Обычно при штамповке жидкого металла дозирование последнего осуществляется путем устройства дополнительных каналов в штампе и вьтжимания избыт-ка металла при сопряжении пуансона и матрицы.
При таком способе заполнение штампа происходит под небольшим давлением, которое в процессе кристаллизации падает п вследствие этого детали получаются неплотными.
Описываемый способ дозирования не имеет указанных недостатков. По предлагаемому способу применяют перекрытие пресс-пяткой и пуансоном при своем перемешении выхода для выжимаемого в надпяточное пространство металла в оптимальный период.
Такой способ дозирования дает возможность получать детали без облоя и кристаллизация металла происходит под максимальным давлением.
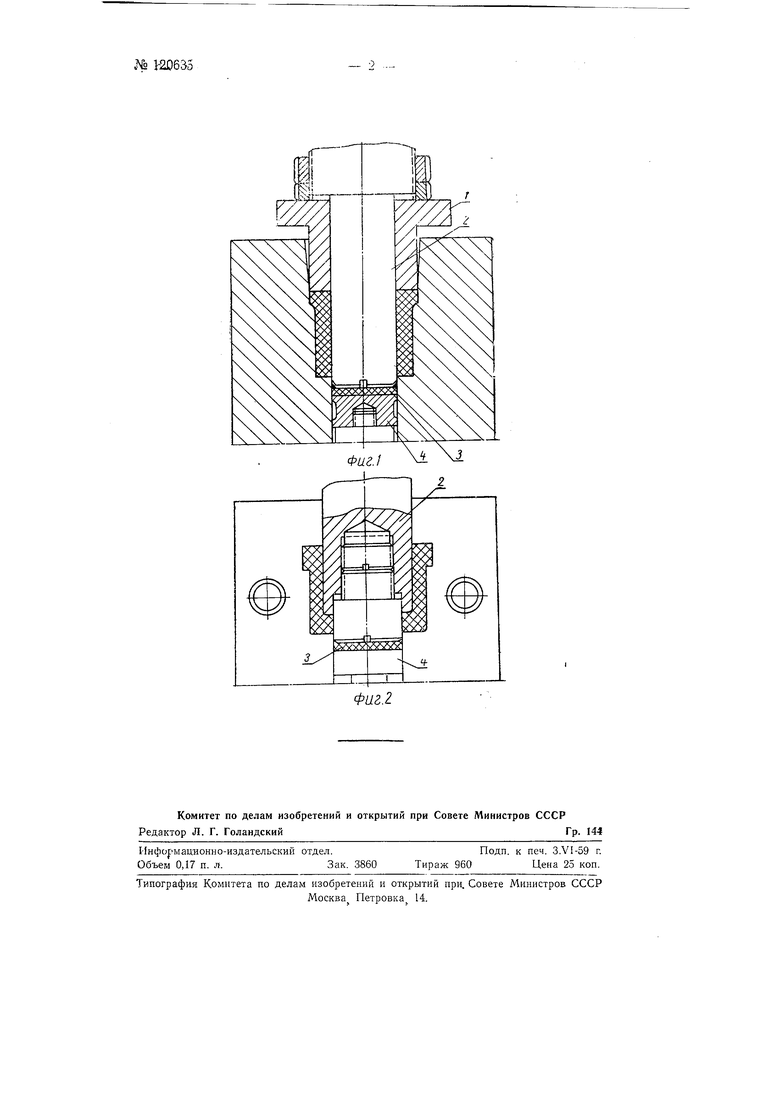
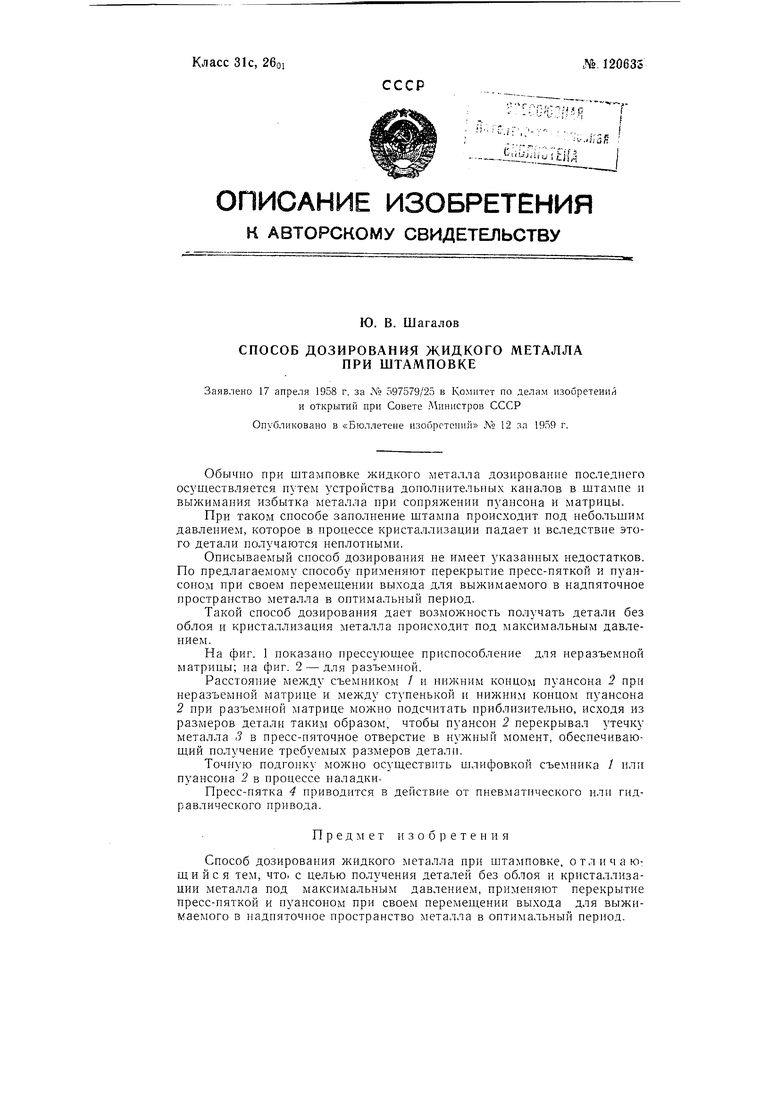
На фиг. 1 показано прессуюшее приспособление для неразъемной
матрицы; на фиг. 2 - для разъемной.
Расстояние между съемником / и нижним концом пуансона J при неразъемной матрице и между ступенькой п нижним концом пуансона 2 при разъемной матрице можно подсчитать приблизительно, исходя из размеров детали таким образом, чтобы пуансон 2 перекрывал утечку металла в пресс-пяточное отверстие в нужный момент, обеспечивающий получение требуемых размеров детали.
Точную подгонку можпо осуществить шлифовкой съемника / пли пуансона 2 в процессе наладкиПресс-пятка 4 приводится в действие от пневматического пли гидравлического привода.
Предмет изобретения
Способ дозировапия жидкого металла при штамповке, отличающийся тем, что, с целью получения деталей без облоя и кристаллизации металла под максимальным давлением, применяют перекрытие пресс-пяткой и пуансоном при своем перемещении выхода для выжимаемого в надияточное пространство металла в оптимальный период.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозировки жидкого металла при штамповке | 1953 |
|
SU117285A1 |
| Дозирующее устройство для штамповки жидкого металла | 1958 |
|
SU116747A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| СОВМЕЩЕННЫЙ ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1994 |
|
RU2073578C1 |