Устройство обычно применяемые для дозирования жидкого металла при штамповке, состоят из различного вида каналов, куда в процессе штамповки поступает лишний металл.
Этот металл образует облей и в дальнейшем удаляется разнообразными способами. Однако при этом возникает необходимость в выполнении отдельной операции для удаления облоя.
В описываемом устройстве для дозировки металла при штамповке указанные недостатки устраняются тем, что пуансон снабжен в нижней части ползуном-ножом с регулируемым перемеш.ением его вдоль оси пуансона. Такое устройство позволяет перекрывать литейный канал камеры для избыточного металла, отрезать облой от штампуемой детали и автоматически его удалять.
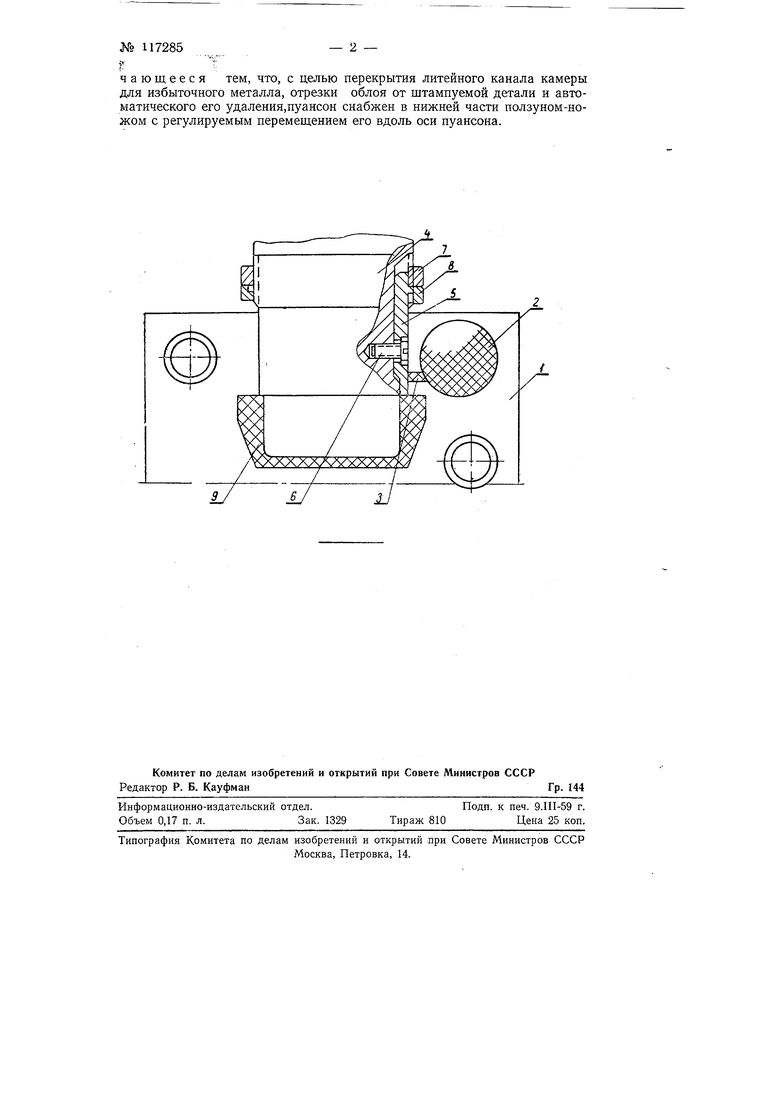
Сушность изобретения поясняется чертежом, на котором предлагаемое устройство показано в разрезе. Матрица / снабжена камерой для избыточного металла 2, связанной с полостью литейным каналом . Пуансон 4 снабжен в нижней части ползуном-ножом 5, служащим для перекрытия литейного канала 3. Ползун-нож 5 крепится на пуансоне 4 болтом бис помошью гайки 7 и контргайки 8 может быть отрегулирован по высоте.
В процессе штамповки детали 9 лишний металл поступает по литейному каналу 3 в камеру для избыточного металла 2 под любым давлением, регулируемым сечением литейного канала 3. Литейный канал 3 в необходимый момент перекрывается при движении пуансона- ползуномножом 5. Ползун-нож 5, перекрывая литейный канал .3, отсекает постоянную дозу жидкого металла, идуш,его на деталь 9, автоматически з даляет облой, обеспечивает получение идентичных штамповок, а также заполнение и кристаллизацию металла под полным давлением пресса
Предмет изобретения
Устройство для дозировки жидкого металла при штамповке в разъемной матрице с применением камеры для избыточного металла, о тличающееся тем, что, с целью перекрытия литейного канала камеры для избыточного металла, отрезки облоя от штампуемой детали и автоматического его удаления,пуансон снабжен в нижней части ползуном-ножом с регулируемым перемещением его вдоль оси пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дозирующее устройство для штамповки жидкого металла | 1958 |
|
SU116747A1 |
| Способ дозирования жидкого металла при штамповке | 1958 |
|
SU120635A1 |
| ФОРМА С ВЕРТИКАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА ДЛЯ ШТАМПОВКИ ЖИДКОГО МЕТАЛЛА | 1973 |
|
SU374114A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| Способ штамповки из жидкого металла и устройство для его осуществления | 1990 |
|
SU1838043A3 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1989 |
|
RU2018385C1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Устройство для штамповки полых деталей с отводами | 1975 |
|
SU549199A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |