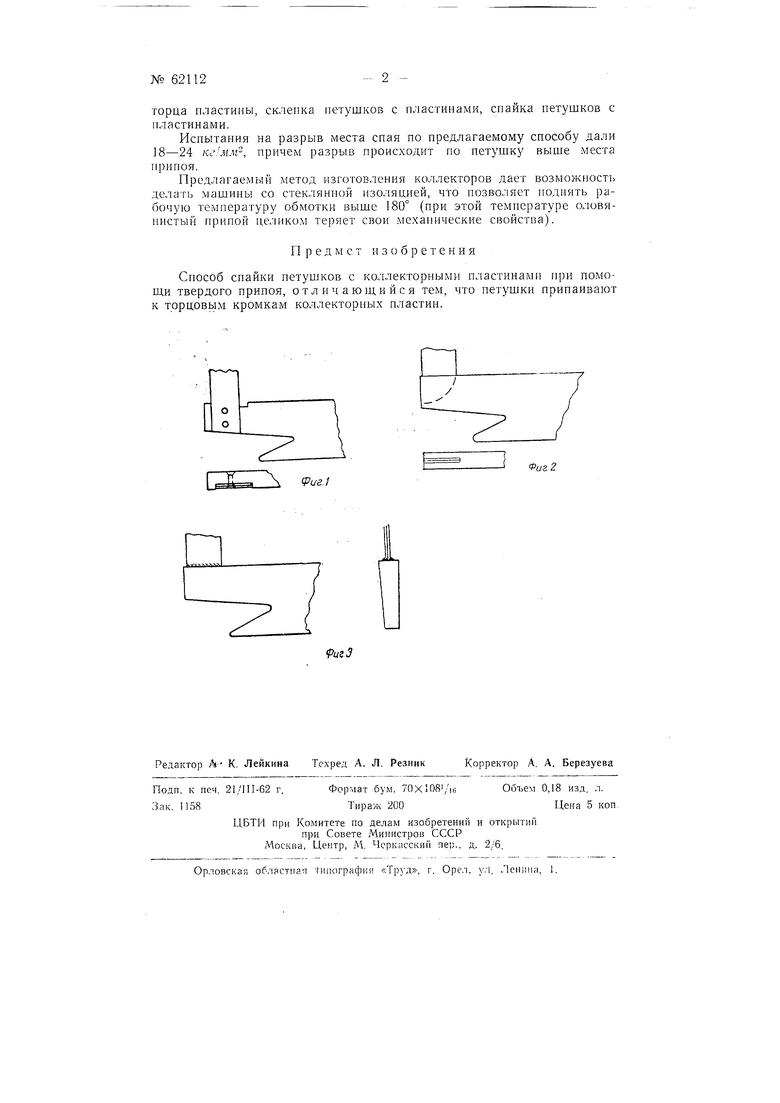
Обычно при изготовлении машин постоянного тока сочленение петушков с коллекторными нластинами БЫИОЛНЯСТСЯ следующим образом: в коллекторных нластинах крупных машин выфрезеровывается шлиц, в который кренится нетушок нутем склейки и снайки оловянистым нриноем (фиг. I); в коллекторных иластннах средних машин в торцовой части хвостовика фрезеруется шлиц, в который впаивается петушок оловянистым припоем (фиг. 2). Известна также спайка петушка с верхней плоскостью хвостовика пластипы при помоши твердого серебряного припоя (фиг. 3).
Во всех упомянутых случаях плошадь в ко.-лекторных нластинах, заннмаемая петушкамн, является неактивной частью коллектора.
Учитывая дефицитность олова и оловянистых нрипоев и исходя нз экономпи красной меди, иредлагается осунхествлять сочленение коллекторных петушков с пластинами путем припайки их твердым припоем, состоящим из 88% Си, 8% Р н4% , к торцам коллекторных иластин, как показано на фиг. 4. Время, затрачиваемое на одну спайку, не превышает одной секунды.
Описываемый способ дает следуюший экономический эффект.
. Уменьшается длина коллектора на ширину нетушка, вследствие чего сокращается расход коллекторной меди, сокращается расход миканнта и сокращается длина коллекторного корпуса (сталь, чугун). Указанные факторы нозволяюч сократить обилую длину машины.
Расход твердого приноя на одну пайку не превышает 1 г (при существующих конструкциях расход олова-десятки граммов).
3. Ликвидируются следующие производственные процессы: фрезеровка шлицев в пластинах, сверловка пластин и нетушков, лужен«е
№ 62112- 2 торца пластины, склепка петушков с пластипами, спайка петушков с пластинами.
Испытапия на разрыв места спая по предлагаемому способу дали 18-24 «;с/,и.л;2, прпчем разрыв происходит по петушку выше места припоя.
Предлагаемый метод изготовления коллекторов дает возможность делать машины со стеклянной изоляцией, что позволяет поднять рабочую температуру обмотки выше 180° (при этой температуре оловяпистый припой целиком теряет свои мехапические свойства).
Предмет изобретения
Способ спайки петушков с кол.лекторными пластинами при помощи твердого припоя, отличающийся тем, что петушки припаивают к торцовым кромкам коллектор 1ых пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2007799C1 |
| Коллектор электрической машины | 1987 |
|
SU1534571A1 |
| Коллектор электрической машины и способ его изготовления | 1982 |
|
SU1019528A1 |
| ТЕПЛООБМЕННИК И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2006 |
|
RU2361167C1 |
| Способ изготовления коллекторного кольца для коллектора | 1983 |
|
SU1421269A3 |
| БЕСКРИВОШИПНЫЙ ДВУХТАКТНЫЙ ДИЗЕЛЬ | 1997 |
|
RU2128774C1 |
| Катод алюминиевого электролизера для получения алюминия электролизом криолит-глиноземного расплава | 1985 |
|
SU1349702A3 |
| БУКСОВЫЙ УЗЕЛ СКОРОСТНОГО ПОДВИЖНОГО СОСТАВА | 1997 |
|
RU2129966C1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| ЭЛЕКТРОЛИТИЧЕСКАЯ ЯЧЕЙКА ВОССТАНОВЛЕНИЯ ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛА | 1997 |
|
RU2178016C2 |
Риг.1
9uz2
