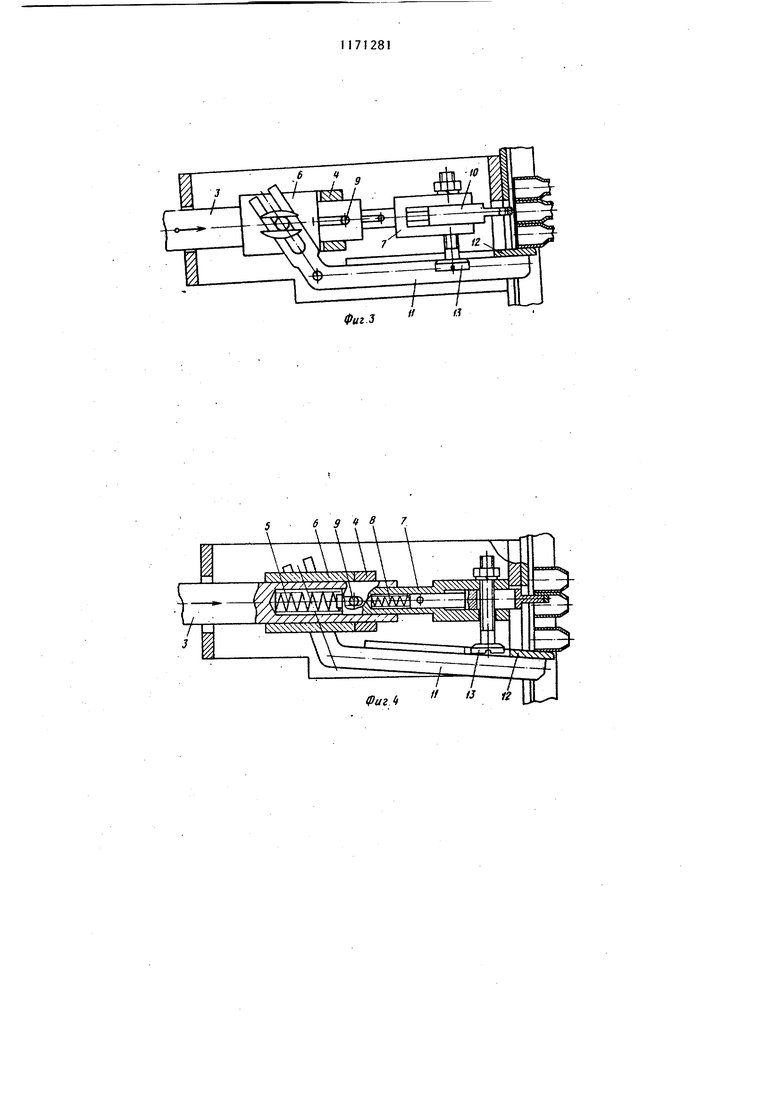
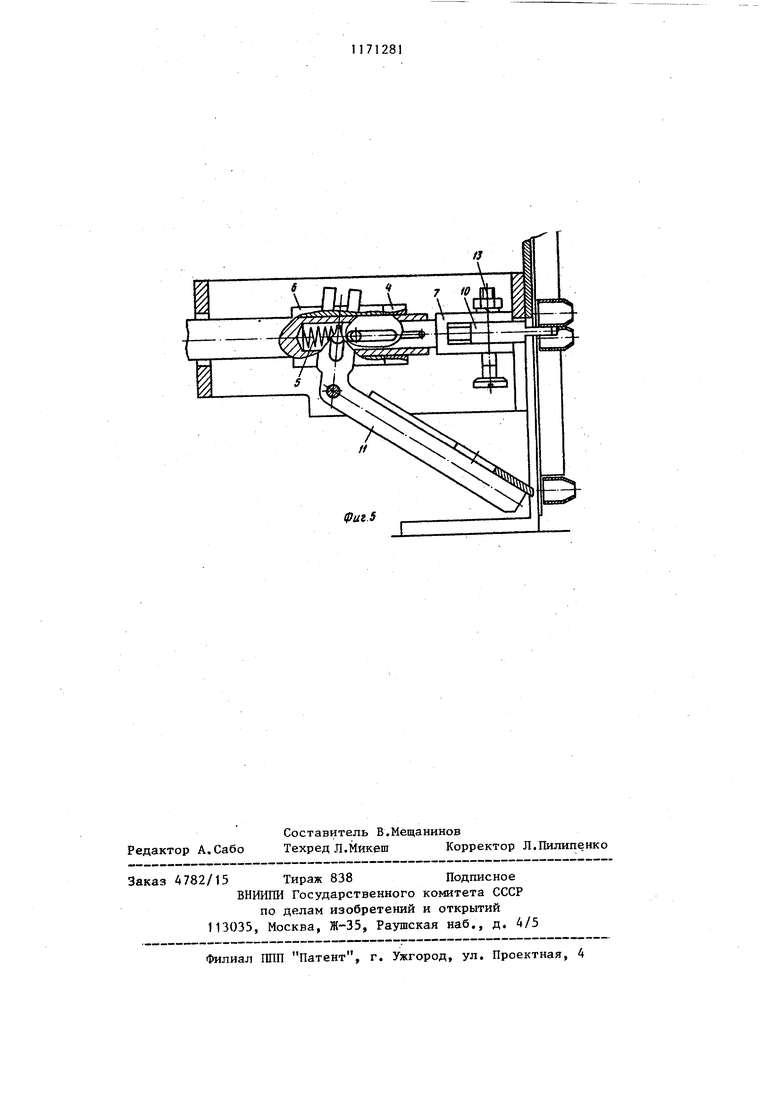
Изобретение относится в машиностроению и может быть использовано в переналаживаемых автоматических линиях для механической обработки д талей и сборки узлов, Цель изобретения - расширение технологических возможностей применения устройству при подаче деталей разного типоразмера за счет регулировки хода приемной площадки и отсекателя. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху, на фиг. 3 - этапы поштучной выдачи деталей. Устройство для поштучной выдачи деталей состоит из магазина 1 с ко сольно закрепленными на нем двумя механизмами поштучной вьздачи деталей, каждьй из которых выполнен в виде корпуса 2, штока 3 поршневого привода с ограничительным кольцом 4, пружиной 5, поводковой муфтой 6 и вилкой 7, пружины 8, штифта 9, отсекателя 10. На магазине 1 шарнир но закреплен двуплечий рычаг 11, снабженньй приемной площадкой 12 с фигурным пазом. На вилке 7 отсекателя 10 установлен упорный винт 13 Устройство работает следующим образом. В исходном положении детали типа трубок (фиг. 1) укладьшаются стопой на приемные плс(щадки 12, двуплечие рычаги 11 которых через поводковые муфты 6 удерживаются на заданном уровне ограничительными кольцами 4 При подаче сигнала на вьиачу детали шток 3 поршневого привода перемещается вправо (фиг. 3). При этом приемная площадка 12 под действием собственного веса и веса стопы деталей опускается на величину, равную толщине детали и зависает на головке упорного винта 13. При дальнейшем перемещении штока 3 штифт 9 двигает вилку 7 до упора в магазин 1, отсекатель 10 входит в детальтрубку (фиг. 4) (при деталях сплошного сечения, например пластины, -зажимает под действием силовой пружины 8). В момент остановки вилки 7 упорный винт 13 освобождает приемную площадку 12, и последняя, опускаясь, укладывает деталь на рабочее место (фиг. 5). При движении штока 3 влево (фиг. 1) вначале поднимается приемная площадка 12 под воздействием поводковой муфты 6 и ограничительного кольца 4, а затем возвращается в исходное положение вилка 7 с отсекателем 10 и упорным винтом 13 под действием пружины 5. Цикл подачи деталей повторяется. Другой механизм поштучной вьщачи деталей (на фиг. 1 справа) работает синхронно и аналог гично описанному вьш1е. Предлагаемое устройство обладает определенной универсальностью при подаче деталей широкой номенклатуры, поскольку может быть отрегулировано на любой размер детали по толщине, что расширяет область его применения в автоматических линиях и различных технологических переналаживаемых комплексах.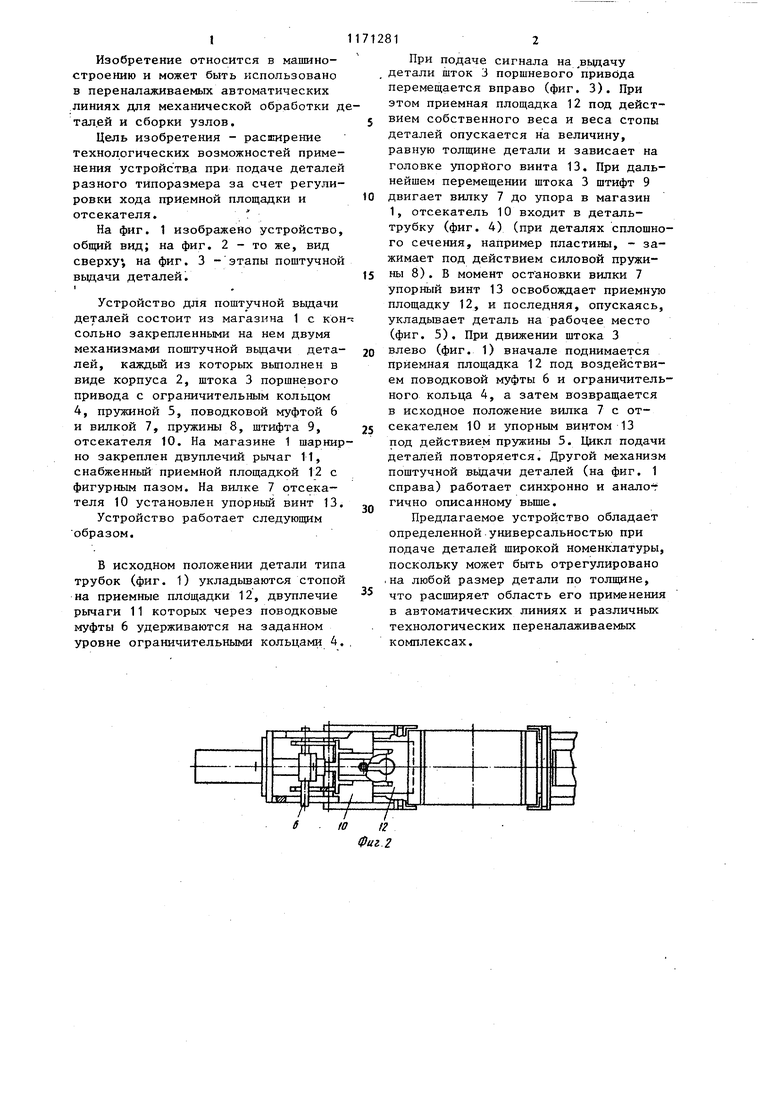
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи заготовок | 1987 |
|
SU1456271A1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Устройство для поштучной выдачи выполнен с толкателем для деталей,отличающейся тем,что,с целью расширения технологических возможностей и снижения металлоемкости,механизм поштучной | 1984 |
|
SU1292882A1 |
| Механизм поштучной выдачи деталей | 1980 |
|
SU973302A1 |
| Устройство для подачи и обработки деталей | 1986 |
|
SU1402392A1 |
| Механизм поштучной выдачи деталей | 1983 |
|
SU1129053A2 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| Устройство для поштучной выдачи деталей | 1979 |
|
SU870065A1 |
| Устройство для поштучной выдачи деталей | 1989 |
|
SU1708587A1 |
УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЕТАЛЕЙ, содержащее магазин :и.приемную площадку, установленную с возможностью перемещения и взаимодействия с отсекателем, отличающееся тем, что, с целью расширения технологических возможностей устройства, отсекатель снабжен поводковой муфтой с ограничительным кольцом и подпружиненной вилкой с упорным винтом, а приемная площадка закреплена шармирно на магазине с возможностью взаимодействия с поводковой муфтой и упорным винтом.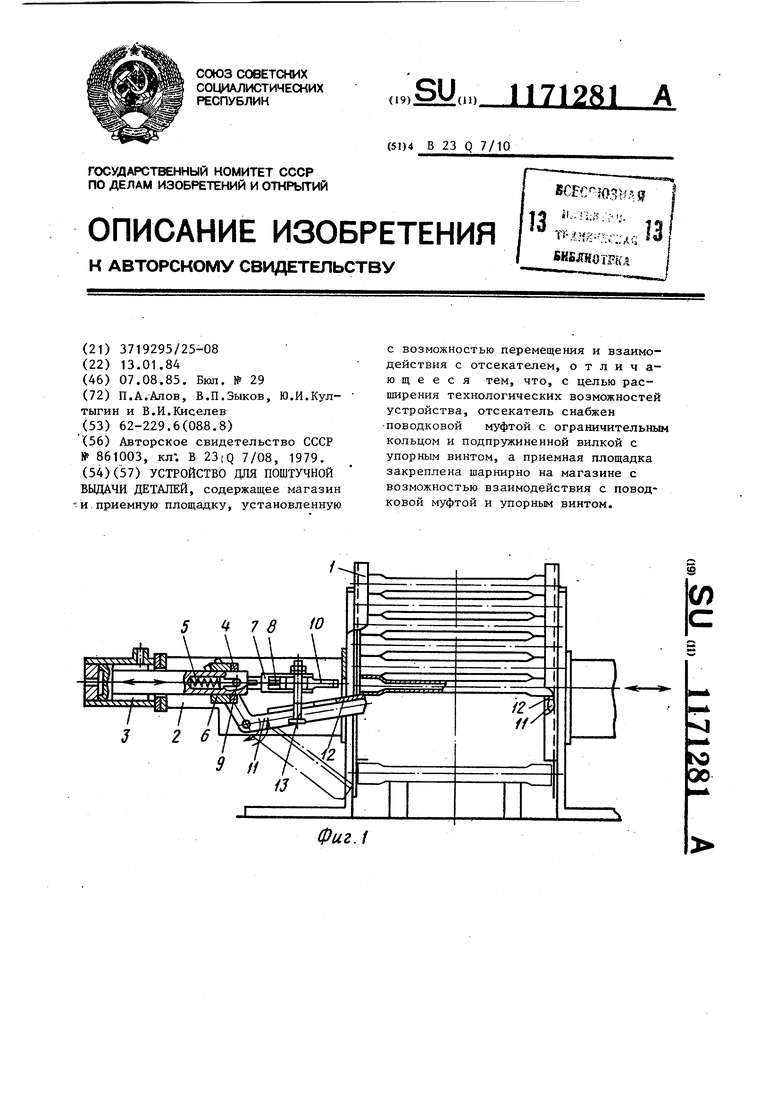
6 3 f S. 7
| Устройство для поштучной выдачи деталей | 1979 |
|
SU861003A1 |
