Изобретение относится к машиностроению и может быть использовано при автоматизации процессов загрузки технологических машин штучными изделиями, преимущественно при создании робототехнологических комплексов и гибких автоматизированных производств.
Целью изобретения является расширение технологических возможностей за счет обеспечения выдачи деталей разной толщины.
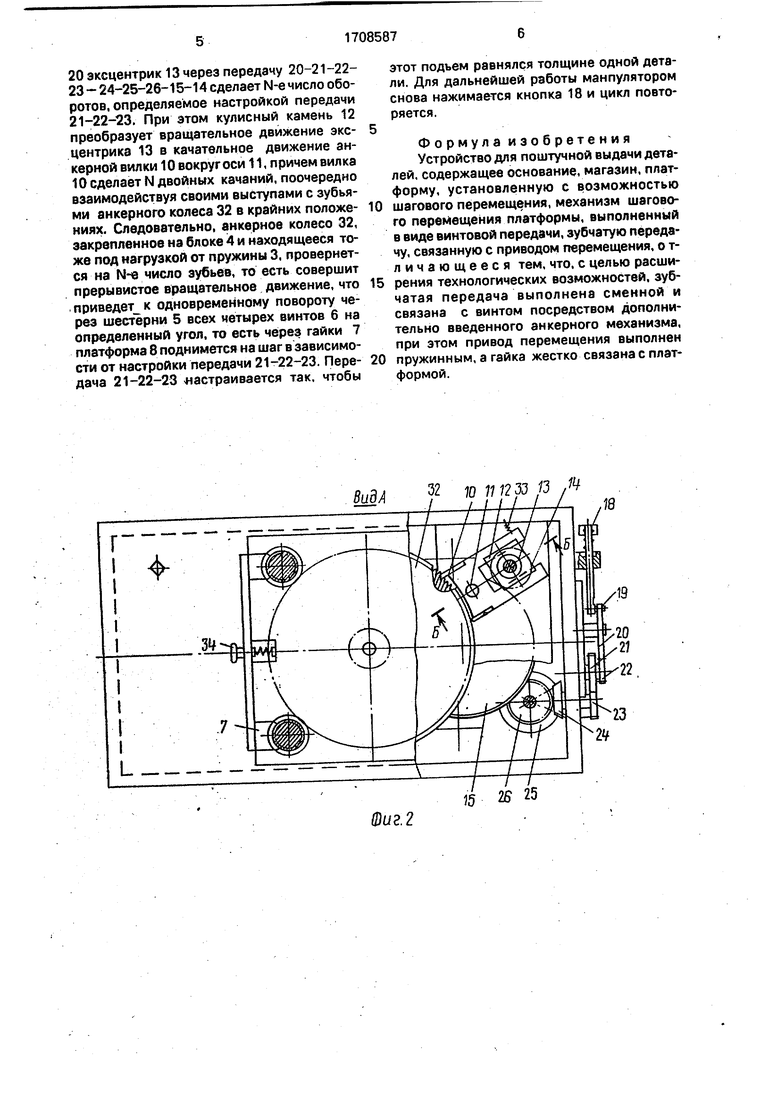
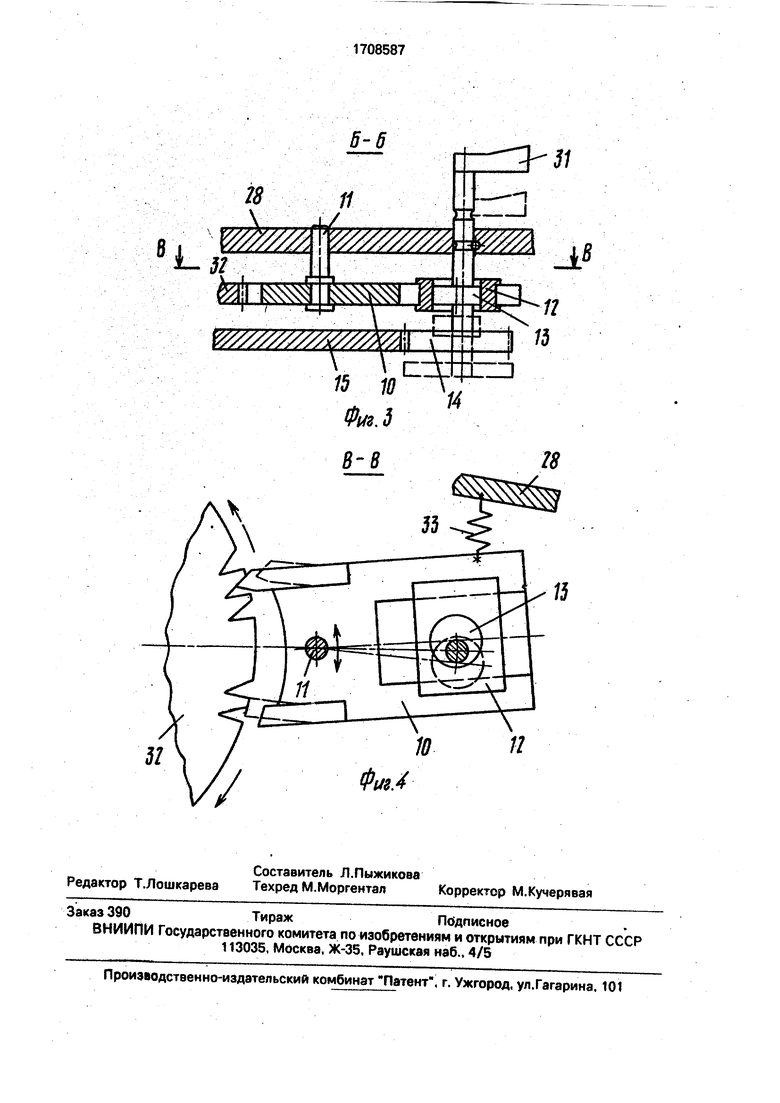
На фиг.1 показано устройство в разрезе, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг,2; на фиг.4 разрез В-В на фиг.З.
Устройство для поштучной выдачи деталей содержит пружинный привод, куда входят взаимоподвижные зубчатые венцы 1 и 2, образующие барабан, где помещена спиральная пружина 3. Внешний конец пружины 3 закреплен на верхнем венце 1 в т.Мп, внутренний - на нижнем венце 2 в т.Мр.
В зацеплении с верхним венцом 1 находится зубчатый блок 4, с которым, в свою очередь, находятся в зацеплении шестерни 5, сидящие на вертикально установленных винтах 6. Гайки 7, выполненные в виде подпружиненных секторов, установленных в горизонтальных пазах платформы 8, на которой размещается стопа деталей, находящаяся в магазине 9, образуют с винтами 6 винтовые пары. Нижний венец 2 связан с анкерным механизмом регулирования. Последний включает двухплечевую анкерную вилку 10, установленнную -на оси 11 качания. Выступы плеча анкерной вилки 10 имеют возможность взаимодействия с анкерным колесом блока 4 в крайних положениях при качании.
Другим плечом, где имеется продольный паз, анкерная вилка 10 образует поступательную пару с кулисным камнем 12, в котором выполнено отверстие под эксцентрик 13 с возможностью свободного вращения, ось которого расположена вертикально на продольной оси анкерной вилки 10. Эксцентриситет обеспечивает контакт выкупов вилки 10 с анкерным колесом блока 4 в крайних качательных положениях. Ось зксцентрика 13 имеет два фиксированных вертикальных положения. Верхнее- рабочее, нижнее предусматривает однбвременный вывод из зацепления шестерен 14,15изксцент)ика с отверстия камня 12. Анкерный механизм приводится в движение через шестерню 14 посаженную на одной оси с зксцентриком 13, шестерню 15, находящуюся в зацеплении с шестерней 14, шестерню 16, связанную С- блоком 17, в свою очередь связанным с нижним венцом 2. В
устройстве предусмотрен механизм включения и настройки величины подачи, снабженный подпружиненной и скользящей в неподвижно закрепленном корпусе кнопкой 18 включения, в которую упирается штифт 19, запрессованный на зубчатом диске 20. Последний через сменную зубчатую передачу 21-23, передачи 24-26 связан с шестерней 15 привода анкерного механизма. Хвостовик кнопки 18 имеет паз для свободного прохождения штифта 19 в крайнем нажатом положении кнопки /18. Вся конструкция заключена в корпусе 27 и крышке 28 с четырьмя колонками-чехлами
5 29. В устройстве предусмотрен валик 30 для завода пружинного двигателя от верх-, него венца 1, рукоятка 31, закрепленная на оси эксцентрика 13 для перевода работы анкерной вилки 10 и анкерного колеса 32 в
0 режим храпового .механизма. При этом анкерная вилка 10 дополнительно снабжена пружиной 33 для удержания выступом вилки 10 анкерного колеса от проворота при заводке. Для опускания платформы 8 в исходное положение служат подпружиненные планки 34 рассоединения винтовых пар 6, 7, на которых попарно закреплены гайки 7.
Заводка двигателя осуществляется следующим образом.
0 Кнопа 1,8 включения под действием пружины находится в опущенном состоянии, при этом нижний венец 2 барабана неподвижен, так как штифт 19, упираясь в хвостовик кнопки 18, через передачи 205 21-22-23-24-25-26-15-16-17 стопорит привод анкерного механизма. Рукояткой 31 нажатием вниз выводятся из зацепления шестерни 14, 15, также освобождается анкерная вилка 10 с камнем 12 от эксцентрика
0 13, и выступ вилки 10 поджимается под действием пружины 33 к зубьям анкерного колеса 32, предопределяя его однонаправленное вращение. Вращением валика 30 осуществляется заводка пружинного двигателя, пружина 3 взведена.
Работа магазина осуществляется следующим образом.
На платформу 8 устанавливается вручную или автоматически стопка деталей. Нажимается, например манипулятором, кнопка 18 и после непродолжительной выдержки опускается. Штифт 19 диска 20 успевает выйти из зацепления с кнопкой 18, так как находится под нагрузкой от взведенной пружины 3 через передачу 2-17-16-1526-25-24-21-22-23-20, и диск 20 начнет осущесталять вращение. Через один оборот диска 20 штифт 19, упираясь в опущенную к этому времени кнопку 18, снова
остановит движение. За один оборот диска
20 эксцентрик 13 через передачу 20-21-2223 - 24-25-26-15-14 сделает N-e число оборотов, определяемое настройкой передачи 21-22-23. При этом кулисный камень 12 преобразует вращательное движение эксцентрика 13 в качательное движение анкерной вилки 10 вокруг оси 11, причем вилка 10 сделает N двойных качаний, поочередно взаимодействуя своими выступами с зубьями анкерного колеса 32 в крайних положениях. Следовательно, анкерное колесо 32, закрепленное на блоке 4 и находящееся тоже под нагрузкой от пружины 3, провернется на М-в число зубьев, то есть совершит прерывистое вращательное движение, что приведет к одновременному повороту через шестерни 5 всех четырех винтов 6 на определенный угол, то есть через гайки 7 платформа 8 поднимется на шаг в зависимости от настройки передачи 21-22-23. Передача 21-22-23 застраивается так. чтобы
этот подъем равнялся толщине одной детали. Для дальнейшей работы манпулятором снова нажимается кнопка 18 и цикл повторяется.
Формула изо бретения Устройство для поштучной выдачи деталей, содержащее основание, магазин, платформу, установленную с возможностью шагового перемещения, механизм шагового перемещения платформы, выполненный в виде винтовой передачи, зубчатую передачу, связанную с приводом перемещения, о тличающееся тем. что, с целью расширения технологических возможностей, зубчатая передача выполнена сменной и связана с винтом посредством дополнительно введенного анкерного механизма, при этом привод перемещения выполнен пружинным, а гайка жестко связана с платформой.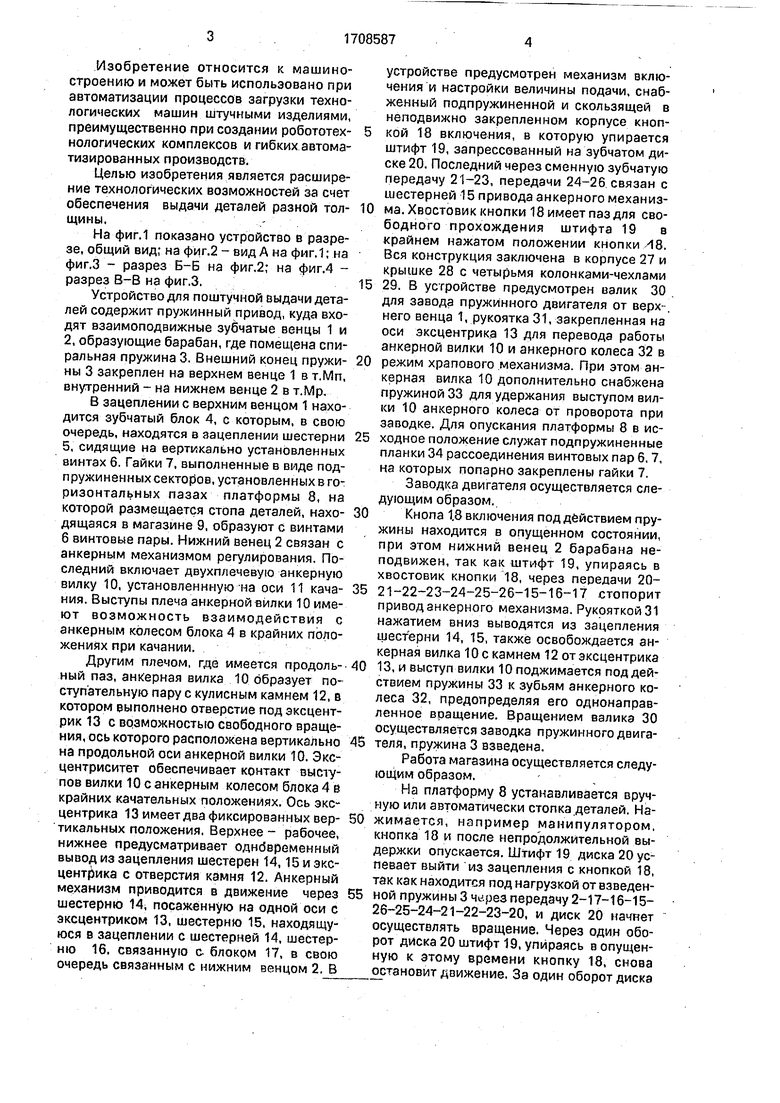
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЛИЦОВОЧНЫЙ МАНИПУЛЯТОР | 1990 |
|
RU2023582C1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
| Автомат питания для штучных изделий | 1985 |
|
SU1344578A1 |
| Магазинное загрузочное устройство | 1978 |
|
SU742104A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |
| МНОГОПОЗИЦИОННЫЙ МАГАЗИН-НАКОПИТЕЛЬ С ПОШТУЧНОЙ ВЫДАЧЕЙ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ (ИЭТ) | 2001 |
|
RU2199192C1 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| Многопозиционное загрузочное устройство | 1984 |
|
SU1333533A1 |
| Многопозиционный магазин-накопитель с поштучной выдачей деталей | 1981 |
|
SU988525A1 |
| КРАЕОБМЕТОЧНАЯ ШВЕЙНАЯ МАШИНА | 2011 |
|
RU2493302C2 |
Изобретение относится к машиностроению и может быть использовано при автоматизации процессов загрузки технологических машин. Цель изобретения - расширение технологических возможностей. Для этого в устройстве для поштучной выдачи деталей, содержащем магазин, платформу 8, установленную с возможностью шагового перемещения, механизм шагового перемещения платформы, выполненный в виде винтовой передачи 6 и 7, зубчатую передачу, связанную с приводом перемещения, зубчатая передача выполнена сменной и связана с винтом 6 посредством анкерного механизма. Привод перемещения выполнен пружинным. Гайка 7 жестко связана с платформой 8. При замене зубчатой передачи осуществляется переналадка устройства на перемещение платформы 8 на другой шаг. 4 ил.з;rf-Lx^sVI О 00ел00 VI
32 ю / I 15 Фиг.2 111233 р / / / / / / I 2S 25
| Устройство для шагового перемещения | 1986 |
|
SU1342687A1 |
