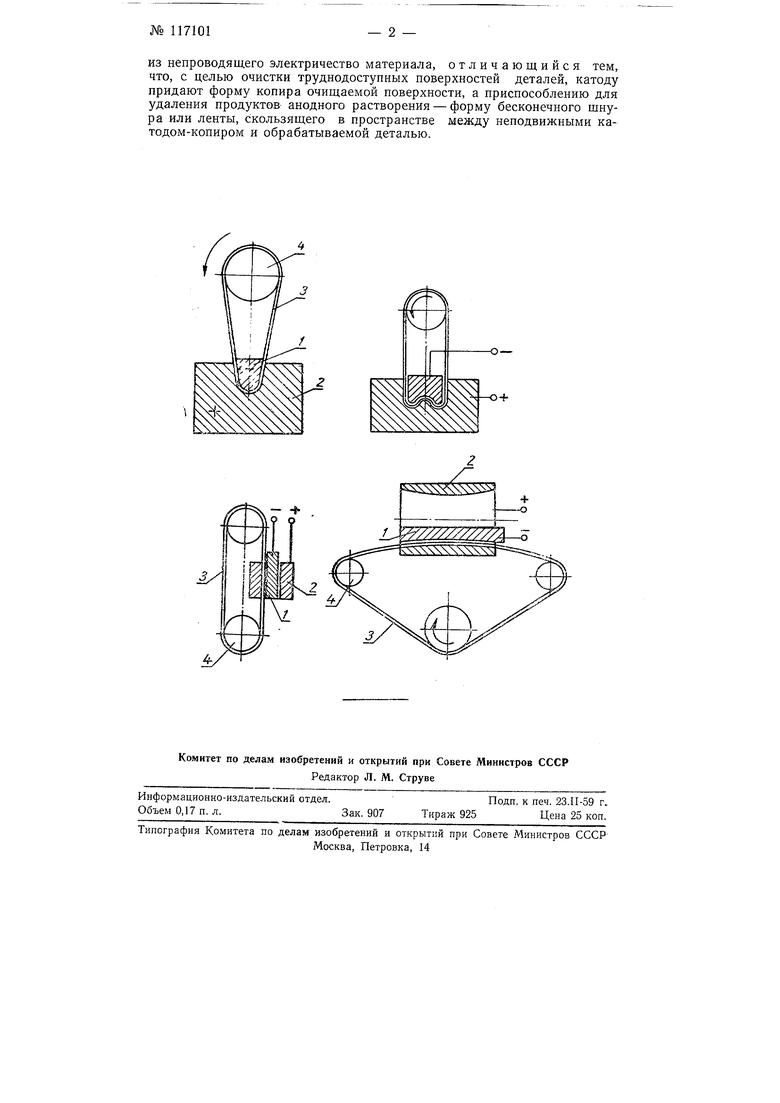
На чертеже показана анодно-механическая обработка изделий с поверхностью различной формы.
Катод /, соединенный с отрицательным полюсом источника тока, имеет форму поверхности, соответствующую обрабатываемой поверхности изделия 2. Бесконечная лента или щпур 3 при помоЩи щкивов 4 движется в пространстве между катодом и изделием.
Предлагаемый способ обеспечивает анодно-механическую обработку плоских и криволинейных поверхностей.
При работе на поверхности изделия непрерывно образуется пленка, которая удаляется движущейся лентой. По мере съема металла с поверхности изделия катод углубляется в обрабатываемую деталь. Материалом для движущейся ленты может ткань из искусственного или растительного волокна и другие неэлектропроводные материалы. При движении ленты в межэлектродное пространство увлекается электролит, а оттдуда выносятся продукты электрохимического растворения поверхности изделия.
Пред мет изобретения
Способ анодно-механической обработки деталей сложной конфигурации с удалением продуктов анодного растворения приспособлением
из непроводящего электричество материала, отличающийся тем, что, с целью очистки труднодоступных поверхностей деталей, катоду придают форму копира очищаемой поверхности, а приспособлению для удаления продуктов анодного растворения - форму бесконечного шнура или ленты, скользящего в пространстве между неподвижными катодом-копиром и обрабатываемой деталью.
о-
JX
Ш-5
