Изобретение относится к обработке металлов давлением и может быть использовано для поштучной выдачи деталей типа пластин из магазина.
Целью изобретения является расширение технологических возможностей, снижение металлоемкости и уменьшение габаритов путем выполнения механизма поштучной выдачи в виде охватываюшей магазин для деталей тросо-блочной системы.
Для контроля верхнего и нижнего положения ползунов 25 на направляюш,их 21 установлены конечные выключатели 39, а на ползуне-флажок 40. Магазины 6 состоят из нижнего основания 41 с прямоугольными направляющими 42 для посадки в гнездо поворотного стола и верхней планки 43 с вырезом по форме заготовки и пазом.
Нижнее основание 41 с верхней планкой 43 соединено четырьмя круглыми стяжкаНа фиг. 1 изображено устройство, об- Ю ми 44. Для направления заготовок верти- ший вид; на фиг. 2 - вид А на фиг. 1;кальной плоскости между основанием 41
на
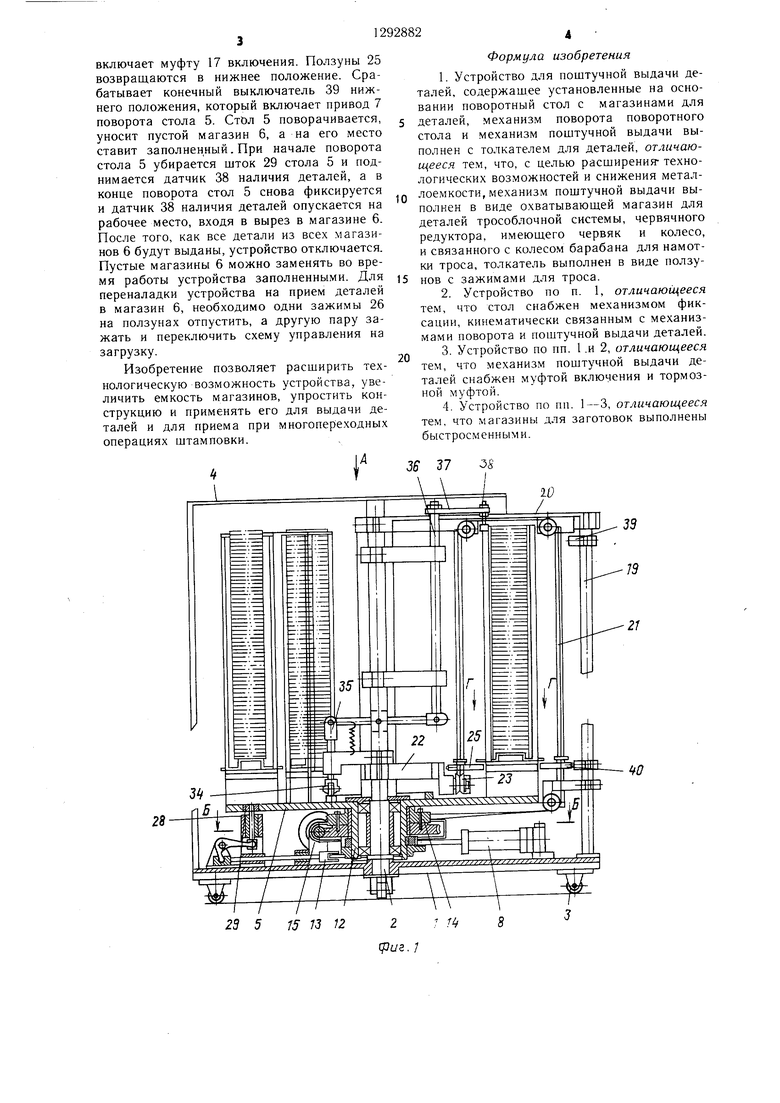
и верхней планкой 43 установлены круглые направляюидие 45 с эксцентричными цапфами для регулировки зазора. Количество и расположение направляющих зависит от конфигурации детали. Для подачи заготовок с помощью ползунов 25 на круглые стяжки 44 установлена передвижная планка 46, которая средней частью поднимает заготовки, а выступающими концами опира иг. 3 - кинематическая схема; на фиг. 4 - сечение Б-Б на фиг. 1; на фиг. 5 - магазин;ина фиг. 6 - то же, вид сверху; на фиг. 7 - разрез В-В на фиг. 5; на . фиг. 8 - сечение Г-Г на фиг. 1.
Устройство содержит основание I с колонной 2, опорными колесами 3 и ограждением 4.
На колонне 2 установлен на подшипниках качения поворотный стол 5 с гнездами 20 ется на выступ ползуна 25. Планка 46 ус- для быстрой установки магазинов 6 и при-тановлена в каждом магазине 6. В магазины
вод 7 поворота стола, состоящий из пнев-укладываются плоские заготовки, имеющие
моцилиндра 8, на штоке 9 которого закреп-различную конфигурацию и толщину.
лена собачка 10 храпового механизма 11.Ползуны 25 перемещаются в круглых
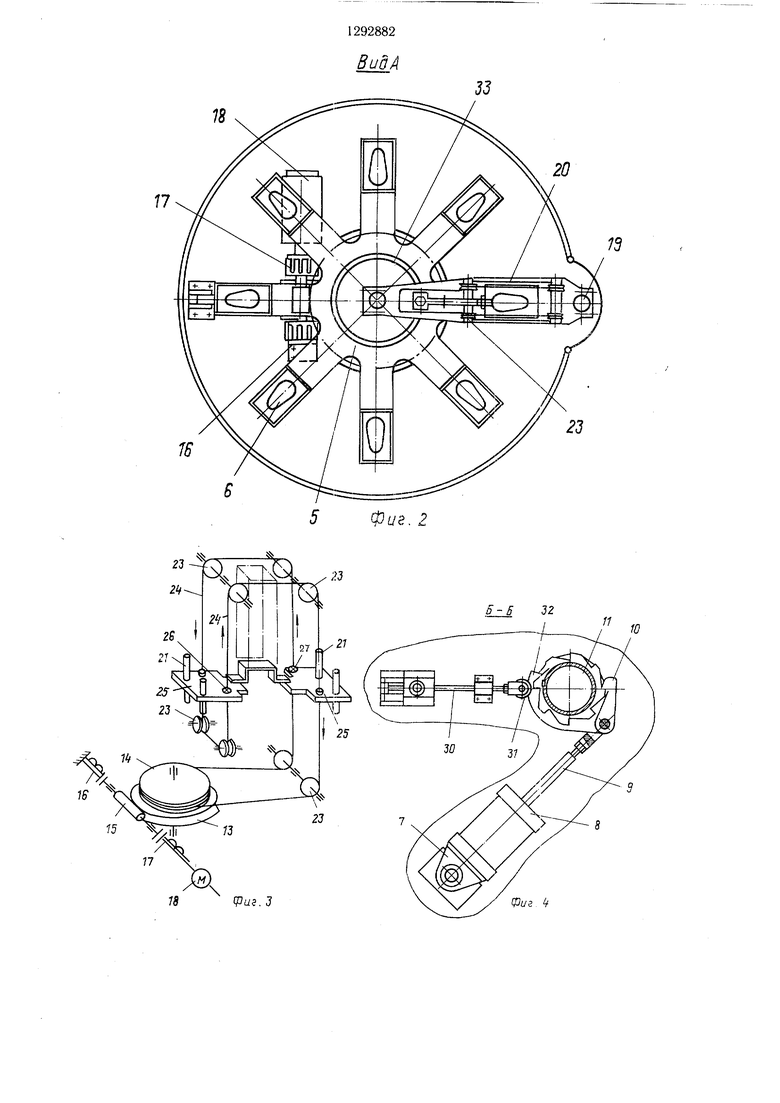
На ступице 12 стола установлено чер- 25 направляющих с помощью тросов оба одновременно с двух сторон магазина 6 и равномерно подымают или опускают передвижную планку 46. Трос зажимается суха-, риками 47, установленными в отверстиях ползунов 25 с помощью болтов 48. На вытой включения 17 и реверсивным электро- 30 ступе ползуна 25, на который опирается двигателем 18 переменного тока.передвижная планка 46, имеется регулировочный винт 49.
Устройство работает следующим образом. Магазины 6 заполняются деталями непосредственно на устройстве или в другом нижний кронщтейн 22, закрепленный на 35 месте. Для переналадки магазинов 6 на колонне 2. Траверса 20 и направляющие 21другую деталь необходимо сменить две планки магазинов 6. После заполнения магазинов 6 и установки их на устройство зажимают трос в ползунах, причем для выдачи
На верхней траверсе 20, нижнем крон- 40 зажимают одну пару ветвей по диагонали, штейне 22 основания 1 установлены шкивыа для приема деталей - другую пару.
23 для троса 24, который проходит черезМанипулятор забирает верхнюю деталь
и подает ее в технологическую машину. Датчик 38 наличия деталей отключает тормозную муфту 16 и включает муфту вклюползуна 25, имеющие по два быстродей- чения 17, соединяя электродвигатель с чер- ствующих зажима 26 и 27 для ветвей тросавячным редуктором.
24. В магазине 6 установлена подаюидаяЧервячное колесо 13 поворачивает тропланка 27, контактирующая с ползунами 25.совой барабанИ и поджимает стопу детаДля фиксации стола после его повороталей с помощью ползуна 25. При подъеме
по центру магазинов имеются гнезда 28, JQ верхняя деталь достигает датчика 38 на- в которые входит подпружиненный щток 29,личия деталей, который отключает муфту 17
вячное колесо 13 и тросовый барабан 14 привода поштучной выдачи деталей. Червячное колесо 13 входит в зацепление с чевяком 15, один конец которого соединен с тормозной муфтой 16, а второй - с муфНа колонне 2 и стойке 19 закреплена верхняя траверса 20, к которой крепятся вертикальные направляющие 21, установленные в нижней части на основание 1, и
установлены так, что охватывают магазин 6 и в то же время позволяют ему свободно проходить при повороте стола 5.
все шкивы, охватывая магазин 6, и возвращается опять на барабан 14. На вертикальных направляющих 21 установлены два
соединенный при помощи штанги 30 и ролика 31 с копиром 32, закрепленным на колесе храпового механизма 11.
На столе 5 установлено кольцо 33 с выступами, по которому катится ролик 34, 55 связанный тягами 35 и 36 с планкой 37, на которой установлен датчик 38 наличия деталей магазина 6.
включения и включает муфту 16 торможения, останавливая подачу деталей.
Манипулятор снова забирает деталь и цикл работы повторяется.
Когда в магазине 6 не остается деталей, ползун 25 доходит до конечного выключателя 39 верхнего положения, который переключает электродвигатель 18 на реверс и
Для контроля верхнего и нижнего положения ползунов 25 на направляюш,их 21 установлены конечные выключатели 39, а на ползуне-флажок 40. Магазины 6 состоят из нижнего основания 41 с прямоугольными направляющими 42 для посадки в гнездо поворотного стола и верхней планки 43 с вырезом по форме заготовки и пазом.
Нижнее основание 41 с верхней планкой 43 соединено четырьмя круглыми стяжка ми 44. Для направления заготовок верти- кальной плоскости между основанием 41
и верхней планкой 43 установлены круглые направляюидие 45 с эксцентричными цапфами для регулировки зазора. Количество и расположение направляющих зависит от конфигурации детали. Для подачи заготовок с помощью ползунов 25 на круглые стяжки 44 установлена передвижная планка 46, которая средней частью поднимает заготовки, а выступающими концами опирается на выступ ползуна 25. Планка 46 ус- тановлена в каждом магазине 6. В магазины
включения и включает муфту 16 торможения, останавливая подачу деталей.
Манипулятор снова забирает деталь и цикл работы повторяется.
Когда в магазине 6 не остается деталей, ползун 25 доходит до конечного выключателя 39 верхнего положения, который переключает электродвигатель 18 на реверс и
включает муфту 17 включения. Ползуны 25 возвращаются в нижнее положение. Срабатывает конечный выключатель 39 нижнего положения, который включает привод 7 поворота стола 5. СтЬл 5 поворачивается, уносит пустой магазин 6, а на его место ставит заполненный. При начале поворота стола 5 убирается шток 29 стола 5 и поднимается датчик 38 наличия деталей, а в конце поворота стол 5 снова фиксируется и датчик 38 наличия деталей опускается на рабочее место, входя в вырез в магазине 6. После того, как все детали из всех магазинов 6 будут выданы, устройство отключается. Пустые магазины 6 можно заменять во вреФормула изобретения
1. Устройство для поштучной выдачи деталей, содержащее установленные на основании поворотный стол с магазинами для 5 деталей, механизм поворота поворотного стола и механизм поштучной выдачи выполнен с толкателем для деталей, отличающееся тем, что, с целью расширения- технологических возможностей и снижения метал- 0 лоемкости, механизм пощтучной выдачи выполнен в виде охватывающей магазин для деталей трособлочной системы, червячного редуктора, имеющего червяк и колесо, и связанного с колесом барабана для намотки троса, толкатель выполнен в виде ползумя работы устройства заполненными. Для ,5 „ов с зажимами для троса.
переналадки устройства на прием деталей Устройство по п. 1, отлаивающееся
тем, что стол снабжен механизмом фиксации, кинематически связанным с механизв магазин 6, необходимо одни зажимы 26 на ползунах отпустить, а другую пару зажать и переключить схему управления на загрузку.
Изобретение позволяет расширить технологическую возможность устройства, увеличить емкость магазинов, упростить конструкцию и применять его для выдачи деталей и для приема при многопереходных операциях штамповки.
«
20
мами поворота и поштучной выдачи деталей.
3.Устройство по пп. 1 .и 2, отличающееся тем, что механизм поштучной выдачи деталей снабжен муфтой включения и тормозной муфтой.
4.Устройство по пн. 1--3, отличающееся тем. что магазины для заготовок выполнены быстросменными.
23 5
92882д .
Формула изобретения
1. Устройство для поштучной выдачи деталей, содержащее установленные на основании поворотный стол с магазинами для 5 деталей, механизм поворота поворотного стола и механизм поштучной выдачи выполнен с толкателем для деталей, отличающееся тем, что, с целью расширения- технологических возможностей и снижения метал- 0 лоемкости, механизм пощтучной выдачи выполнен в виде охватывающей магазин для деталей трособлочной системы, червячного редуктора, имеющего червяк и колесо, и связанного с колесом барабана для намотки троса, толкатель выполнен в виде ползу,5 „ов с зажимами для троса.
мами поворота и поштучной выдачи деталей.
3.Устройство по пп. 1 .и 2, отличающееся тем, что механизм поштучной выдачи деталей снабжен муфтой включения и тормозной муфтой.
4.Устройство по пн. 1--3, отличающееся тем. что магазины для заготовок выполнены быстросменными.
39
8ибА
16
20
23
Фие. 2
IS
15
77
78
Фиг. J
32
л
ю
Фиг ti
Фиг.6
фиг. 8
Составитель В. Ерошкин
Редактор Н. КиштулинецТехред И. ВересКорректор Н. Король
Заказ 316/11Тираж 733Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1984 |
|
SU1238854A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1466848A1 |
| Устройство для поштучной выдачи плоских деталей | 1984 |
|
SU1315088A1 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |

изобретение относится к области обработки металлов давлением и может быть использовано для поштучной выдачи деталей типа пластин из магазина. Целью изобретения является расширение технологических возможностей устройства, снижение металлоемкости и уменьшение габаритов устройства. Магазины заполняются деталями. После заполнения магазинов и установки их на устройство зажимают трос в ползунах. При этом для выдачи зажимают одну пару ветвей по диагонали, а для приема деталей - другую пару. Манипулятор забирает верхнюю деталь и подает ее в технологическую машину. Для переналадки устройства на прием деталей в магазин необходимо одни зажимы на ползунах отпустить, а другую пару зажать и переключить схему управления на загрузку. 3 3. п. ф-лы, 8 ил. tsD О ГО СХ) СХ) N3
| Магазинное устройство | 1981 |
|
SU1003972A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
