Изобретение относится к области изготовления изделий из композиционных материалов методом намотки на оправку переменного сечения, например конических. Цель изобретения - обеспечение изготовления изделий с большой конусностью. Намотку . поперечной арматуры ведут во впадины л,ежду гофрами послойно укладьгваем ыХ на- правку гофрированных секторов, что обеспеч-ивает удержание каждого витка независимо от угла конусности изготавливаемого изделия. На фиг. ,. 1 изображена схема для осуществления предлагаемого способа; на фиг. 2 - сечение А-А на фиг. 1. На оправку 1 укладывают гибкие гоф..„ v.,.j...v . J-- --Г рированные секторы 2, которые приматываются тонкой технологической нитью к оправке (нить не показана), и ведут со стороны меньщего диаметра намотку первого слоя армирующего материала 3 на всю длину оправки 1. Затем вновь производят укладку секторов 2 указанным способом и ведут намотку второго слоя. Таким образом наматывают весь требуемый профиль изделия и отверждают его. При намотке материала 3 его располагают в углубления между гофрами сектора 2. Секторы 2 изготавливаются на спецоправке из стеклоткани, предварительно пропитанной связующим и отверждаемой до 70-80%. При этом режиме полимеризации получается необходимая упругость складок гофра для удерживания армирующего материала 3 от сползания при намотке, а также гарантируется монолитность структуры стенки после окончательной полимеризации изделия. Затем заготовку разрезают на секторы 2. Пример. Намотку конического изделия производят на удерживающем гофрированном секторе 2, изготовленном из стеклоткани Т-10, толщиной 0,2 мм, пропитанной связующим ЭФ-32-301, нитью БС626x1x2, пропитанной связующим ЭФ-32-301. Таким образом, намотана стенка изделия толщиной 7 мм, имеющая структуру, указанную на фиг. 2. Удерживающий сектор 2 в продольном сечении имеет профиль метрической резьбы с высотой профиля не менее ТОЛЩИНЫ армирующего материала 3. Закладку гофрированных секторов 2 от слоя к слою осуществляют со смещением одного относительно другого. Размеры и форма гофр закладного гофрированного сектора 2 в продольном сечении, например трапецеидальная, прямоидальная, круглая и т. д., определяются типом наматываемой арматуры. Изготовление конических изделий по предлагаемому способу позволяет обеспечить высокое их качество за счет исключения сползания витков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оболочки | 1981 |
|
SU1033350A1 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2001 |
|
RU2221183C2 |
| Способ изготовления криволинейной трубы из композиционных материалов, оправка и стапель для осуществления этого способа и криволинейная труба из композиционных материалов | 2022 |
|
RU2808014C2 |
| СЛОИСТАЯ ЦИЛИНДРИЧЕСКАЯ ОБОЛОЧКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU1751939C |
| Способ изготовления конических изделий из композиционных материалов | 1989 |
|
SU1776570A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ-ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2107622C1 |
| Способ изготовления оболочек переменного сечения | 1990 |
|
SU1742088A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2006 |
|
RU2327568C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ИЗДЕЛИЙ путем укладки на оправку продольных элементов с последующей намоткой по длине поперечной арматуры и отверждением изделия, отличающийся тем, что, с целью обеспечения изготовления изделий с большой конусностью, продольные элементы выполняют в виде гибкого поперечного гофрированного сектора, между гофр которого наматывают поперечную арматуру. (Л со ел ю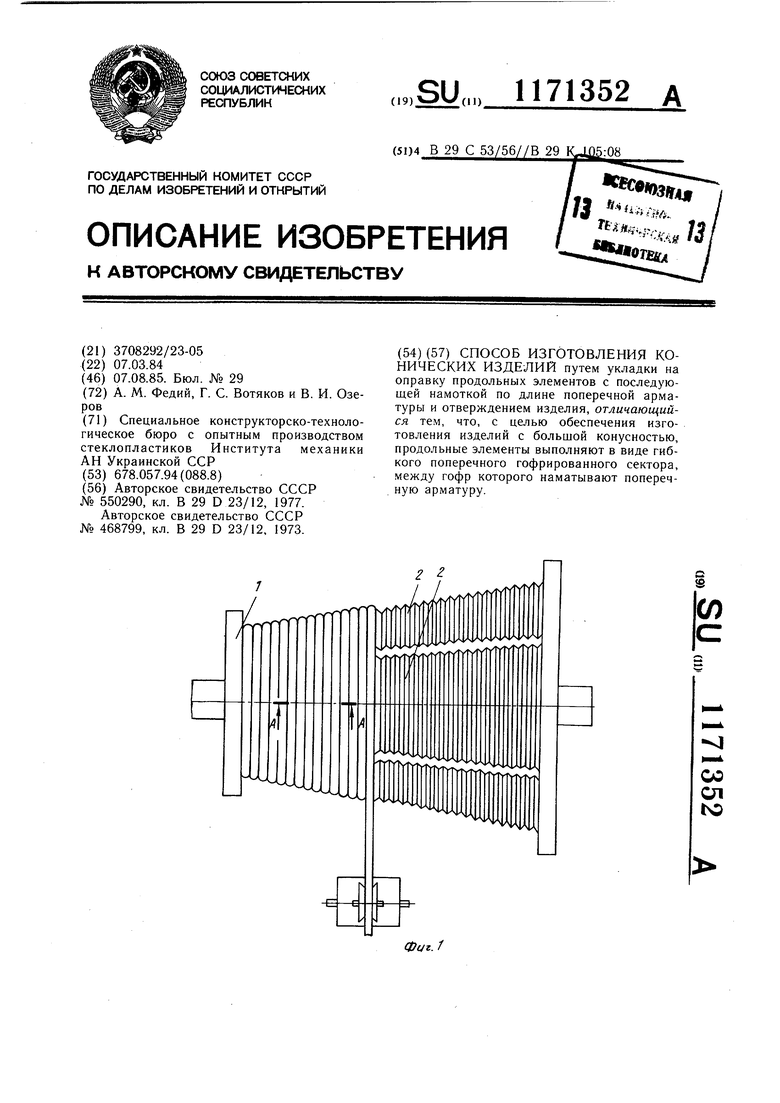
фиг. г
| Способ изготовления конических изделий | 1975 |
|
SU550290A1 |
| Солесос | 1922 |
|
SU29A1 |
| Способ намотки армированных пластмасс | 1973 |
|
SU468799A1 |
| Солесос | 1922 |
|
SU29A1 |
