I
vl
to
О5 00
сд
Изобретение относится к.обработке металлов давлением и может быть использовано при изготовлении изделий с глухими полостями.
Цель изобретения - повьппение производительности, а также расширение технологических возможностей путем получения глухих полостей с винтовыми канавками.
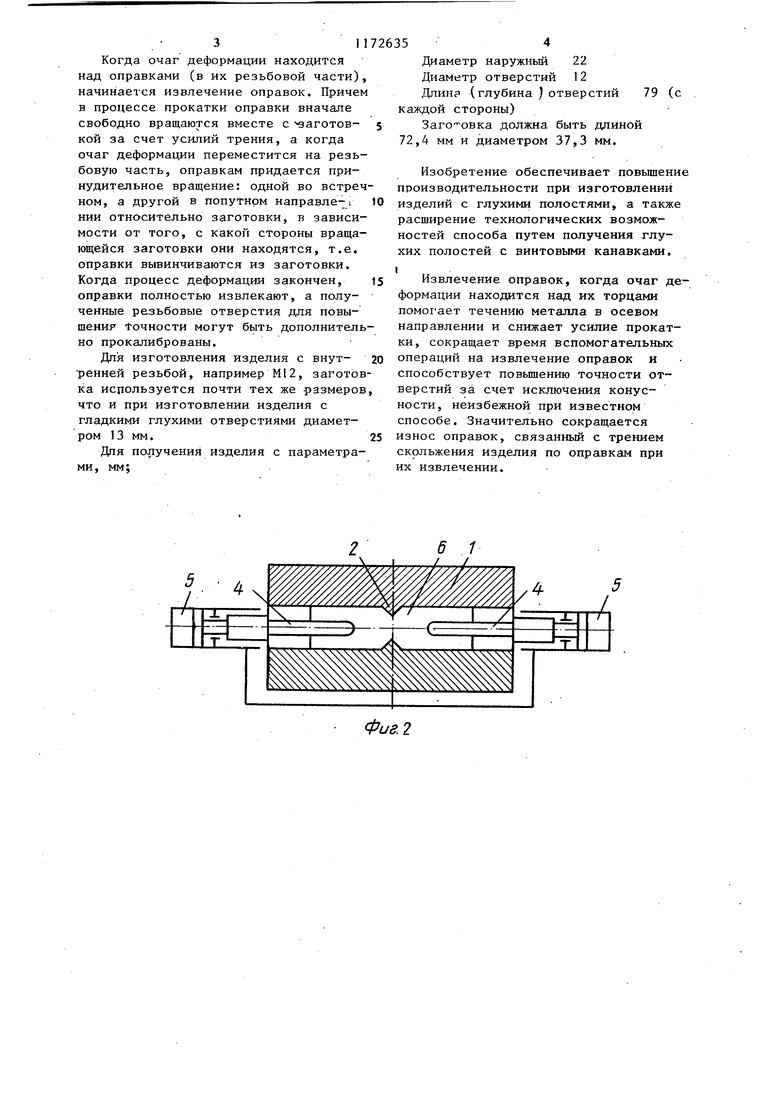
На фиг. 1 изображена заготовка (установлена в исходном положении); на фиг.2 - то же (промежуточная стадия прокатки); на фиг.З - то же, (конечная стадия прокатки).
Способ осуществляется следующим образом.
Между инструментами 1 с клиновыми калибрами 2 (фиг.1) помещают заготовку 3, к торцам которой вплотную прижимают оправки 4 механизмами 5, причем оправки установлены в механизмах с возможностью вращения вокруг своей оси.
После этого, перемещая инструментс калибрами 2 навстречу друг другу, производят обжатие заготовки 3.
Калибры .2 контактируют с заготовкой 3 клиновыми поверхностями (фиг, 2) переменного сечения, которые, постепенно вклиниваясь в тело заготовки, перемещают очаг деформации от средней части заготовки к ее торцам, заставляя металл перетекать в свободное пространство между инструментами 1, одновременно охватывая оправки 4.
В промежуточной стадии прокатки заготовка принимает вид изделия 6.
В конечной стадии прокатки (фиг.З получают готовое изделие 7. Когда в поперечном сечении деформирующая клиновая поверхность инструмента совмещается с торцом оправки, т.е. очаг деформации находится непосредственно над оправками 4, оправки механизмами 5 начинают постепенно извлекать, высвобождая полученные глухие полости 8.
С окончанием прокатки оправки 4 полностью извлекают из полостей 8, и готовое изделие 7 снимают.
Инструменты 1 возвращают в исходное положение. Между ними устанавливают новую заготовку, и процесс повторяется.
С целью получения глухих отверстий 8 с поверхностью в виде винтовых канавок или внутренней резьбы
оправки 4 мйгут вращаться в попутном или встречном направлении относительно вращающейся заготовки 3, что обеспечивает получение глухих полостей 8 с поверхностями подобного профиля одновременно с прокаткой наружных поверхностей заготовки 3 и исключает дополнительные операции для получения полостей 8 методом . механической обработки.
Пример. Исходная заготовка диаметром 35,345 мм и длиной 66 мм из алюминия АДО или АД1 зажимается между торцами стальных оправок 4 и производится прокатка. Полная глубина вдавливания клинового калибра 12,5 мм, длина вдавливания клинового калибра 41,3 мм, центральный угол при полной глубине вдавливания клинового калибра 123. При этом деталь вращается со скоростью 0,81 м/с; металл под действием клиновых калибров 2 растекается вдоль оси оправок 4, надвигаясь на них, при этом скорость деформации в продольном направлении зависит от угла клина i составляет в среднем 0,2-0,4 м/с. Псгсле начала прокатки через 0,2 с, т.е. когда металл прощел 2/5 пути начинается извлечение оправок. Усилие извлечения оправок составляет 500 кгс при отсутствии смазки. Усилие извлечения оправок при смазке малом с графитовым порощком составляет 40 кгс. Время прокатки составляет в среднем 0,5 с с учетом обратного холостого хода калибров длиной 250 мм каждый и времени загрузки и выгрузки. Цикл обработки составляет 2,53,0с. После прокатки изделия имеют следующие параметры, мм;
Диаметр отверстий 13 Наружный диаметр 22 Глубина отверстий 79 мм (с
каждой стороны)
Общая длина заготовки 224 мм. В средней части заготовки получается перемычка, равная длине исходной заготовки.
Производительность процесса 12001500 шт/ч.
При прокатке изделий с внутренней резьбой процесс формирования резьбовых отверстий происходит аналогично процессу прокатки издепий с гладкими глухими отверстиями.
Когда очаг деформации находится над оправками (в их резьбовой части), начинается извлечение оправок. Причем в процессе прокатки оправки вначале свободно вращаются вместе с аготовкой за счет усилий трения, а когда очаг деформации переместится на резьбовую часть, оправкам придается принудительное вращение: одной во встречном, а другой в попутном направле- i НИИ относительно заготовки, в зависимости от того, с какой стороны вращающейся заготовки они находятся, т.е. оправки вывинчиваются из заготовки. Когда процесс деформации закончен, оправки полностью извлекают, а полученные резьбовые отверстия для повышени5 Точности могут быть дополнительно прокалиброваны.
Дпя изготовления изделия с внутренней резьбой, например Ml2, заготовка используется почти тех же размеров что и при изготовлении изделия с гладкими глухими отверстиями диаметром 13 мм.
Дпя по тучения изделия с параметрами, мм;
Диаметр наружный 22
Диаметр отверстий 12
Длин (глубина J отверстий 79 (с каждой стороны)
Заго- овка должна быть длиной 72,4 мм и диаметром 37,3 мм.
Изобретение обеспечивает повьшени производительности при изготовлении изделий с глухими полостями, а также расширение технологических возможностей способа путем получения глухих полостей с винтовыми канавками.
Извлечение оправок, когда очаг деформации находится над их торцами помогает течению металла в осевом направлении и снижает усилие прокатки, сокращает время вспомогательных операций на извлечение оправок и способствует повьппению точности отверстий за счет исключения конусности, неизбежной при известном способе. Значительно сокращается износ оправок, связанный с трением скольжения изделия по оправкам при их извлечении.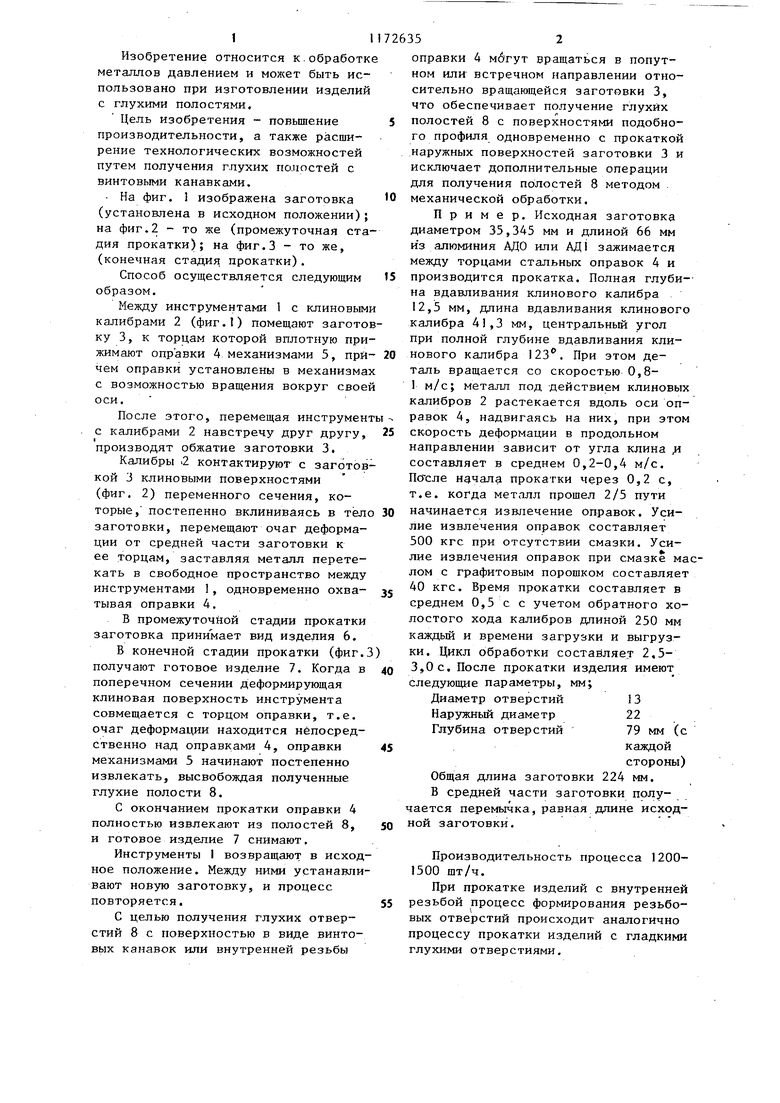
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| Способ непрерывной прокатки труб и оправочный узел для его осуществления | 2017 |
|
RU2707052C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2380179C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Стан для прокатки изделий с внут-РЕННЕй РЕзьбОй | 1978 |
|
SU841743A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ.ИЗДЕЛИЙ С ДВУМЯ ГЛУ:ХИМИ ПОЛОСТЯМИ, включающий размещение сплошной заготовки на позиции о обработки, подведение к ее торцам соосных оправок, поперечно-клиновую прокатку заготовки и извлечение из нее оправок, отлич ающийся тем, что, с целью повышения производительности, каждую из оправок начинают извлекать при совмещении в поперечном сечении торца оправки с гранью, образуемой пересечением деформирующей клиновой поверхности инструмента с его калибрующим участком. 2. Способ по п. 1, отличающий с я тем, что, с целью расшиi .рения технологических возможностей путем получения глухих полостей с л винтовыми канавками оправки вра1П,ают в противоположных направлениях..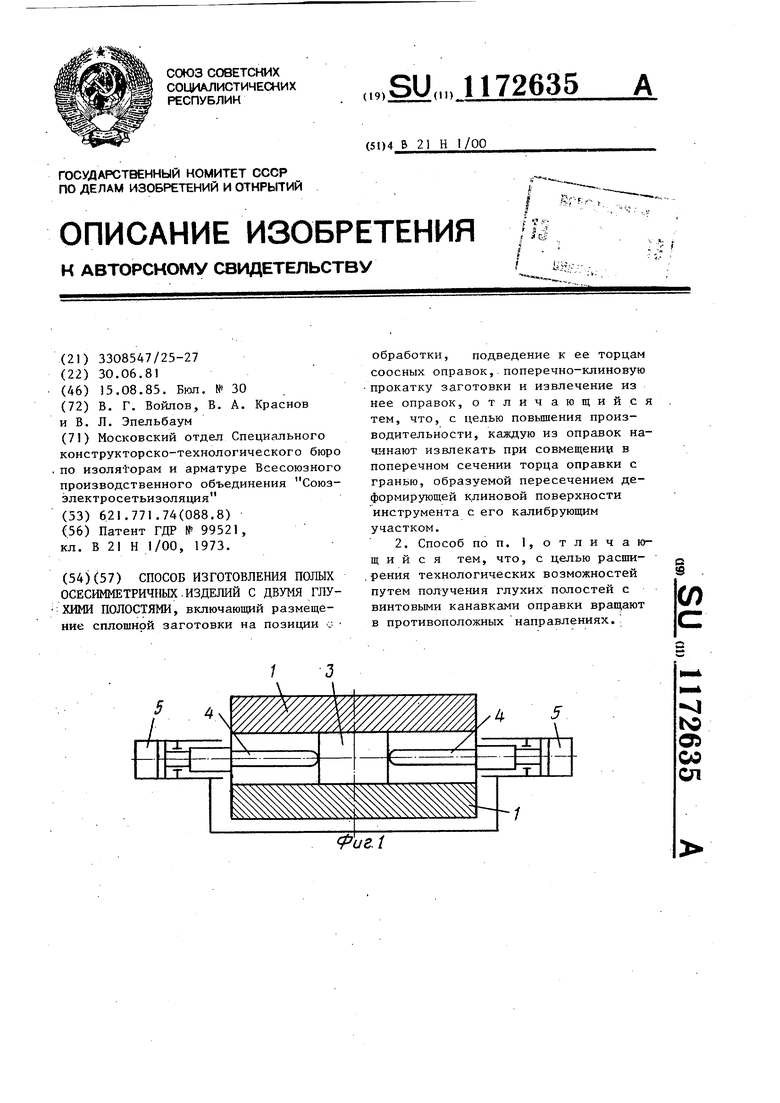
/.
Фиг. 2
(pus. 3
| Перфоратор | 1954 |
|
SU99521A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
