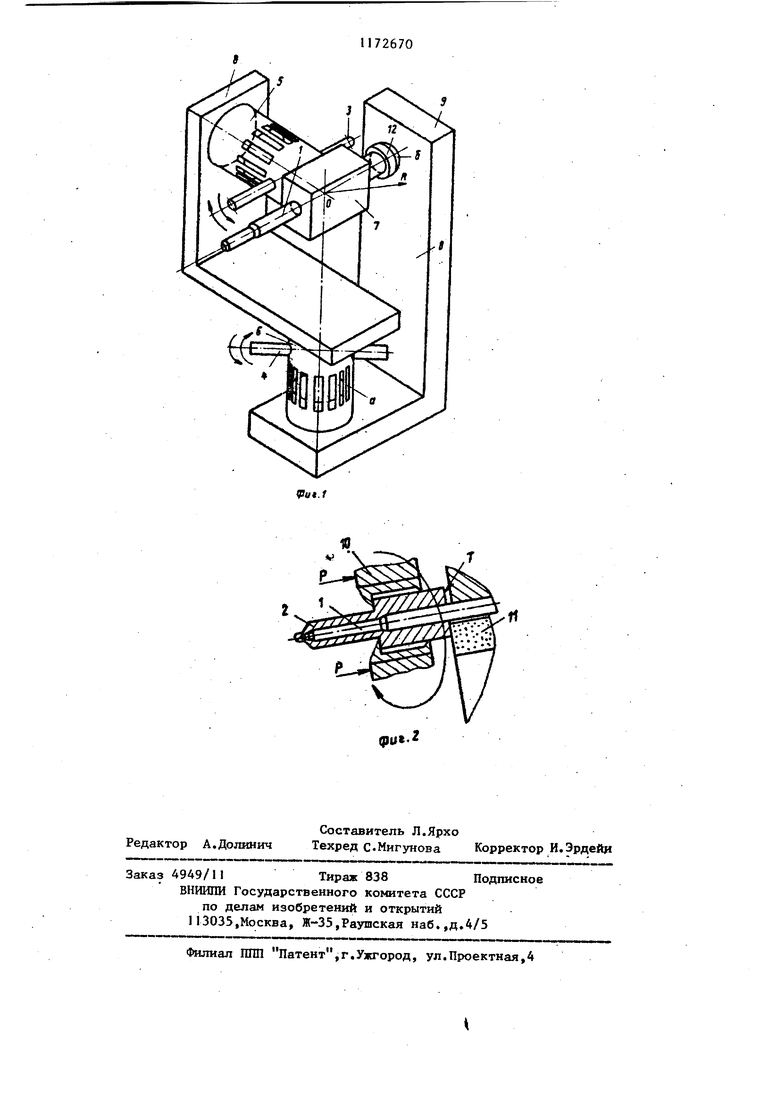
Изобретение относится к обработке материалов резанием, а именно к устройствам для базирования прецизио ных деталей, например корпусов распы лителей форсунок дизельных двигателей. Целью изобретения является повышение точности базирования деталей за счет размещения безлюфтовьт шарниров в двух взаимноперпендикулярных направлениях. На фиг.1 схематично изображено устройство для базирования деталей} на фиг.2 - схема обработки торца де тали с использованием устройства дл базирования деталей. Устройство содержит оправку f, п которой базируется обрабатываемая деталь 2 (фиг.2J, Регулировочные рычаги 3 и 4 связаны с безлюфтовьти шарнирами, выполненными в виде полы цилиндров 5 и 6 и образ1ую1цие совмес но с шарнирами 5 и 6 шарнирные элементы.Оправка 1 закреплена в держателе 7 Рычаг 3 может фиксироваться относительно кронштейна 8, а рычаг 4 относительно основания 9, Устройство снабжено приводным устройством 10 для вращения детали 2, обрабатываемой инструментом 11 (фиг,2). В стенках полых цилиндров 5 и 6 вьтолнены сквозные прорези а, Bытя нутые вдоль их осей, расположенных под углом 90° другк другу и закрепленных по торцам один (поЗоЗ ) в держателе 7 и кронштейне 8, друго (поз.6 )в кронштейне 8 и неподвижном основании 9, Таким образом, оба цилиндра 5 и 6 связаны между собой посредством кронштейна 8. Про рези а создают возможность углового разворота цилиндров скручиванием относительно их осей с помощью рычагов 3 и 4 (.разворот на фиг.1 показан стрелками). Держатель 7 оправки 1 снабжен зтором 12 в основание 9. Упор 12 имеет сферическую поверхность б, очерченную по радиусу R с центром в точке О пересечения осей полых цилиндров 5 и 6 и обеспечивающую взаимодействие упора 12 с поверхностью в основания 9. Устройство работает следующим образом. На оправку 1 базируется обрабатываемая деталь 2 (фиг.2 , 6 качестве детали 2 показан корпус распьшителя дизельной форсунки. При скручивании с помощью рычагов 3 и 4 ПОЛЬЕХ; цилиндров 5 и 6 относительно их осей изменяется положение в пространстве держателя 7, и через него оправки 1 вместе с корпусом распылителя. По достижении необходимого пространственного положения оправки I, рычаги 3 и 4 жестко фиксируются стопорами (не показаны К Рычаг 3 фиксируется относительно основания 9. Вращение обрабатываемого корпуса распылителя осуществляется приводным устройством 10 (фиг.2/. Которое Создает также осевое усилие Р прижима детали 2 к оправке 1. К обрабатываемой поверхности, например, к торцу Т подводится инструмент 11 (фиго2). При значительной величине осевого усилия Р часть его воспринимает основание 9 через сферический упор 12, Настройка устройства, т.е. регулирование положения оправки J, осуществляется перед началом обработки один раз после смены изношенной оправки. Во время обработки положение детали 2 остается постоянным, зафиксированньм положением рычагов 3 и 4. Благодари такому выполнению устройства обеспечивается повышение точности базирования деталей.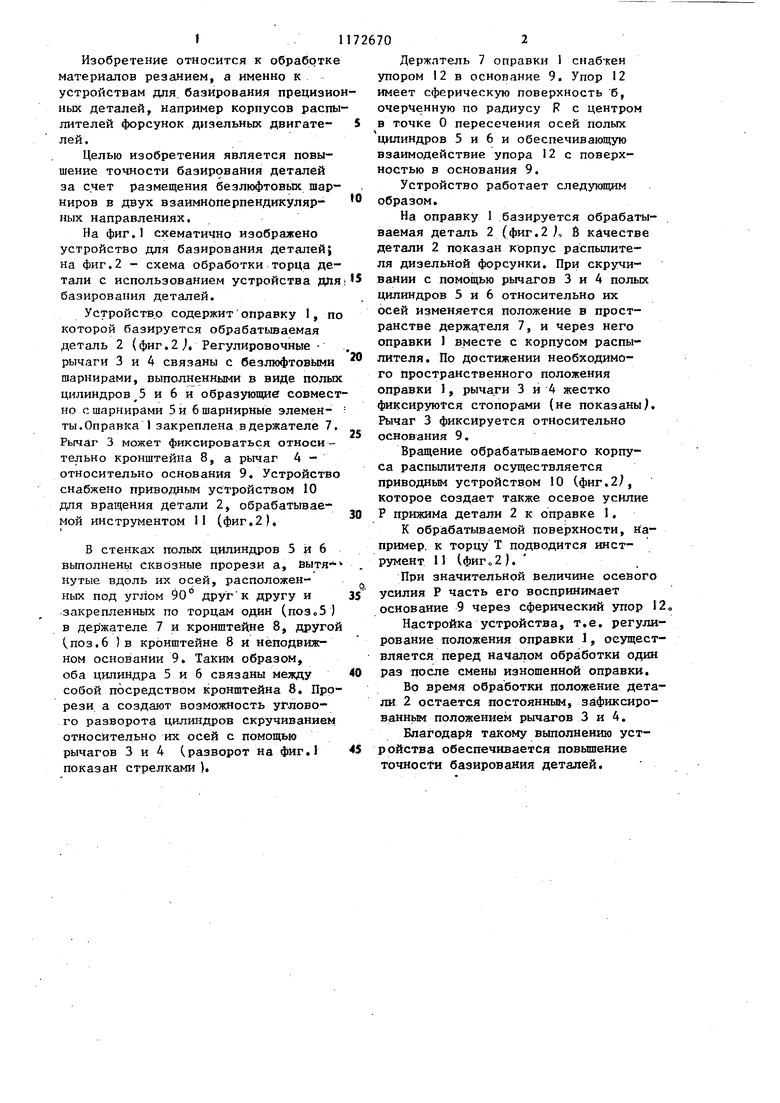
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для электроискровой обработки цилиндрических поверхностей корпусов распылителей | 1975 |
|
SU737184A1 |
| Станок для электроискровой обработки внутренних цилиндрических поверхностей | 1988 |
|
SU1657308A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕКРУГЛОСТИ КОНУСА КОРПУСА РАСПЫЛИТЕЛЯ | 2002 |
|
RU2244903C2 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Оправка для электроэрозионной обработки внутренней цилиндрической поверхности корпуса распылителя | 1976 |
|
SU865576A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Устройство для сборки запрессовкой | 1990 |
|
SU1801721A1 |
| Станок для электроэрозионной обработки внутренней цилиндрической поверхности | 1982 |
|
SU1065123A1 |
| Станок для подрезки торцов колец крупногабаритных корпусных деталей | 1990 |
|
SU1838053A3 |
| Устройство для контроля даиаметра отверстия в деталях | 1989 |
|
SU1677489A1 |
УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ ДЕТАЛЕЙ, выполненное в виде основа-, ния, на котором посредством держателя и шарнирного элемента закреплена оправка, при этом шарнирный элемент вьтолнен в виде безлюфтового шарнира с регулировочным рычагом, о т личающееся тем, что, с целью повьш1ения точности базирования деталей, устройство снабжено другим шарнирным элементом, закрепленным под углом 90° к оси указанного шарнирного элемента посредством введенного в . устройство кронштейна, при этон безлюфтовые шарниры выполнены в виде полых цилиндров с продольными прорезями. 2,Устройство по п.1, о т л и чающееся тем, что оно снабжено упором, выполненным на держателе (Л оправки и имеющим сферическую упорную с поверхность, очерченнзто по радиусу с центром в точке пересечения осей полых цилиндров и предназначенную для взаимодейатвия с основанием. ю Од 
| Ансеров М.А.Приспособление для металлорежущих станков | |||
| Л., Машиностроение, 1975, с,463, рис.УП,18 | |||
| Артамонов Б.А | |||
| и др | |||
| Размерная электрическая обработка металлов, М., Высшая школа,1978, с.186, рис.110. |
