wO СЛ
1
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из листового материала.
Целью изобретения является повышение надежности работы и производительности процесса штамповки.
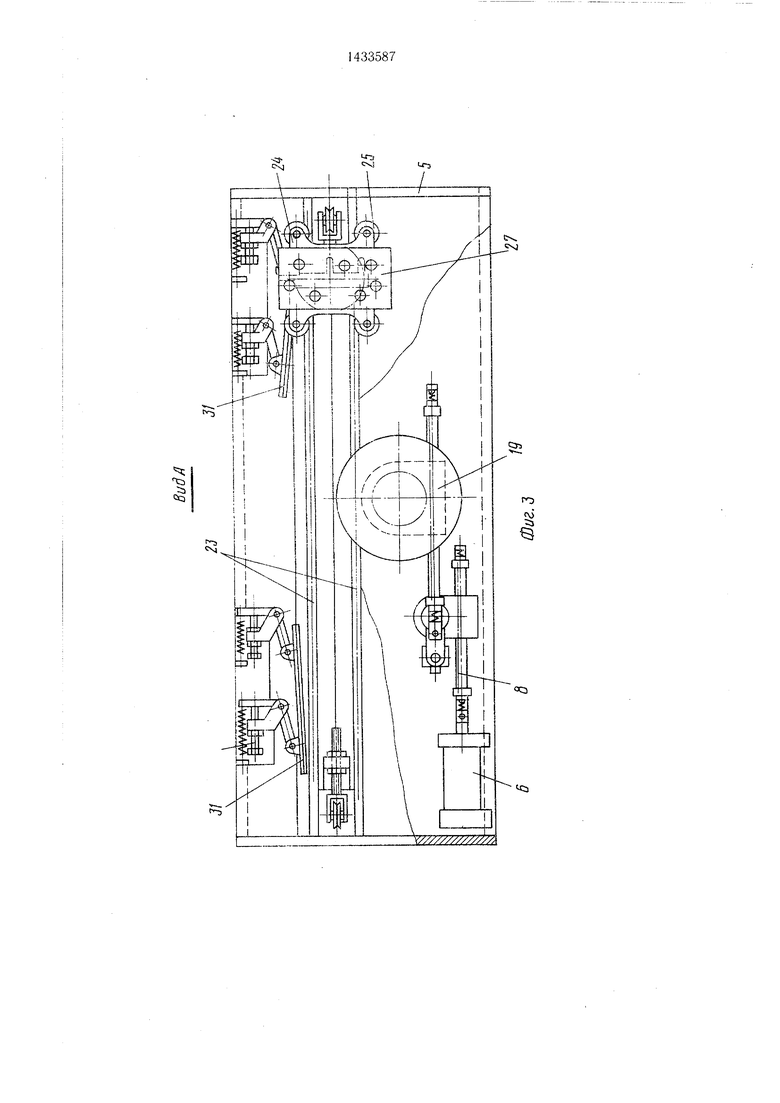
На фиг. 1 изображена линия для изготовления деталей из листового материала; на фиг. 2 - устройство для перемещения и ориентирования заготовок; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - пресс, вид в плане; на фиг. 7 - разрез Г--Г на фиг. 6; на фиг. 8 - разрез Д-Д на фиг. 6; на фиг. 9 - разрез Е-Е на фиг. 8.
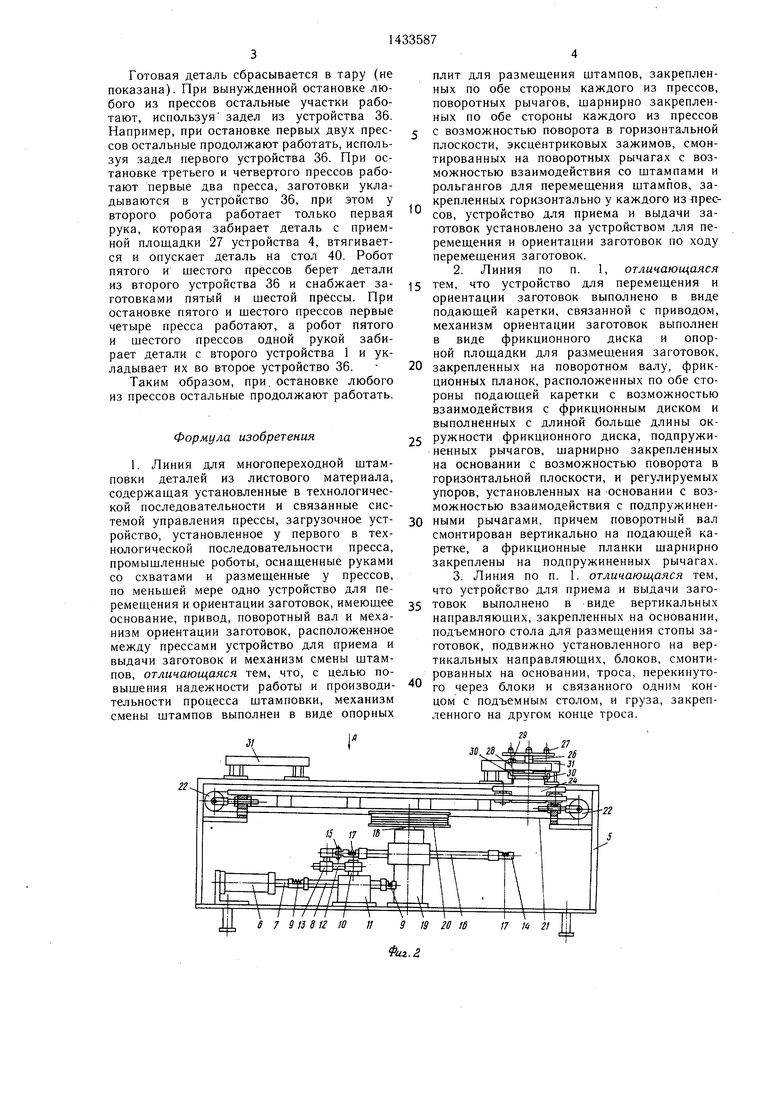
Линия содержит устройства 1 для перемещения и ориентирования заготовок 2 (листов), прессы 3, промышленные работы 4.
Устройства 1 содержат раму 5, силовой цилиндр 6 со штоком 7, приводную зубчатую рейку 8, подвижно установленную на штоке 7 и подпружиненную относительно нее пружинами 9, вал 10, вертикально установленный в корпусе 1 и несу- ций кривошип 12, ползун 13, шатун 14, шарнирно закрепленный при помощи оси 15 на ползуне 13, ведомую зубчатую рейку 16, подвижно установленную на шатуне 14 и подпружиненную относительно него пружинами 17, вал 18, закрепленный вертикально в корпусе 19. Зубчатые рейки 8 и 16 входят в зацепление с шестернями (не показаны), закрепле1Н)ыми на валах 10 и 18 соответственно. На валу 18 закреплен барабан 20, на который намотан трос 21, нерекинутый через балки 22. На раме 5 смонтированы горизонтально нанравляющие 23, по которым перемещается подающая каретка 24 при помощи опор 25 качения, связанная с тросом 21.
На подающей каретке 24 смонтирован вертикальный вал 26 с приемной площадкой 27 для разме1цения заготовок 2. На вертикальном валу 26 установлен фрикционный диск 28, несущий упор 29. На подающей каретке 24 смонтированы с возможностью регулировочного перемещения ограничительные уноры 30.
На раме 5 смонтированы фрикционные планки 31 с возможностью взаимодействия с фрикционным диском 28.
На раме 5 смонтированы кронштейны 32, в которых шарнирно закреплены двуплечие рычаги 33 с возможностью поворота в горизонтальной плоскости. На одном из концов двуплечих рычагов 33 щариирно смонтированы фрикционные планки 31. В кронштейны 32 ввернуты регулировочные винты 34, взаимодействующие с другими концами двуплечих рычагов 33, которые связаны пружинами 35 с основанием 5.
5
За устройствами 1 по ходу подачи заготовок 2 установлены устройства 36 для приема и выдачи заготовок 2, которые содержат раму 37, установленную на стой- ке 38, магазин, образованный стойками 39, подъемный стол 40 для размещения стопы заготовок 2 и механизм подъема стола.
Механизм подъема содержит вертикальные направляющие 41, тележку 42, перемещающуюся по направляющим 4 и несу0 щую подъемный стол 40, блоки 43, закрепленные на раме 37, груз 44 и трос 45, перекинутый через блоки 43. Один конец троса 45 закреплен на тележке 42, а на другом конце троса 45 закреплен
C груз 44. Промышленные роботы 4 оснащены тремя руками 46 со схватами 47.
Листовые заготовки укладываются в загрузочное устройство 48, установленное у первого пресса 3. У каждого из прессов 3 смонтированы рольганги 49.
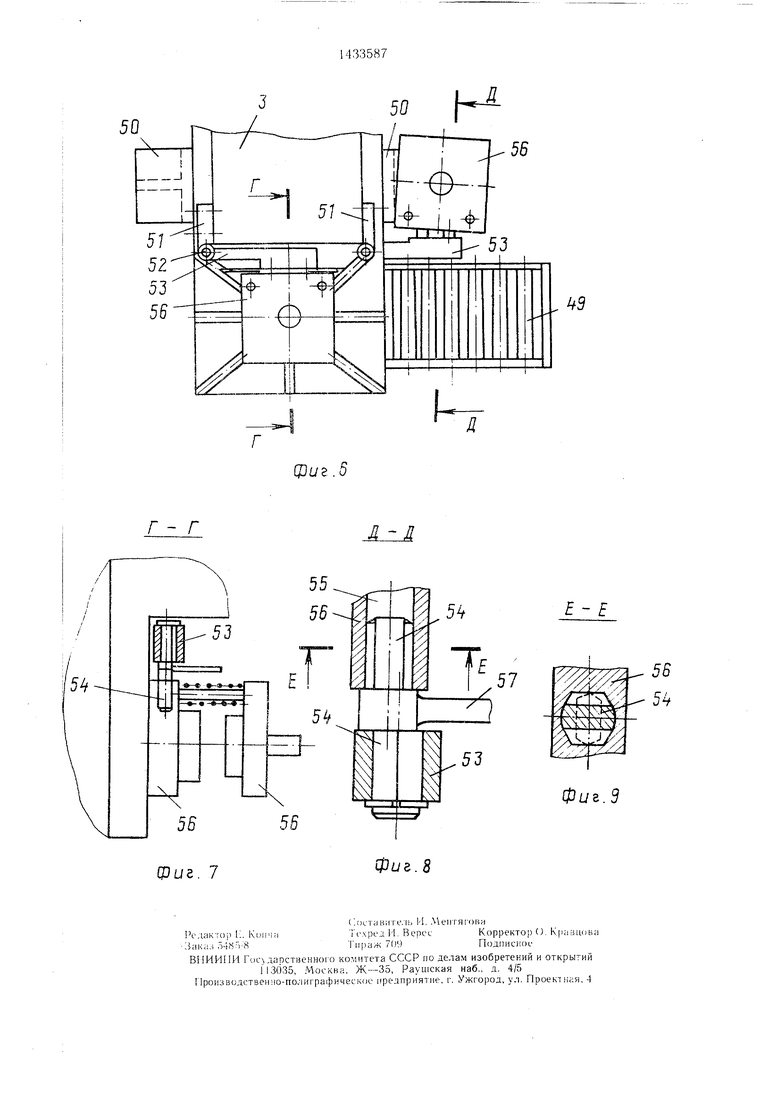
0 На каждом из прессов 3 закреплены опорные плиты 50, расположенные по обе стороны пресса 3.
На боковых сторонах каждого пресса 3 закреплены кронштейны 51, на которых при помощи оси 52 установлены рычаги 53 С возможностью поворота в горизонтальной плоскости. На рычагах 53 смонтироаны эксцентриковые зажимы 54, входящие в отверстия 55, выполненные в штампе 56 и несущие рукоятки 57.
„ Опорные плиты 50, поворотные рычаги 53 с эксцентриковыми зажимами 54 и рукоятками 57 и рольганги 49 образуют .механизм смены щтампов.
Линия работает следующим образом. Перед штамповкой деталей (не показаны)
г из лис 1;овых заготовок (не показаны) производят замену шта.мпов.
С помощью поворотных рычагов 53 штампы из рабочих зон прессов 3 выносятся на одну из опорных плит 50. а другие штампы устанавливают в рабо0 чую зону прессов с помощью рукояток 57, освобождают штампы 58 от действия эксцентриковых зажимов 54. Зате.м включают систему управления (не показана) линией в автоматическом режиме. Первый робот 4 берет заготовку из загрузочного устройства 48, деталь из первого и второго прессов, втягивает руки и поворачивается, затем укладывает заготовку в штампы первого и в- орого пресса и приемную площадку 27 первого устройства 1.
Q Последнее переносит заготовку к другому роботу 4. Второй робот 4 берет заготовку из приемной площадки 27 и из щтампов третьего и четвертого прессов втягивает руки и поворачивается, затем укладывает заготовку в штампы прессов и приемную
5 площадку 27 второго устройства 1. Второе устройство 1 переносит заготовку к третьему роботу и к пятому и шестому прессам, где операции повторяются.
5
Готовая деталь сбрасывается в тару (не показана). При вынужденной остановке любого из прессов остальные участки работают, используя задел из устройства 36. Например, при остановке первых двух прессов остальные продолжают работать, используя задел первого устройства 36. При остановке третьего и четвертого прессов работают первые два пресса, заготовки укладываются в устройство 36, при этом у второго робота работает только первая рука, которая забирает деталь с приемной площадки 27 устройства 4, втягивается и опускает деталь на стол 40. Робот пятого и шестого прессов берет детали из второго устройства 36 и снабжает заготовками пятый и шестой прессы. При остановке пятого и шестого прессов первые четыре пресса работают, а робот пятого и шестого прессов одной рукой забирает детали с второго устройства 1 и укладывает их во второе устройство 36.
Таким образом, при. остановке любого из прессов остальные продолжают работать.
Формула изобретения
1. Линия для многопереходной штамповки деталей из листового материала, содержащая установленные в технологической последовательности и связанные системой управления прессы, загрузочное устройство, установленное у первого в технологической последовательности пресса, промышленные роботы, оснащенные руками со схватами и размещенные у прессов, по меньшей мере одно устройство для перемещения и ориентации заготовок, имеющее основание, привод, поворотный вал и механизм ориентации заготовок, расположенное между прессами устройство для приема и выдачи заготовок и механизм смены штампов отличающаяся тем, что, с целью повышения надежности работы и производительности процесса штамповки, механизм смены штампов выполнен в виде опорных
плит для размещения штампов, закрепленных по обе стороны каждого из прессов, поворотных рычагов, шарнирно закрепленных по обе стороны каждого из прессов с возможностью поворота в горизонтальной плоскости, эксцентриковых зажимов, смонтированных на поворотных рычагах с возможностью взаимодействия со штампами и рольгангов для перемещения штампов, закрепленных горизонтально у каждого изчтрес- сов, устройство для приема и выдачи заготовок установлено за устройством для перемещения и ориентации заготовок по ходу перемещения заготовок.
2. Линия по п. 1, отличающаяся 5 тем, что устройство для перемещения и ориентации заготовок выполнено в виде подающей каретки, связанной с приводом, механизм ориентации заготовок выполнен в виде фрикционного диска и опорной площадки для размещения заготовок, 0 закрепленных на поворотном валу, фрикционных планок, расположенных по обе стороны подающей каретки с возможностью взаимодействия с фрикционным диском и выполненных с длиной больше длины окружности фрикционного диска, подпружи- ненных рычагов, шарнирно закрепленных на основании с возможностью поворота в горизонтальной плоскости, и регулируемых упоров, установленных на основании с возможностью взаимодействия с подпружинен- 0 ными рычагами, причем поворотный вал смонтирован вертикально на подающей каретке, а фрикционные планки щарнирно закреплены на подпружиненных рычагах. 3. Линия по п. 1. отличающаяся тем, что устройство для приема и выдачи заго- 5 товок выполнено в виде вертикальных направляющих, закрепленных на основании, подъемного стола для размещения стопы заготовок, подвижно установленного на вертикальных направляющих, блоков, смонтированных на основании, троса, перекинуто- 40 го через блоки и связанного одним концом с подъемным столом, и груза, закрепленного на другом конце троса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Устройство для перемещения и ориентирования штучных заготовок | 1987 |
|
SU1433588A1 |
| Устройство для подачи материала в рабочую зону пресса | 1987 |
|
SU1488075A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |

Изобретение относится к o6pav6oTKe металлов давлением, в частности к линиям для штамповки, и может быть использовано для многопереходной 11 тамповки деталей из листового материала. Цель изобретения -- повышение надежности работы и производительности процесса и1там 1овки. Детали штампуются из листа на прессах. Ирессы установлены в технологической последовательности и связаны между собой системой управления. У первого пресса в технологической последовательности установлено загрузочное устройство 48 д,, 1я размещения стопы листов. Из загрузочного устройства листы подаются промьп11.ле1 ны роботом 4 в прессы. Перемеп1ение товок между прессами осущес п ляется yci ройством 1 для перемеи1ения и opiicirra- ции заготовок. УсгрО1 к тво д.чя nepe ienio- ния и ориентации заготовок содержит по- .ааюлцую каретку, связанную с приводом и ь есущую вертикально установлен1;1:1Й ново ротный вал. Механизм ориентации содержит фрикционные планки, расноложеппые но обе CTOpoiibi 1 одаюп1ей каретки с воз.мож ностью взаимодействия с фрикцно1пп 1м диском. Фрикционные н.ишки выполнены с длиной большей длины окружности ф|)ИКционного диска и шарннрно смонтированы на подпружиненны-х pbujarax. Подпружиненные рычаги Н1арни|)но установлены на основании с ВОЗЛ ОЖНОСТЬЮ поворота в Ч1(1Нзонтальной н.юскости. Угол iioBopora подпружиненных рычагов ограничивается регу ..тируемы.ми но д. шне унорами, закреп.ien- ными i;a основани). За устроГц-твом д, перемещения и ориентации .-;аготовкн yc:-:i новлено устройство 36 д.1я Ilpиc a и чи Заготовок. 2 :.н. ;|1-лы. 9 и.. гжн.
2г
Ч
фиг.5
Б - 5
Вид В
Щиг.5
Г - Г
54
56
9
Е- Е
57
Фиг.9
| Устройство для перемещения и ориентирования штучных заготовок | 1984 |
|
SU1224063A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1199368A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
