. 1
Изобретение относится к дополнительному оборудованию для обработки металлов давлением и предназначено для использования преимущественно в черной и цветной металлургии при транспортировании проката широкого сортамента.
Цель изобретения - снижение шума при транспортировке металла и уменьшение металлоемкости.
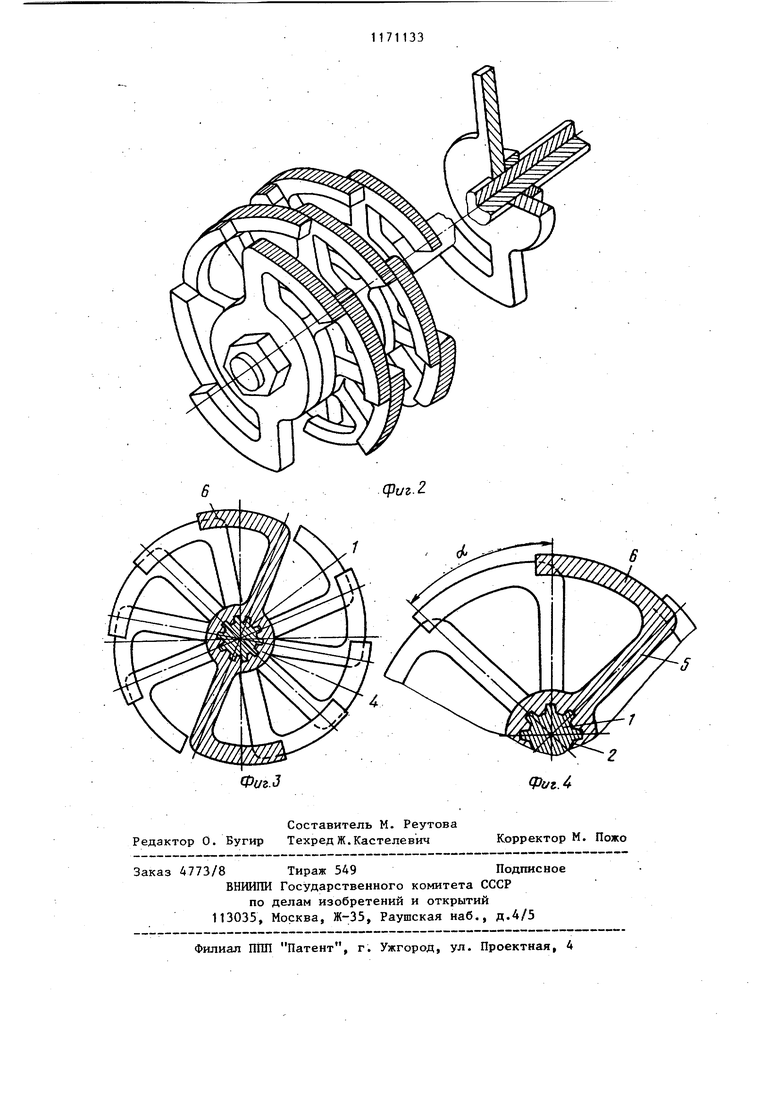
На фиг. 1 схематически изображен ролик, общий вид; на фиг. 2 - схема набора зетовых элементов; на фиг. 3 - наборный элемент зетовой формы; на фиг. 4 - отогнутый участок плоского элемента.
Составной ролик рольганга содержит вал 1 со шлицевьши-пазами 2 и бочку 3, образованную набором плоских элементов 4. Плоские элементы 4 выполнены зетовой формы с отверстиями, имеющими шлицевые пазы, расположенные аналогично пазам 2 на валу 1. Эти наборные элементы 4 представляют собой плоские элементы, состоящие из двух участков ; центрашьного прямого радиального участка 5 с отверстием для насадки на вал и двух отогнутых (по отношению к прямым) участков 6
Участки 6 выполнены таким образо что их концы (торцы) выступают с превышением н окружностью бочки 3 на величину, определяемую их упругими свойствами. Эти выступающие наружные поверхности отогнутых участков 6 на фиг. 1 для наглядности затемнены.
При наборе на вал 1 плоские элементы 4 последовательно разворачи,вают на оси вала один относительно другого на угол о, причем отогнутые участки 6 перекрывают аналогичные участки смежных соседних
элементов. При сборке составного
I ,
332
ролика рольганга наборные элементы с одной стороны упираются в жестко посаженный диск-упор 7, а с другой стороны - в перемещаемый посредством нажимной гайки 8 подвижной дискупор 9. Набранные на валу таким образом плоские наборные элементы жестко стягиваются посредством подвижного диска-упора 9 и нажимной
гайки 8.
В процессе работы транспортируемый раскат контактирует с отогнутыми участками 6. Благодаря своим демпфирующим свойствам эти участки
упруго прогибаются и тем самым способствуют пла.вному и мягкому укладыванию металла на бочку ролика рольганга. Выполнение при сборке ролика разворота соседних элементов
на определенный угол позволяет избежать шахматного поворота в расположении отогнутых участков 6, выходящих на поверхность бочки 3 и выступающих над ней, что в свою
очередь позволяет раскату плавно
переходить с одного элемента на другой. Таким образом, время между контактом металла с предыдущим элементом и последующим минимально, и саМО транспортирование не сопровождается ударами и толчками. Для того, чтобы раскат был безударно принят с одного концевого участка на другой и плавно уложен на прямые участки 5,
концевые участки 6 выполнены с перекрытием. .
Благодаря упругим свойствам наборных элементов и их расположению представляется возможным значительно снизить шум при транспортировке, уменьшить металлоемкость самого ролика и подавать охладитель (чаще всего воду) снизу на раскат, не экранированный обычной бочкой ролика
рольганга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| Ролик рольганга прокатного стана | 1979 |
|
SU850245A1 |
| Способ производства листового проката | 1985 |
|
SU1311796A1 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| Устройство для охлаждения движущейся горячекатаной полосы | 1990 |
|
SU1754252A1 |
| Рольганг для транспортирования штучных грузов | 1982 |
|
SU1150182A1 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| ВОДОНЕПРОНИЦАЕМЫЙ БАРЬЕР СТЕНКИ РЕЗЕРВУАРА | 2011 |
|
RU2567481C2 |
| Рабочий рольганг обжимного прокатного стана | 1977 |
|
SU716660A2 |
СОСТАВНОЙ РОЛИК РОЛЬГАНГА, состоящий извала и бочки, образованной набором закрепленных на валу плоских элементов, отличаю щ и и с я тем, что, с целью снижения шума при транспортировке металла и уменьшения металлоемкости, плоские элементы выполнены 2-образной формы и последовательно развернуты на оси вала один относительно другого, при этом угол d разворота каждого элемента относительно соседнего составляет 360 п , где г 1, 2, 3,... - натуральный ряд чисел, а концы отогнутых участков плоских элементов перекрывают анасл логичные участки соседних эле.ментов. со 00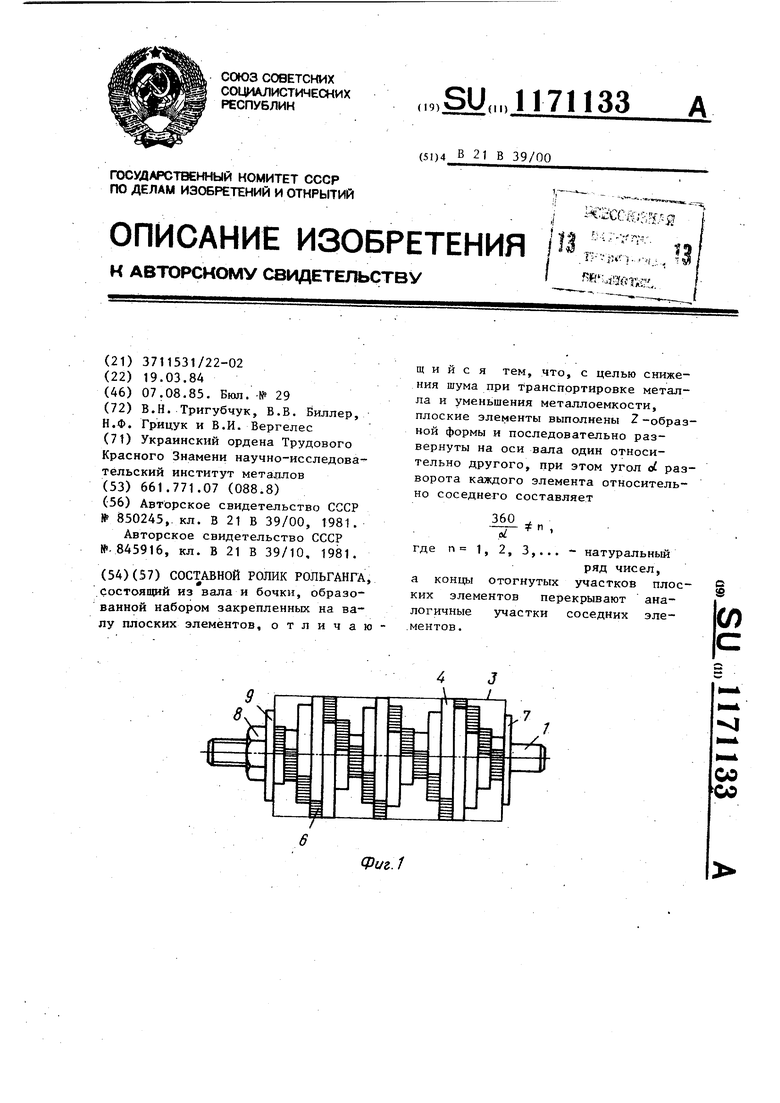
| Ролик рольганга прокатного стана | 1979 |
|
SU850245A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Ролик рольганга | 1979 |
|
SU845916A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
