Изобретение относится к оптическому приборостроению и точному машиностроению и может быть использовано при дрводочных операциях формообразования высокоточных оптических поверхностей крупногабаритных нежестки изделий, например, зеркал астроопти ки облегченной конструкции.
Целью изобретения является повьшение качества и точности обработки за счет снижения деформации рабочей поверхности изделия и обеспечении рав. номерной передачи крутящего момента на изделие.
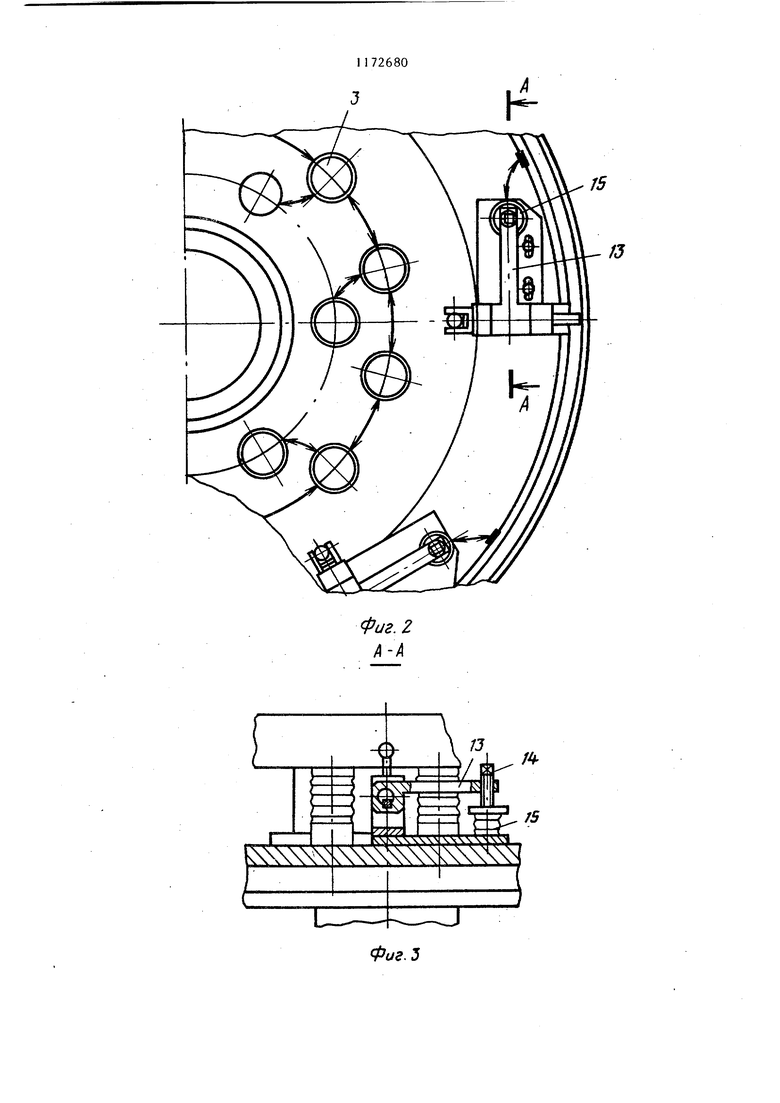
На фиг.1 изображена устройство, разрез; на фиг. 2 - то же, вид сверху (изделие условно не показано) ; на фиг. 3 - разрез А-А на фиг.2.
На корпусе 1 устройства установлены центральный стакан 2 и опоры торцовой разгрузки, например сильфоны 3, объединенные в замкнутую систему, заполненную жидкостью. Изделие 4, например астрономическое зеркало облегченной конструкции, уло жено на слльфоны 3 и сцентрировано центральным стаканом 2 относительно оси вращения шпиделя полировального станка 5.
В тыльных отверстиях у периферии изделия 4 установлены резиновые втулки 6, с которыми контактируют сферические торцы коротких рычагов 7, закрепленные на шарнирах 8 в вилках промежуточных стержней 9. На корпусе Г с возможностью регулировки закреплены винтами 10 направляющие 11, в цилиндрических отверстиях которых установлены промежуточные стержни 9. Через шпоночные соединения 12 с промежуточными стержнями 9 взаимодействуют длинные рычаги 13, положение которых определено пазами в направляющих 11. Противоположные концы рычагов 13 снабжены винтами 14, контактирующими с фланцами сильфонов 15, объединенных в автономную замкнутую систему заполненную жидкостью.
Устройство работает следующим образом.
Перед укладкой изделия 4 в устройство промежуточные стержни 9 передвигают в направлении центра изделия 4 (фиг.1), при этом короткие рычаги 7 на шарнирах 8 разворачивают до упора в вилки стержней 9. Центрируя по стакану 2, укладьюаю изделие 4 на сильфоны 3 торцовой разгрузки, при этом совмещают оси втулок в отверстиях изделия 4 с плоскостью, проходящей через ось коротких рычагов 7. При необходимости регулируют положение направляющих 11 относительно корпуса 1, Далее поочередно передвигают промежуточные стержни 9 в рабочее положение (показано стрелкой на фиг.)) и вводят в контакт короткие рычаги 7 с втулками 6 изделия 4. При этом по возмоности длинные рычаги 13 должны занять горизонтальное положение. Регулируя положение винтов 14, устраняют возможный зазор между рычагами 13 и сильфонами 15. Производят крепление направляющих 11 на корпус и установку на изделие 4 полировальника не показано).
В процессе формообразования изделия 4 рычаги 7 устройства за счет одинаковости давления в гиДросистеме объединенных сильфонов 15 равномерно (в точках приложения) передают на изделие крутящий момент. На практике в зависимости от конструктивных особенностей расположения отверстий в изде.пии и их числа, выбирают 6, 8, 12 и т.д. точек приложения крутящего момента, что уменьшает абсолютйое значение контактного давления в точке приложения усилий и исключает риск разрушения тонких стенок изделия. При достижении полировальника по обрабатываемой поверхности и выходе его за край, изменяеся центр приложения внешней нагрузки и из-за податливости системы торцовых опор, изделие 4 может изменит свое пространственное положение относительно корпуса 1. В этом случае в предложенному устройстве происходит проскальзывание сферического тоца каждого короткого рычага 7 в отверстии резиновой втулки 6, что исключает деформацию изделия 4.
Возможное радиальное смещение изделия 4 в пределах гарантированног зазора между стаканом 2 и центральным отверстием изделия 4 при обработке не вызывает деформации стенок периферийной поверхности изделия 4, так как короткие рычаги 7 имеют свободу в радиальном направлении за счет возможности поворота на оси 8 и не препятствует этому смещению.
Фиг. г А-А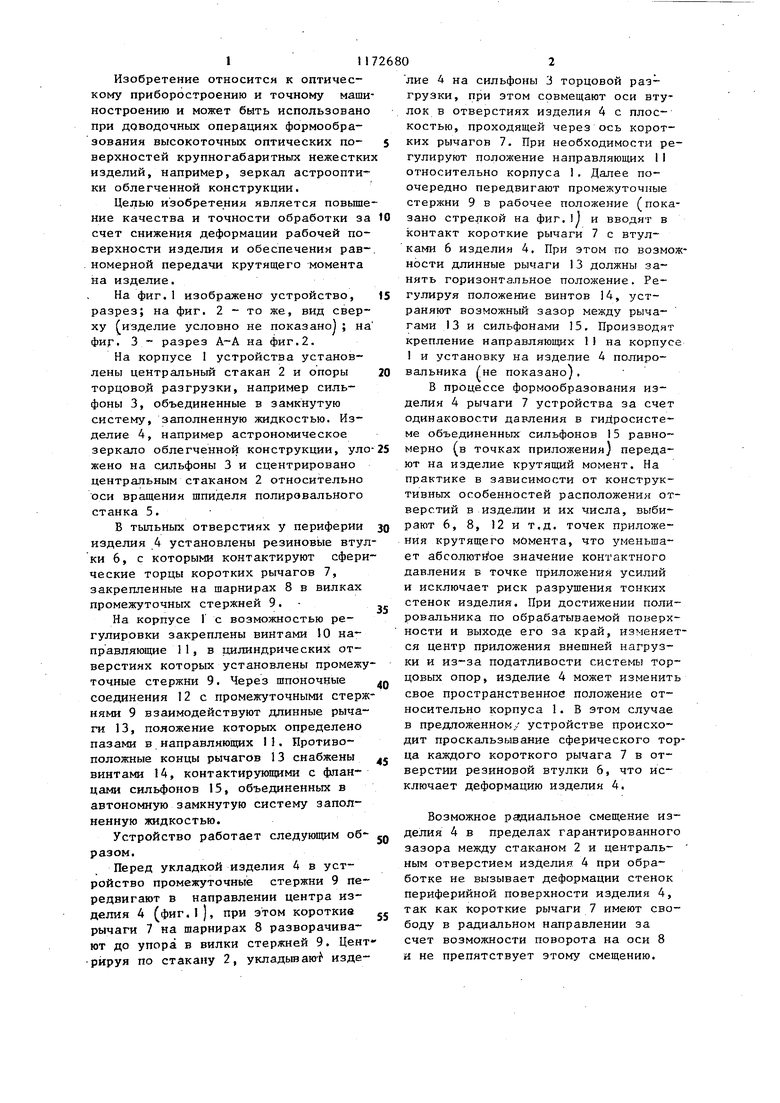
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для равномернойРАзгРузКи НЕжЕСТКОгО издЕлия | 1979 |
|
SU848301A1 |
| Устройство для равномерной разгрузки нежесткого изделия | 1977 |
|
SU638452A2 |
| Устройство для равномерной разгрузки нежесткого изделия | 1981 |
|
SU992167A1 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ И СПОСОБ РАЗГРУЗКИ КРУПНОГАБАРИТНЫХ ЗЕРКАЛ ТЕЛЕСКОПОВ | 2014 |
|
RU2562548C1 |
| Устройство для автоматической вертикальной разгрузки крупногабаритной оптической детали | 1984 |
|
SU1220747A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Ударный механизм | 1986 |
|
SU1481051A1 |
| ЗАПОРНО-РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 1992 |
|
RU2042073C1 |
| Опора технологическая | 1979 |
|
SU837783A1 |
УСТРОЙСТВО ДЛЯ РАВНОМЕРНОЙ РАЗГРУЗКИ, НЕЖЕСТКОГО ИЗДЕЛИЯ, выполненное в виде корпуса с опорами торцовой разгрузки и шарнирно укрепленными в нем неравноплечими рычагами, короткие плечи которых предназначены для взаимодействия с изделием через опорные пяты, а длинные - с опорными гидравлическими элементами, установленными в корпусе и объединенными в заполненную жидкостью замкнутую систему, отличающееся тем, что, с целью повышения качества и точности обработки зеркал облегченной конструкции, устройство снабжено расположенным между коротким и длинным плечами рычагов промежуточным стержнем, установленным с возможностью поворота вокруг своей оси и перемещения вдоль ее,при этом стержень связан с кротким плечом с возмож ностью качания последнего в осевой, плоскости стержня. (Л
| Устройство для равномернойРАзгРузКи НЕжЕСТКОгО издЕлия | 1979 |
|
SU848301A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
