гЦ f .4-4 н
00
со
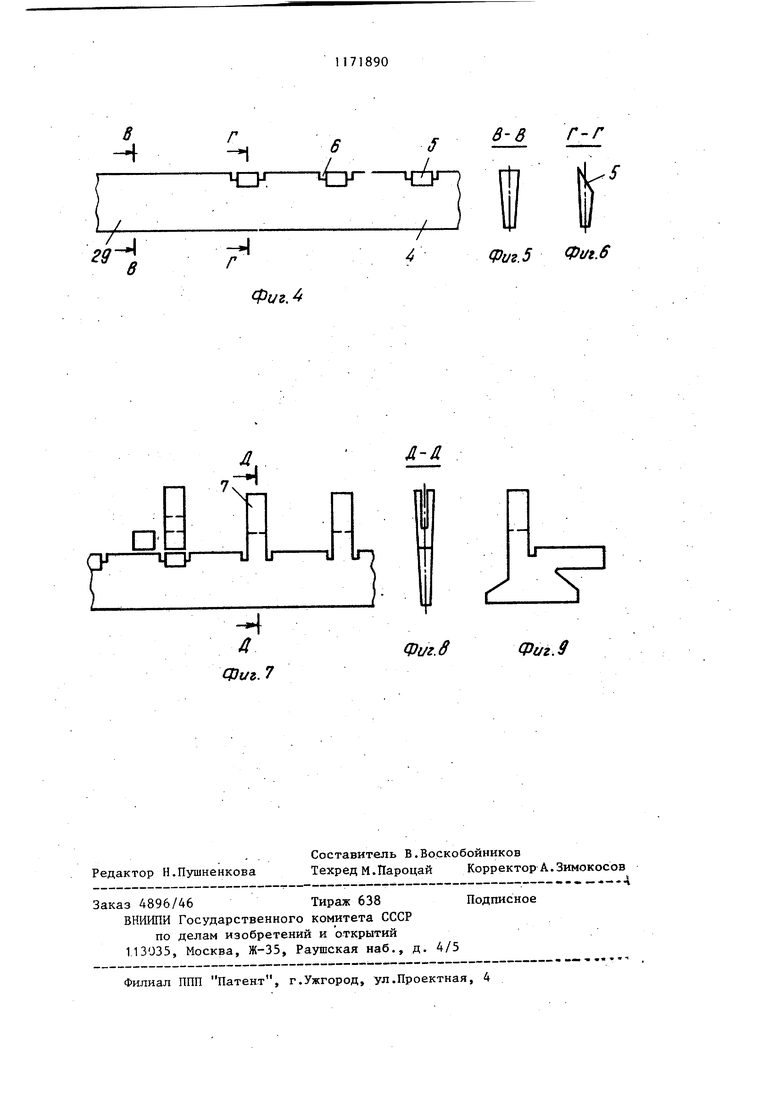
Фиъ.1 Изобретение относится к технологии изготовления составных коллекторных пластин электрических машин и может быть использовано в электротехнической промьшшенности. Целью изобретения является повышение производительности. На ф г - показано изготовление на; ПРОФИЛЬНОМ , полосовом материале дДЯ заготовок петущ $:ов скосов под naliKy и naSoBJ на .фиг.2 - сечение А-Д на фи . 1;;- н1г фиг.З - сечение Б-Б нафи-г.1; на фиг :4-изготовление на профильном полосовом материале для коллекторных пластин защитных пазов и скосов под пайку; на фиг.5 - сечение В-В на фиг.4; на фиг.6 - сечение Г-Г на фиг.4; на фиг.7 - припайка за готовок петушков к профильной полосе для коллекторных.пластин; на фиг.8 сечение Д-Д на фиг.7; на фиг.9 - готовая составная коллекторная пластина. Способ изготовления составных кол лекторных пластин электрических машин осуществляют следующим образом. Профильную полосу 1 для петушков подают.с пойощью устройства подачи в агрегат фрезерования и фрезеруют в ней с заданной скоростью совместно поверхность скоса 2 и паз 3, удаляя эмульсию и стружку и контролируя качество фрезеровки, затем обрабатывают паз 3 полосы, включая его очистку нанесение флюса, сушку, горячее лужение, удаление излишков припоя с контролем качества лужения. Обработанная профильная полоса поступает в пресс, в -котором вырубаются петушки .с помощью приспособления, исключающего смятие его пазовой части и обес печивающего снятие заусенцев. Профил ную полосу 4 для коллекторных пластин подают с помощьюустройства подачи в агрегат фрезерования и фрезеруют поверхность скоса 5 и технологические защитные пазы 6 с шагом, равным шагу вырубки коллекторных пластин, удаляя эмульсию, стружку, заусенцы и контролируя качество фрезеровки, обработанную профильную полосу 4 подают на пайку. На поверхность скоса 5 наносят припой, фиксируют петушок 7 и соеди- . няют пайкой, поверхности контакта в неразъемное контактное соединение, подают полосу на шаг вырубки коллекторных пластин, охлаждают место контакта и повторяют операции, присоединяя следующий петушок и т.д. до присоединения петушков ко всем поверхностям контактов полосы с контролем режима работы и качества соединения. Полосу с присоединенными петушками калибруют по профилю сечения в месте соединения петугаков с полоской, затем подают полосу с присоединенными петушками в пресс, вырубают коллекторные лластины и рихтуют составные пластины, удаляя заусерцы, и контролируют качество изготовления. При выполнении неразъемных контактных соединенй петушка с пластиной и обмоткой якоря методом сварки операции, принятые для пайки, выполняют в той же последовательности, но обрабатывают паз 3 полосы, включая его очистку и сушку, а после подачи обработанной профильной полосы 4 на сварку фиксируют петушок 7 и соединяют с.ааркой поверхности контакта 6 неразъемное контактное соединение. Далее операции выполняются в той же последовательности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составная коллекторная пластина тягового электродвигателя | 1986 |
|
SU1410151A1 |
| Способ изготовления коллекторных пластин | 2019 |
|
RU2710758C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2209498C2 |
| Узел соединения выводов секций обмотки якоря с петушками коллекторных пластин | 1987 |
|
SU1608770A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2007799C1 |
| Автоматическая линия для изготовления коллекторных пластин электрической машины | 1984 |
|
SU1233234A1 |
| Цилиндрический коллектор электрической машины | 1988 |
|
SU1791884A1 |
| Способ спайки петушков с коллекторными пластинами | 1941 |
|
SU62112A1 |
| Способ изготовления коллекторных пластин | 2018 |
|
RU2684995C1 |
| Профильная полоса и способ изготов-лЕНия из HEE КОллЕКТОРНОй плАСТиНы | 1979 |
|
SU851659A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН, включающий вырубку коллекторных пластинке образованием защитных пазрв под пайку и заготовок петушков из профильного полосового материала, выполнение на коллекторных пластинах и заготовках петушков стыковочных поверхностей, соединение заготовок петушков с коллекторными пластинами, калибровку профиля сечения в месте соединения, изготовление и обработку паза в петушках, о т личающийся тем,, что, с целью повьш1ения производительности, вырубку заготовок петушков производят после выполнения стыковочных поверхI ностей, вьшолнения и обработку паза, а вырубку коллекторных пластин про(Л изводят после образования защитных С пазов, стьжовочных поверхностей и соединения заготовок петушков.
Л- 5-в
Фиг. 2 Физ.З
Фиг, 4
Фиг. 5 Фаг.6
п
т(Н
-Ч д
Фаъ. 7
I
Фш.в
Фиг.д
| Технологический процесс Hi ме ханическую обработку и лужение пластины коллекторной | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Разраб | |||
| Новочеркасский электровозостроительный завод, 1971. | |||
