1
Изобретение относится к литейному производству, а именно к пресс-формам для штамповки жидкого металла.
Известные пресс-формы с вертикальной плоскостью разъема для штамповки жидкого металла «е позволяют получать заготовки с механическими авойствами заготовок полученных горячей шта,мпо:вкой и изменять размеры заготовки после кристаллизации металла.
С целью улуч1шения механических свойств и повышения точности размеров штамповки, в плоскости разъема матриц вылолнены облойные пазы, перекрываемые выталкивателями, причем в выталкивателе, перекрывающем литник, выполнено зали1воЧ|Ное отверстие.
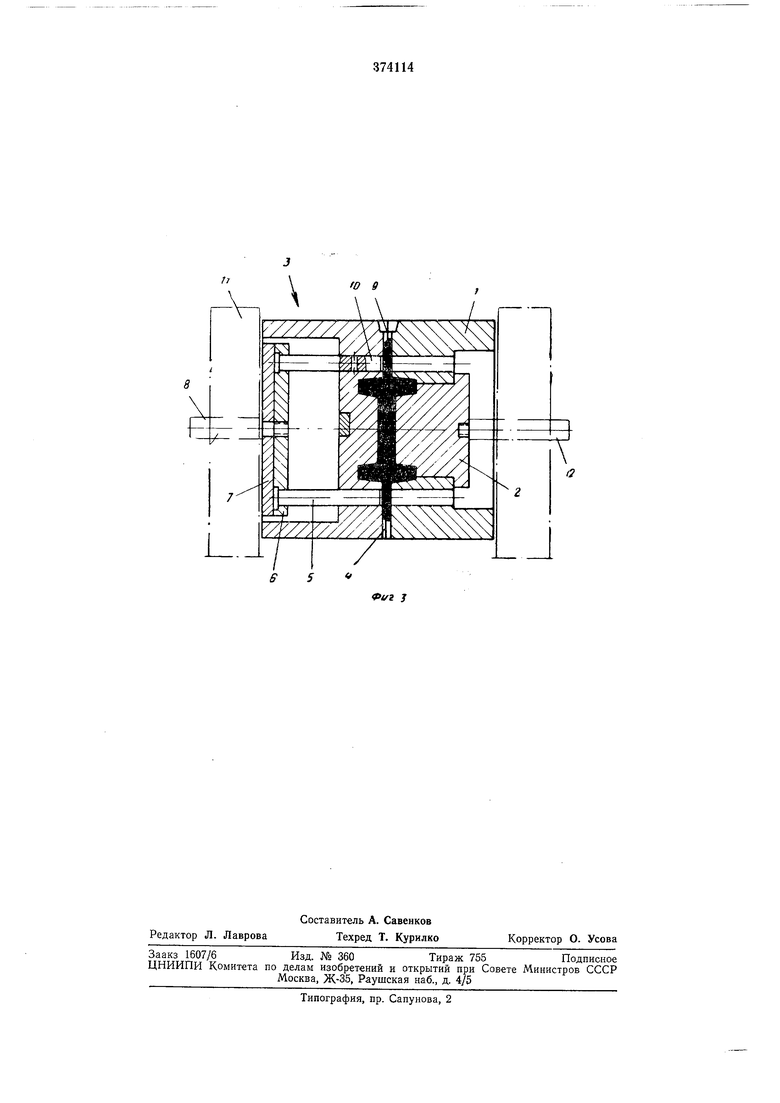
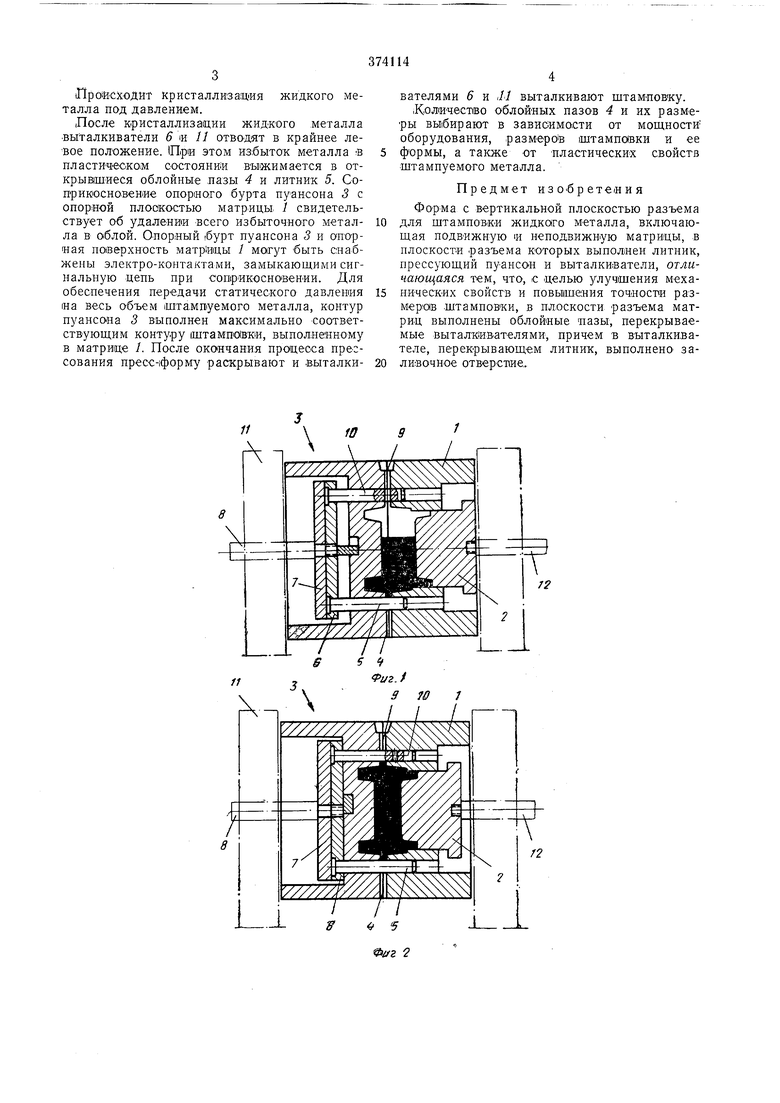
iHa фиг. 1 изображена -предлагаемая форма во время заливки жидкого металла; на фиг. 2 - то же, в разрезе во время прессования жидкого металла; на фиг. 3 - во время пластической дефо-рмации жидкого металла.
Пресс-форма состоит из неподвижной / и подвижной 2 матриц. В неподвижной матрице / падвижно установлен прессующий пуансон 3 с упорным -буртом упирающимся в матрицу /. В плоскости разъема матриц выполнены облойяые пазы 4 и литник 5, которые IBO время прессования жидкого металла перекрыты выталкивателями . Выталкиватели 6 закреплены на плите 7 выталкивателей
плитой 8, к которой прикреплен шток 9 цилиндр а выталкивания заготов-ки (условно ;не показан).
Пресс-форма работает следующим образом. После смыкания и запирания пресс-формы шток Р перемещает плиту 7 до упора в упор 10. При этом выталкиватели б перекроют облойные пазы 4, а против литника 5 устанавливается заливочное отверстие выполненiHoe в выталкивателе //. Шток 12 прессующего цилиндра (на чертеже не показано) отводит в крайнее правое положение прессующий пуапсон 3. В результате этого в неподвижной матрице 1 образуется металлоприемная камера. Через литник 5 заливают мерную порцию жидкого металла. Для уменьшения затекания жидкого металла в зазо-ры между подвижными частями фор.мы, в процессе прессования, его остужают до «кашеобразного состояния. Затем удаляют упор 10 и штоком 9 перемещают плиту 7 выталкивателей до упора в матрицу 2, при этом выталкиватель 11 перекрывает лит1Н|ИК 5.
Штоком 12 перемещают прессующий пуансон 3 в направлений прессования жидкого металла. При этом жидкий металл из металлоприемной камеры выжимают в полость формы. Воздух из формы удаляется через вентиляцианные каналы.
Происходит кристаллизация жидкого металла под давлением.
.После кристаллизации жидкого .металла выталкиватели 6 « 11 отводят в крайнее левое положение. Ори этом избыток металла в пластическо-м состоянии выжимается в открывшиеся облойные лазы 4 и литник 5. Соприкосновение опориаго бурта пуансона 3 с опорной плоскостью матрицы, 1 свидетельствует Об удалении всего избыточного металла в облой. Олориый гбурт пуансона 3 и опориая noiBepxHOCTb матрицы / могут быть снабжены электро-контактами, замыкающими сигнальную цепь при соприкосновении. Для обеспечения передачи статического давления на весь объем штампуемого металла, контур пуансона 5 выполнен максимально соответствующим контуру штампйвки, выполненному в матрице /. После окончания процесса прессования пресс-форму раскрывают и выталкивателями 6 и ,} выталкивают штамповку.
(Количество облойяых пазов 4 и их размеры выбирают в зависимости от мощности оборудования, размеров штамповки и ее формы, а также от -пластических свойств штампуемого металла.
Предмет изобретения
Форма с вертикальной плоскостью разъема для штамповки жидкого металла, включающая подвижную 1И неподвижную матрицы, в плоскости разъема которых выполнен литник, прессующий пуансон и выталкиватели, отличающаяся тем, что, с целью улучшения механических свойств и новышеяия точности размеров штамповки, в плоскости разъема матриц выполнены облойные пазы, перекрываемые выталкивателями, причем в выталкивателе, перекрывающем литник, выполнено заливочное отверст1ие,.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма с вертикальной плоскостьюРАз'ЕМА для шТАМпОВКи жидКОгО МЕТАллА | 1979 |
|
SU821052A1 |
| Форма с вертикальной плоскостью разъема для штамповки жидкого металла | 1973 |
|
SU460108A2 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2070475C1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1977 |
|
SU616060A1 |
| Пресс-форма длялить литья с кристаллизацией под давлением | 1977 |
|
SU627916A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ. | 2013 |
|
RU2563398C2 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1266653A2 |
| Пресс-форма для жидкой штамповки | 1983 |
|
SU1142218A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |