полосы в штамп для вырубки и рихтовки заготовок пластин, механизм подачи заготовок на транспортер, устройство для нанесения на боковые поверхности пластин защитного покрытия в виде оксидных пленок, механизм фрезерования паза, устройство для комплектации пластин, выполненное в виде поворотной стойки 20 с шаговым приводом и криволинейными стержнями 21, закрепленными на образующей поверхности и расположенными в одной плоскости, перпендикулярной оси вращеИзобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической промышленности.
Цель изобретения - расширение функциональных возможностей линии за счет обеспечения комплектации пластин.
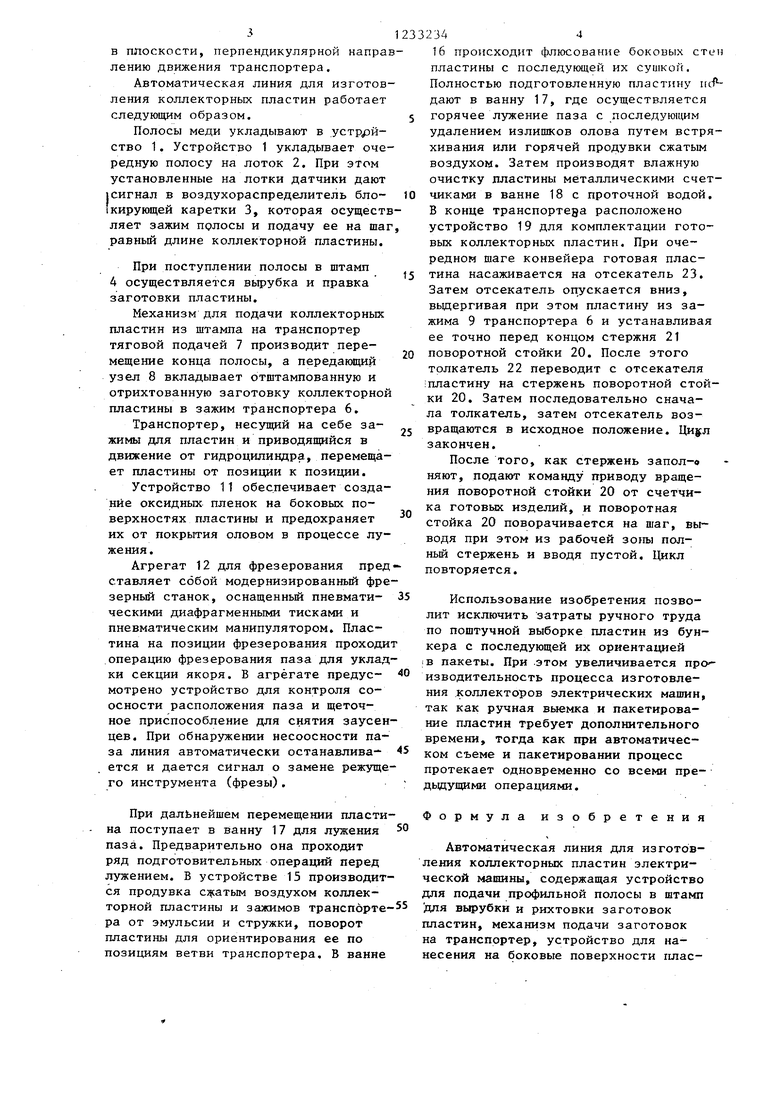
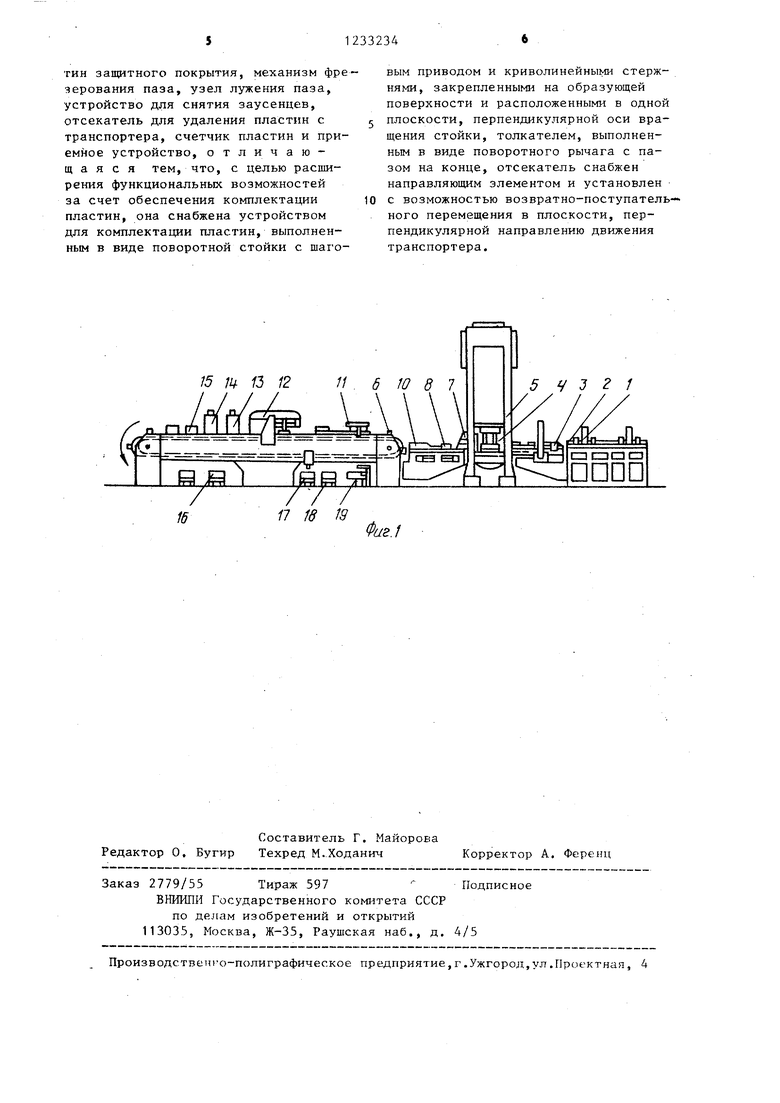
На фиг. 1 показана предлагаемая линия, общий вид, на фиг. 2 - устройство для комплектаций пластин.
Автоматическая линия содержит устройство 1, выполненное в виде поворотного барабана для подачи профиль- ной полосы и укладки ее на лоток 2, на котором установлены датчики для выдачи сигнала в воздухораспределитель (не показан) блокирующей каретки 3, служащей для зажима полосы и подачи ее на шаг, равный длине коллекторной пластины. Штамп 4 служит для вырубки и правки заготовок пластин. Режим работы устройства для подачи полосы соответствует режиму работы пресса 5.
Механизм для подачи заготовок на транспортер 6 состоит из тяговой подачи 7 для перемещения конца полосы и передающего узла 8, для вкладыва- ния отштампованной и рихтованной за- готовки коллекторной пластины в зажи 9 транспортера 6. Для передачи к транспортеру заготовок пластины больших габаритов предусмотрен поворот- ньй стол.10. Устройство 11 для созния стойки 20, толкатель 22, выполненный в виде поворотного рычага с пазом на конце, отсекатель 23, снаб- женньш направляющим элементом 24 и установленный с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной направлению движения, транспортера. За счет наличия в линии устройства для комплектации пластин обеспечивается увеличение производительности процесса изготовления коллекторов электрических машин. 2 ил.
дания защитного покрытия в виде оксидных пленок на боковых поверхностях пластины установлено вдоль транспортера. Агрегат 12 предназначен для фрезерования паза -под укладку концов секции якоря и включает устройство
13для контроля соосности расположения паза и щеточное приспособление
14для снятия заусенцев. Устройство
15слуясит для продувки сжатым воз- . духом заготовки коллекторной пластины и зажимов транспортера от эмульсии и стружки и поворота заготовки пластины для ориентирования ее по позициям нижней ветви транспортера. Ванна 16 предназначена для флюсования боковых сторон пластины с после- горячей сушкой, а для лужения паза служит ванна 17. В ванне 18 установлены металлические щетки для очистки пластины и промывки ее проточной водой.
Устройство 19 для комплектации пластин содержит счетчик готовых изделий (не показан) и выполнено в виде поворотной стойки 20 с шагрвым приводом, (не показан) и криволиней- ньмя стержнями 21, закрепленными на образукяцей поверхности и расположенными в одной плоскости, перпендикулярной оси вращения стойки. Толкатель 22 выполнен в виде поворотного рычага с пазом на конце. Отсе- кат1гль 23 снабжен направляющим элементом 24 и установлен с возможность возвратно-поступательного перемещени
в ппоскости, перпендикулярной направлению движения транспортера.
Автоматическая линия для изготовления коллекторных пластин работает следующим образом.
Полосы меди укладывают в устррй- ство 1. Устройство 1 укладывает очередную полосу на лоток 2, При этом установленные на лотки датчики дают 1сигнал в воздухораспределитель бло- кирующей каретки 3, которая осуществляет зажим полосы и подачу ее на шаг, равный длине коллекторной пластины.
При поступлении полосы в штамп 4 осуществляется вырубка и правка заготовки пластины.
Механизм для подачи коллекторных пластин из штампа на транспортер тяговой подачей 7 производит перемещение конца полосы, а передающий узел 8 вкладывает отштампованную и отрихтованную заготовку коллекторной пластины в зажим транспортера 6,
Транспортер, несущий на себе зажимы для пластин и приводящийся в движение от гидроциликдра, перемещает пластины от позиции к позиции.
Устройство 11 обеспечивает создание оксидных пленок на боковых поверхностях пластины и предохраняет их от покрытия оловом в процессе лужения.
Агрегат 12 для фрезерования представляет собой модернизированный фре зерньш станок, оснащенньй пневмати- ческими диафрагменными тисками и пневматическим манипулятором. Пластина на позиции фрезерования проходи операцию фрезерования паза для укладки секции якоря. В агрегате предус- мотрено устройство для контроля соосности расположения паза и щеточное приспособление для снятия заусенцев. При обнаружении несоосности паза линия автоматически останавлива- ется и дается сигнал о замене режущего инструмента (фрезы).
При дальнейшем перемещении пластина поступает в ванну 17 для лужения паза. Предварительно она проходит ряд подготовительных операций перед лужением. В устройстве 15 производится продувка сжатым воздухом коллекторной пластины и зажимов транспорте- ра от эмульсии и стружки, поворот пластины для ориентирования ее по позициям ветви транспортера. В ванне
5
0
5
0
5
16 происходит флюсование боковых стен пластины с последующей их сушкой. Полностью подготовленную пластину iiff- дают в ванну 17, где осуществляется горячее лужение паза с последующим удалением излишков олова путем встряхивания или горячей продувки сжатым воздухом. Затем производят влажную очистку пластины металлическими счетчиками в ванне 18 с проточной водой. В конце транспортеда расположено устройство 19 для комплектации готовых коллекторных пластин. При очередном шаге конвейера готовая пластина насаживается на отсекатель 23. Затем отсекатель опускается вниз, вьщергивая при этом пластину из зажима 9 транспортера 6 и устанавливая ее точно перед концом стержня 21 поворотной стойки 20. После этого толкатель 22 переводит с отсекателя пластину на стержень поворотной стойки 20. Затем последовательно сначала толкатель, затем отсекатель возвращаются в исходное положение. Uftyn закончен.
После того, как стержень запол-о няют, подают командУ приводу вращения поворотной стойки 20 от счетчика готовых изделий, и поворотная стойка 20 поворачивается на шаг, выводя при этом из рабочей зоны пол- ньй стержень и вводя пустой. Цикл повторяется.
Использование изобретения позволит исключить затраты ручного труда по поштучной выборке пластин из бункера с последующей их ориентацией iB пакеты. При .этом увеличивается про изводительность процесса изготовления .коллекторов электрических машин, так как ручная вьюмка и пакетирование пластин требует дополнительного времени, тогда как при автоматическом съеме и пакетировании процесс протекает одновременно со всеми пре- дьщущими операциями.
Формула изобретения
Автоматическая линия для изготовления коллекторных пластин электрической машины, содержащая устройство для подачи профильной полосы в штамп для вырубки и рихтовки заготовок пластин, механизм подачи заготовок на транспортер, устройство для нанесения на боковые поверхности гшастин защитного покрытия, механизм фрезерования паза, узел лужения паза, устройство для снятия заусенцев, отсекатель для удаления пластин с транспортера, счетчик пластин и приемное устройство, отличающаяся тем, что, с целью расширения функциональных возможностей за счет обеспечения комплектации пластин, она снабжена устройством для комплектации пластин, выполненным в виде поворотной стойки с шаго
вым приводом и криволинейными стержнями, закрепленными на образующей поверхности и расположенными в одной плоскости, перпендикулярной оси вращения стойки, толкателем, выполненным в виде поворотного рычага с пазом на конце, отсекатель снабжен направляющим злементом и установлен с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной направлению движения транспортера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составных коллекторных пластин электрических машин | 1983 |
|
SU1171890A1 |
| Линия для подготовки микросхем к монтажу | 1981 |
|
SU1023687A1 |
| Устройство для мерной резки, зачистки и лужения монтажных проводов | 1971 |
|
SU437169A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Устройство для групповой подачи радиодеталей с осевыми выводами | 1975 |
|
SU720842A1 |
| Устройство для сборки контактных групп | 1981 |
|
SU991629A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
Изобретение относится к техно- погическому оборудованию для изготовления электрических машин. Цель изобретения состоит в расширении функциональньк .возможностей линии за счет обеспечения комплектации пластин. Автоматическая линия содержит устройство для подачи профильной 2/ 20 (Л 2 ю со 00 1С со Фиг.2
15 Ш 13 12 1 . 6 W 8 1
5 У J /
Фаг.1
Составитель Г. Майорова Редактор О. Бугир Техред М.Ходанич Корректор А. Ференц
Заказ 2779/55 Тираж 597 Подписное ВНИКЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производствен 1 о-пс)лиграфическое предприятие,г.Ужгород,ул.Проектная, 4
| 0 |
|
SU158947A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
