1
Изобретение относится к неразрушающему контролю качества изделий, в частности к тепловой дефектоскопии, и может быть использовано в авиационной, машиностроительной, химической областях промьгашенности, а также в научно-исследовательской практике.
Целью изобретения является повьпиение производительности при одновременном повышении надежности обнаружения дефектов и определения их типа.
На фиг.1 изображена схема устройства для реализации предлагаемого способа; на фиг.2 - результирующие сигналы с приемников.
Устройство содержит эталонный образец 1, контролируемое изделие 2, источники тепла 3 и 4 соответственно для эталонного образца и для контролируемого изделия, приемники 5 и 6, которые располагаются над верхними поверхностями эталонного образца и изделия и включены встречно, приемники 7 и 8, которые располагаются под нижними поверхностями эталонного образца и изделия ивключены встречно, слои 9-12 эталонного образца, слои 13-16 изделия, виды дефектов 17-24.
При одновременном и синхронном сканировании нагретых поверхностей эталонного образца 1 и контролируемого изделия 2 относительно приемников 5-8 их результирующие выходны сигналы при отсутствии дефекта в контролируемом изделии 2 равны нулю
При наличии дефектов в контролируемом изделии 2 результирующие выходные сигналы соответственно с пар приемников 5,6 и 7,8 отличны от нуля. Так, например, при расположении видов дефектов 17 и 18 под одним слоем изделия 13 от верхней поверхности контролируемого изделия 2 результирующий сигнал с приемников 5 и 6 (вверх от оси абсцисс на фиг.2) максимальный, а с приемников 7 и 8 (вниз от оси абсцисс на фиг.2) - минимальный.
. При заглублении вида дефекта 20 под два слоя изделия результирующий сигнал с приемников 5 и 6 подает, а с приемников 7, В - возрастает. При расположении дефекта 19 под дефектом 18, если верхний дефект 18 расположен под одним слое
732852
13, а нижний - под двумя слоями 13 и 14, результирующий сигнал с приемников 5 и 6 не изменяется, а с приемников 7 и 8 - возрастает, что 5 связано с увеличением теплового сопротивления нижнего дефекта 19.
Если дефект 22 располагается со сдвигом под дефектом 21, то результирующие сигналы с приемников 5 и 6
О и с приемников 7 и 8 сдвигаются относительно друг друга во времени. При наличии различной толщины в контролируемом изделии увеличение толщины (дефект 23). приводит к умень5 шению температуры нагрева верхней и нижней поверхностей, а свою очередь приводит к тому, что результирующие сигналы с обоих пар приемников будут направлены в одну сто0 рону - вниз.
Уменьшение же толщины контролируемого изделия (дефект 24) приводит к возрастанию температур нагре5 ва верхней и нижней поверхностей, а это ведет к тому, что результирующие сигналы с обоих пар приемников будут направлены вверх. Следовательно, отклонение результирующих сигналов в одну сторону характеризует вид дефекта (вверх - увеличение толщины, вниз - ее уменьшение) . Ордината же результирующего сигнала характеризует степень отклонения толщины от эталона.
Таким образом, предлагаемый способ позволяет обнаруживать не только наличие в изделиях различных видов дефектов, но дает также возможность судить об их протяженности по координате X, а при полной да- фектоскопии всей поверхности - и по оси У.
I
В качестве приемников тепла в
5 устройстве используют идентичные высокочувствительные малоинерционные радиометры на основе антимонида индия, а для синхронного перемещения исследуемого изделия и эталонного образца - специальную транспортную платформу, при этом транспорт- ная тележка перемещается с такой же скоростью, как и скорость протяжки ленты записи сигналов регистрирующей аппаратуры (например, осциллографа) , что обеспечивает фиксирование дефектов в действительных координатах исследуемого изделия. Талегко определять местоположение дефектов на изделии. В качестве источиспользованы плазматрон, дуговая лампа луч лазера и т.п.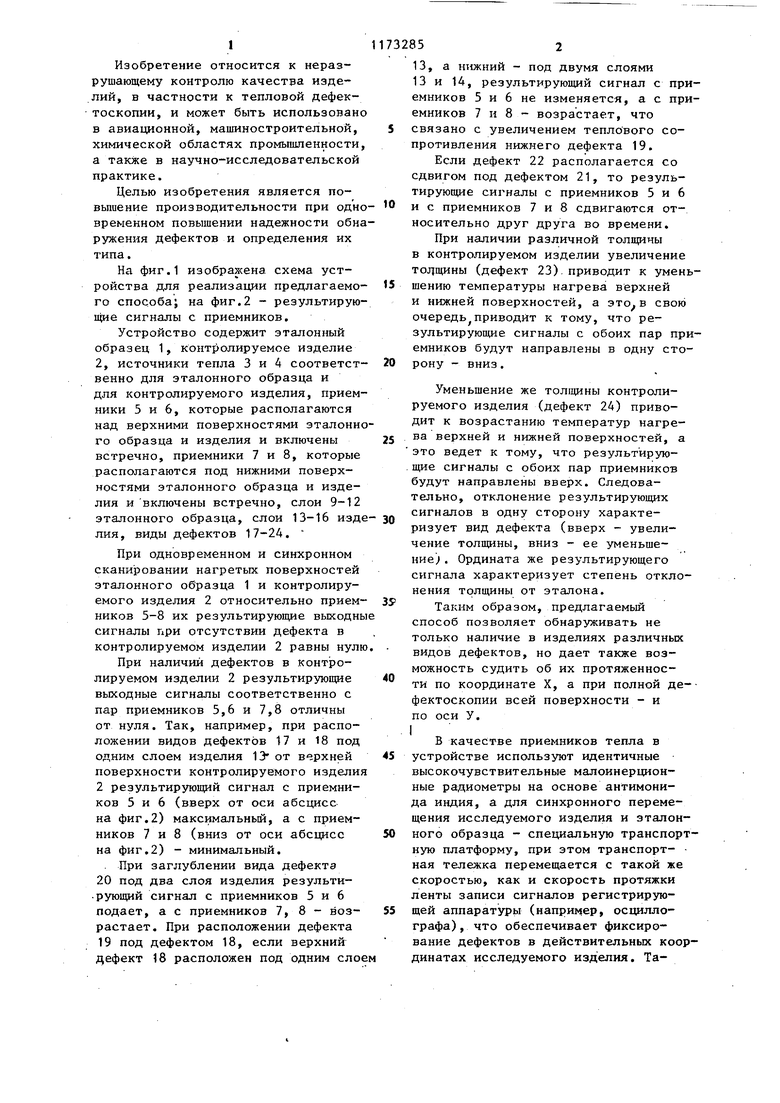
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обнаружения дефектов в многослойных изделиях | 1980 |
|
SU879428A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| Способ обнаружения дефектов в многослойных объектах | 1974 |
|
SU699410A1 |
| Способ тепловой дефектоскопии | 1977 |
|
SU602842A1 |
| СПОСОБ ДИАГНОСТИКИ ДЕФЕКТОВ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ | 2014 |
|
RU2581441C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ЗАЛЕГАНИЯ ДЕФЕКТОВ В ИЗДЕЛИЯХ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2650711C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ДЕФЕКТНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2019 |
|
RU2723368C1 |
| Способ дефектоскопии в полимерных конструкциях с сотовым заполнителем с применением термографии | 2024 |
|
RU2835766C1 |
| Способ автоматизированного неразрушающего контроля поверхностных дефектов объектов и устройство для его реализации | 2024 |
|
RU2832205C1 |
| Способ ультразвукового контроля плотности керамических изделий | 2018 |
|
RU2682094C1 |
СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕК ТОВ В МНОГОСЛОЙНЫХ ИЗДЕЛИЯХ путем локального нагрева поступательно движущегося изделия и регистрации приемниками распределения теплового излучения по его поверхности, отличающийся тем, что, с целью повышения производительности при одновременном повышении надежности обнаружения дефектов н определения их типа, нагревают одновременно и идентично по направ-пению и мощности одну из поверхностей как изделия, так и движущегося синхронно и пара.т1лельно с ним эталонного образца той же толщины, осуществляют одновременное сканирование изделия и эталонного образца и регистрацию распределения теплового излучения § с обеих поверхностей каждого кз них соответственно двумя парами идентич-, (/) ных приемников, расположенных эквидистантно по отнощению к источнику нагрева, и по результирующим сигналам с приемников судят о характере и глубине залегания дефекта.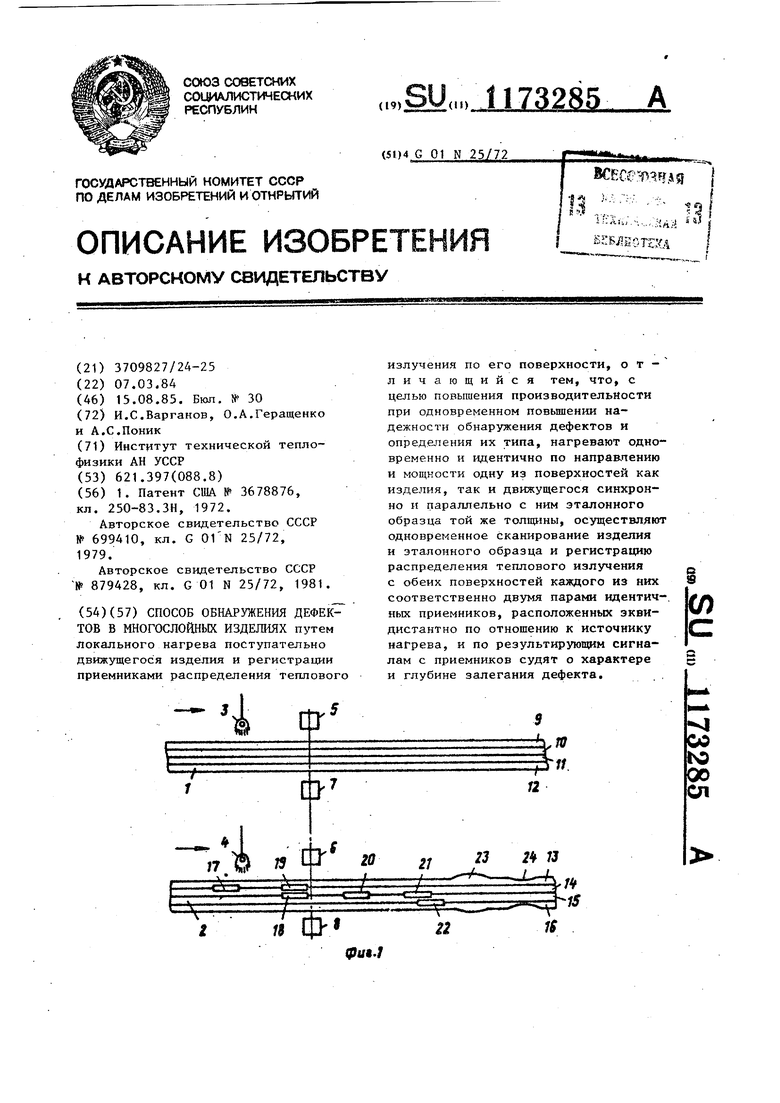
4
Ч
х
s
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3678876, кл | |||
| Катодное реле | 1921 |
|
SU250A1 |
| Способ обнаружения дефектов в многослойных объектах | 1974 |
|
SU699410A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ обнаружения дефектов в многослойных изделиях | 1980 |
|
SU879428A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
