Изобретение относится к обработке металлов давлением, в частности к изгибу крутоизогнутых трубных изделий, и может быть использовано при изготовлении деталей типа емкостей тороидальной формы, змеевиков, крутоизогнутых колен и др.
Известен способ гибки труб, включающий операции заполнения трубной заготовки, закрепления ее в ручье гибочного шаблона и обкатку свободного конца роликом с ручьем [1].
Недостаток этого способа заключается в том, что он не обеспечивает изготовления крутоизогнутых трубных изделий, в которых радиус гиба меньше диаметра трубной заготовки.
Наиболее близким техническим решением является способ изготовления крутоизогнутых трубных изделий путем вталкивания трубной заготовки в формообразующую полость разъемной фильеры, где она изгибается под действием усилия вталкивания, а давление, создаваемое внутри заготовки наполнителем, предотвращает потерю устойчивости заготовки при ее изгибе [2].
Недостатком этого способа гибки труб являются невысокие технологические возможности, а также значительные энергозатраты для преодоления сил трения при деформировании трубы и наполнителя при изгибе заготовки на 180o.
Технической задачей, на решение которой направлено заявленное изобретение, является снижение энергозатрат и трудоемкости при изготовлении изделий.
Для решения поставленной задачи в известном способе изготовления крутоизогнутых трубных изделий, включающем вталкивание трубной заготовки с наполнителем в формообразующую полость разъемной фильеры, в качестве наполнителя используют пруток из легкоплавкого материала, предварительно на концевых участках трубной заготовки и прутка выполняют скосы, а вталкивание трубной заготовки с наполнителем в формообразующую полость указанной фильеры осуществляют одновременно с вталкиванием ее в формообразующую полость второй разъемной фильеры путем одновременного перемещения обеих фильер во встречном направлении вплоть до их смыкания, при этом используют трубную заготовку длиной LΣ, определяемой из зависимости
LΣ = βг•(Do+Rг),
где βг - угол изгиба крутоизогнутого изделия;
Do - наружный диаметр трубной заготовки;
Rг - радиус изгиба крутоизогнутого изделия;
скосы на концевых участках трубной заготовки и прутка выполняют симметричными и располагают под углом к продольной оси трубной заготовки, величину которого α определяют из следующего выражения:
α = arctg(2/βг),
при этом вталкиванием трубной заготовки с прутком в фильеры сначала сгибают их скошенные концевые участки по формообразующим полостям последних, а последующее вталкивание внефильерных зон трубной заготовки осуществляют поэтапно по незажатым околофильерным участкам, длину которых lсв определяют из следующей зависимости,
lсв = 200•(S0 2/Do),
где S0 - толщина стенки трубной заготовки.
Кроме того, формообразующие полости сомкнутых фильер выполняют по форме тороидальной поверхности изделия с диаметром Do, радиусом изгиба Rг и углом изгиба βг = π, причем плоскость смыкания фильер располагают под углом βсм = π/β, а поверхность разъема каждой фильеры выполняют цилиндрической, радиус которой устанавливают по зависимости
Rраз = Rг + Do/2,
при этом ось цилиндрической поверхности разъема фильеры ориентируют по оси изделия, а угол охвата формообразующей полости каждой фильеры βраз принимают
βраз = π/2.
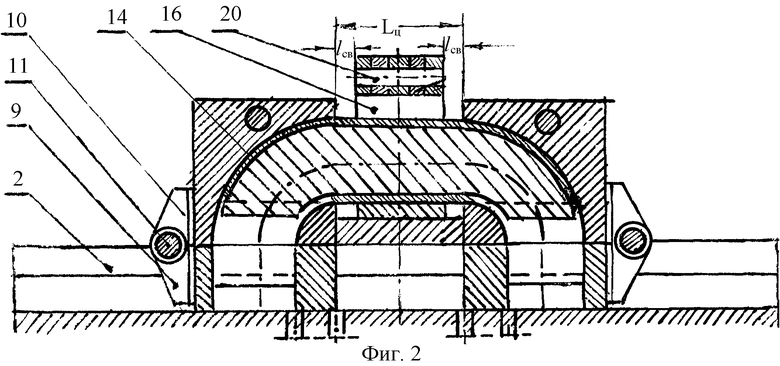
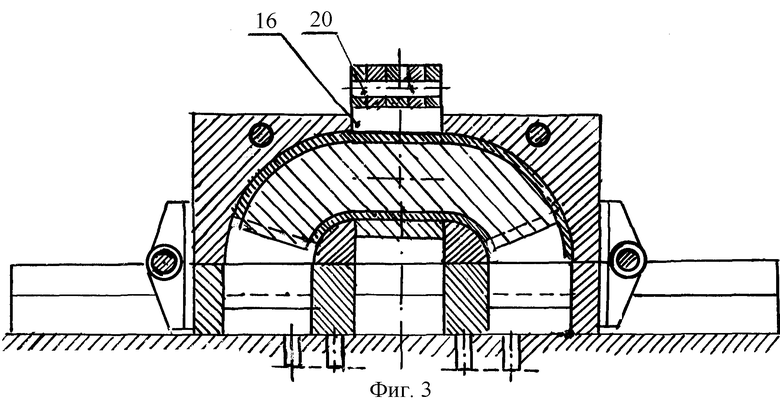
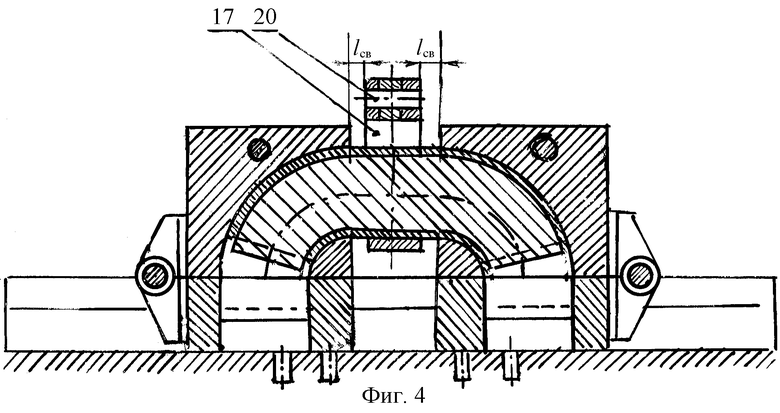
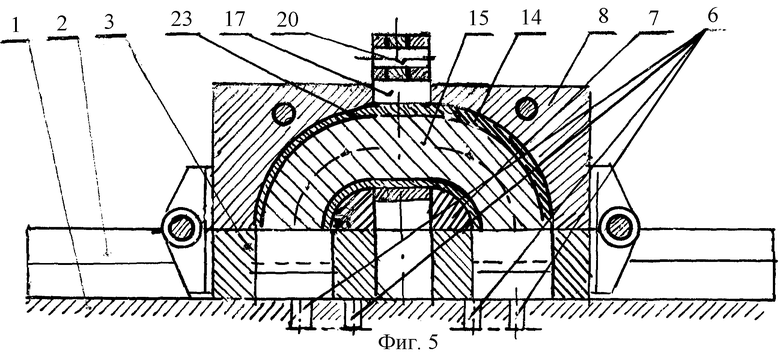
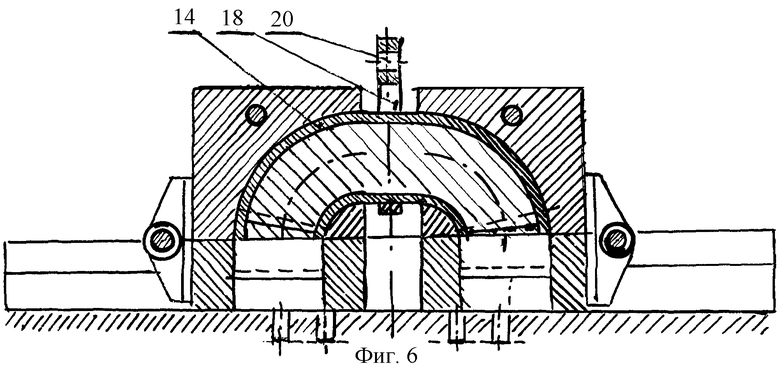
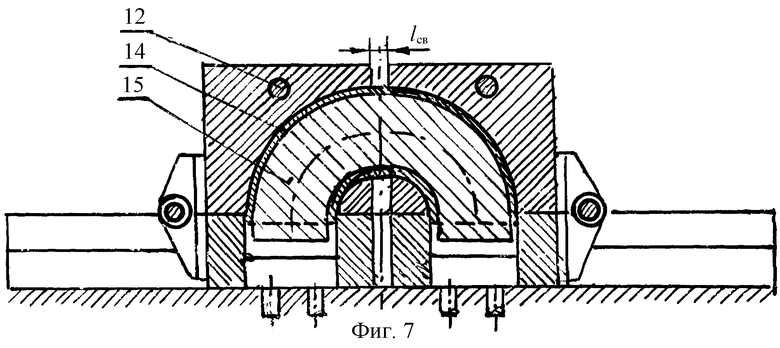
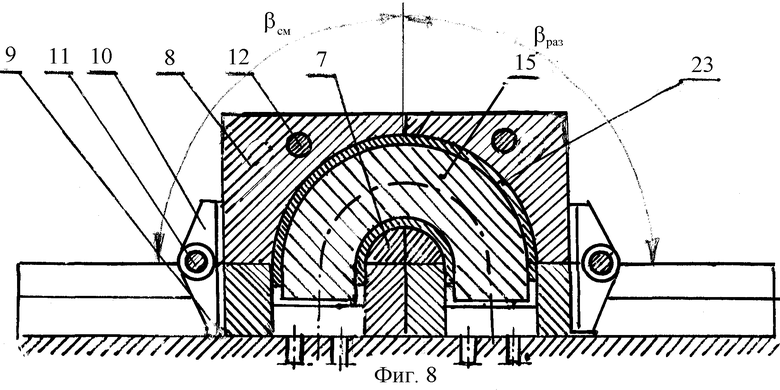
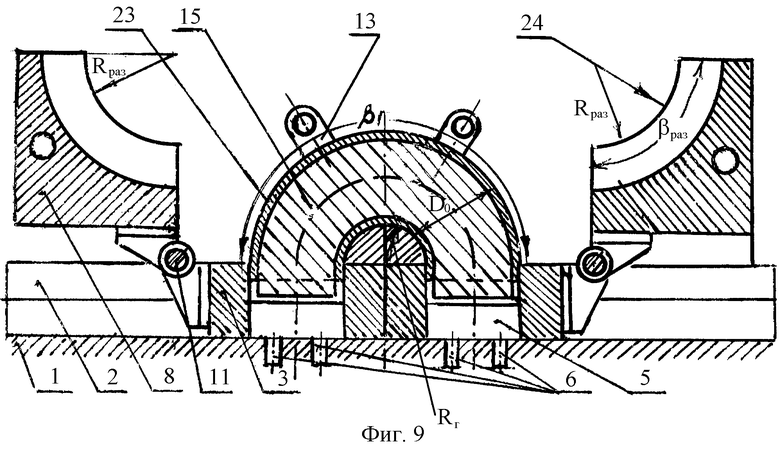
На фиг.1 показано исходное положение заготовки с наполнителем; на фиг.2 - положение после изгиба концевых участков заготовки; на фиг.3 - положение заготовки после смыкания фильер с широкой скобой; на фиг.4 - положение после замены широкой скобы на среднюю скобу; на фиг.5 - положение после смыкания фильер с средней скобой; на фиг.6 - положение после замены средней скобы на узкую скобу; на фиг.7 - положение перед смыканием фильер; на фиг.8 - положение после смыкания фильер и изготовления изделия; на фиг.9 - положение перед выталкиванием изделия из устройства; на фиг.10 - положение перед удалением изделия из устройства; на фиг.11 - сеч. по А-А с видом на открытую скобу (пунктирные линии) и на закрытую скобу.
Устройство для изготовления крутоизогнутых трубных изделий содержит закрепленные на столе 1 две плиты 2, которые выполняют роль направляющих для двух фильер, содержащих соответственно такие основные детали, как:
- платформу 3 с приемными полостями 4 и взаимодействующие с выталкивателями 5 толкатели 6 (привод которых условно не показан);
- стационарные полуматрицы 7 и поворотные полуматрицы 8, взаимодействие которых обеспечивается посредством поворотного стыка в шкворнях 9 и 10, причем отверстия последних пронизаны осевыми стержнями 11, а скрепление полуматриц 7 и 8 обеспечивается цилиндрическими стержнями 12, вставляемыми в соответствующие отверстия в поворотных полуматрицах 8 и в пластинах 13, прикрепленных к стационарным полуматрицам 7 (фиг.9).
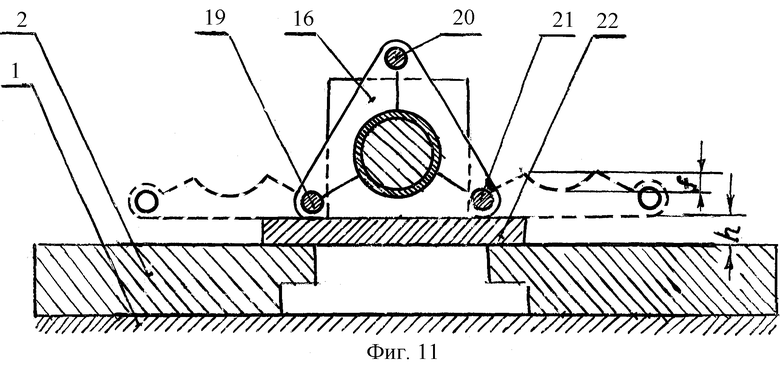
Для ориентирования и крепления в устройстве трубной заготовки 14 с прутком из легкоплавкого металла 15 предусмотрены скобы 16, 17 и 18 (см. фиг. 1, 4, 6 и 11), охватывающие центральную часть трубной заготовки на соответствующих этапах формообразования трубной заготовки 14, причем каждая из скоб 16, 17 и 18 состоит из трех секций, шарнирно соединенных друг с другом при помощи осей 19, 20 и 21 (см. фиг.11).
Трубная заготовка 14 и пруток 15 в сборе с охватывающей скобой 16 на начальном этапе формообразования изделия установлены на подставку 22 (см. фиг. 11), а на последующих этапах формообразования изделия эта подставка 22 не используется.
Сущность предложенного способа изготовления крутоизогнутых трубных изделий устанавливается из рассмотрения представленных ниже этапов формообразования заготовки 14 с наполнителем 15 в соответствующее изделие 23. Геометрические параметры трубной заготовки 14 устанавливают из условия равенства дуг охвата β изделия при его наружном и внутреннем радиусах Rн = Rг+До и Rвн = Rг соответствующим отрезкам образующей заготовки, т.е.
LΣ = β•(Rг+Дo) и Lц = β•Rг, (1)
что дает основание установить следующие очевидные соотношения:
откуда угол наклона скосов в трубной заготовке составляет
α = arctg(2/β) (3)
Установленные согласно (1) и (2) соответствующие параметры заготовки 14 и наполнителя 15 принимают за основу для изготовления заготовки и наполнителя, которые корректируются из условия нормального протекания процесса формообразования изделия. Полученную трубную заготовку 14 и наполнитель 15 устанавливают на раскрытую скобу 16 (фиг.1 и 11 - пунктирные линии), смыкают боковые секции скобы 16, скрепляют ее установкой оси 20 в соответствующие отверстия последней, полученную подсборку размещают на подставке 22 и ориентируют относительно двух фильер (фиг.1). При включении рабочего хода устройства его приводы (условно не показаны) обеспечивают встречное перемещение фильер, при котором скошенные участки заготовки 14 формируются по рабочим поверхностям полуматриц 7 и 8, а при достижении положения согласно фиг.2 (обеспечивающего формообразование концевых участков длиной Lк) рабочий ход приостанавливают и подставку 22 удаляют. Этим обеспечивают подготовку к последующему вталкиванию свободных, не охваченных скобой 16 участков заготовки длиной lсв, которая не приводит к потере устойчивости трубной заготовки.
Выполнение скосов в трубной заготовке 14 и наполнителе 15 согласно приведенным параметрам обеспечивает деформирование трубной заготовки в два этапа: на 1-м этапе концевые участки изгибаются без нейтральной линии и, следовательно, практически без удлинения скошенных слоев трубной заготовки и поэтому при незначительном сопротивлении деформированию заготовки и наполнителя, а значит и при малых контактных давлениях и силах трения заготовки 14 по полуматрицам 7 и 8, что снижает энергозатраты на этом этапе формообразования; на 2-м этапе наличие нейтрального слоя при изгибе центральной части заготовки Lц приводит к растяжению наружных и сжатию внутренних слоев трубной заготовки. Однако из-за малых радиусов гиба Rг протяженность этих очагов деформирования невелика, что опять-таки приводит к снижению энергозатрат и на 2-м этапе изгиба изделия. Помимо этого отмеченный двухэтапный изгиб трубной заготовки способствует значительному уменьшению радиусов изгиба изделий как за счет сокращения очага изгиба заготовки с замкнутым сечением, так и за счет малой его протяженности из-за малых радиусов Rг изгиба изделий.
Последующие перемещения фильер до смыкания их полуматриц 7 и 8 со скобой 16 согласно фиг.3 обеспечивает вталкивание трубной заготовки 14 с наполнителем 15 без потери их устойчивости. При этом под смыканием здесь и далее по тексту следует понимать встречное перемещение полуматриц 7 и 8 до касания их соответственно со скобами 16, 17 и 18 (без их защемления между полуматрицами).
С тем чтобы приступить к следующему этапу формообразования изделия, необходимо скобу 16 удалить из зоны центральной части заготовки и установить на ее место скобу 17, для чего сначала из скобы 16 вынимают ось 20, что позволяет раскрыть скобу 16 и удалить ее из-под центральной части заготовки и затем ввести туда раскрытую скобу 17 и охватить ею трубную заготовку 14, после чего вставить в нее ось 20 согласно фиг.4.
Последующее встречное перемещение фильер с сближением их на 2•lсв приводит к положению согласно фиг.5. Прекращение встречного перемещения фильер позволяет осуществить те же приемы по съему и удалению из рабочей зоны устройства скобы 17 и по установке скобы 18 согласно фиг.6. Дальнейшее сближение фильер до касания их со скобой 18 с последующим прекращением их встречного перемещения, а затем выполнение приведенных выше приемов позволяет удалить скобу 18 из межфильерного пространства (см. фиг.7), после чего перемещают фильеры до их смыкания согласно фиг.8, обеспечивая изготовление крутоизогнутого изделия 23.
Удаление изделия из устройства осуществляют следующим образом:
- цилиндрические стержни 12 выдергивают из соответствующих полуматриц 8 и из кронштейнов 13, приваренных к нижним полуматрицам 7;
- левую и правую полуматрицы 8 поворачивают вокруг оси 11 соответственно против и по часовой стрелке согласно фиг.9;
- обеспечивают рабочий ход гидропривода (условно не показанного), штоки 6 которого воздействуют на выталкиватели 5, чем и обеспечивается удаление концевых участков изделия 23 из приемников 4 и, как следствие, выталкивание изделия 23 с наполнителем 15 и с удалением их из рабочей зоны устройства, после чего полученная выштамповка помещается в ванну с кипящей водой для выплавления легкоплавкого металла из изделия 23, а фильеры возвращают в исходное положение согласно фиг.1 для осуществления следующего цикла формообразования изделия.
Таким образом, по предлагаемому техническому решению цилиндрическая часть заготовки 14 при вталкивании в фильер подвергается комбинированному нагружению осевым сжатием и постоянным внутренним давлением, при котором возможна потеря устойчивости тонкостенной цилиндрической оболочки с образованием одной или двух осесимметричных складок. Формы потери устойчивости оболочек представлены на фиг.29 [3]. При этом отмечается совпадение форм потери устойчивости оболочек различных геометрических значений До, So и L, которые предсказываются теоретически и наблюдаются экспериментально (с. 106 [3]).
Так например, при изгибе труб с индукционным нагревом кольцевую зону трубы разупрочняют посредством нагрева до заданной температуры кольцевым нагревателем, причем ширину кольцевой зоны разупрочнения а выполняют согласно зависимости a = (4-6)•Sо, где So - исходная толщина трубы (см. с. 10 [4]), благодаря чему исключают потерю устойчивости трубы при изгибе ее в зоне деформирования. Таким образом, создавая в трубной заготовке участки с различным сопротивлением деформированию материала и с различной стойкостью его к потере устойчивости, можно обеспечить изготовление крутоизогнутых изделий без складкообразования трубной заготовок, для чего нами предложено околофильерные участки заготовки выполнять по длине lсв не больше критической длины Lкр, при которой происходит потеря устойчивости (lсв = Lкр), а остальную цилиндрическую часть трубной заготовки заневолить охватом ее цилиндрическими поверхностями скоб 16, 17, 18.
С учетом изложенного длина околофильерного участка заготовки lсв (не подверженного потере устойчивости) определяется согласно зависимости
lсв = 200•(S0 2/До) (4)
Это, а также и то, что остальную часть трубной заготовки заневоливают охватом ее цилиндрической поверхностью скоб 16, 17, 18, обеспечивает беспрепятственное вталкивание заготовки 14 во встречно перемещающиеся фильеры на этапах формообразования изделия согласно фиг.2, 4, 6 и 7 вплоть до смыкания фильер и изготовления изделия 23, причем этому способствует выполнение скоб 16, 17, 18 трехсекционными, что вместе с использованием подставки 22 (см. фиг.11) позволяет:
- осуществить подсборку трубной заготовки 14, наполнителя 15 и скобы 16, разместить ее на подставке 22 и сориентировать относительно фильер согласно фиг.1;
- произвести смену скоб 16 на 17 и 17 на 18 с использованием того, что высоту сегмента f в каждой из секций скоб 16, 17, 18 выполняют меньше толщины h подставки 22 (см. фиг.11).
Формообразующие полости фильер в сомкнутом положении выполняют по форме тороидальной поверхности изделия с диаметром Dо, радиусом изгиба Rг и углом изгиба βг = π. При этом плоскость смыкания фильер расположена под углом βсм = π/2 к горизонтальной плоскости полутора, а поверхность разъема фильер выполняют цилиндрической радиусом Rраз = Rг+Dо/2.
Ось цилиндрической поверхности фильеры ориентируют по оси изделия, а угол охвата этих полостей принимают βраз = π/2.
В результате обеспечивается простота и удобство удаления из рабочей зоны штампа отштампованного изделия и наполнителя для последующего выплавления из изделия легкоплавкого металла наполнителя в ванне с кипящей водой. В качестве легкоплавкого металла можно применять, например, сплав Вуда (Тпл = 60,5oС), сплав Гутри (Тпл = 45oС), сплав Липовица (Тпл = 70oС), сплав Д'Арсе (Тпл = 140oС) и др.
Для предложенного способа изготовления крутоизогнутых изделий из труб применение наполнителя из легкоплавкого металла по [5] имеет ряд технологических преимуществ. Во-первых, он дешевле других сплавов, т.к. содержит меньше висмута, а дорогостоящий компонент - олово в нем отсутствует. Во-вторых, температура плавления данного сплава ниже 100oС и значит для выплавления этой рабочей среды из полученного крутоизогнутого изделия можно применять кипящую воду. В-третьих, содержание в легкоплавком сплаве по [5] цинка в 1,0, 2,0 и 3,0% обеспечивает твердость по Бриннелю соответственно в 13,9, 15,1, 17,0 НВ, что позволяет применять этот сплав для предотвращения складкообразования трубных заготовок как в концевых участках, так и в центральном участке заготовки при штамповке крутоизогнутых изделий с широким диапазоном механических свойств материала трубных заготовок.
Пример осуществления способа. Для изготовления торового баллона с использованием для этой цели двух крутоизогнутых колен из алюминиевого сплава АМг6 (σв = 340 МПа) при диаметре трубной заготовки До = 120 мм, исходной толщине Sо = 3 мм, радиусе гиба колена Rг = 60 мм и угле охвата β = π = 180 определяем:
- длину трубной заготовки и ее центральной части по формуле (1) LΣ = β(Rг+Дo) = 3,14•(60+120) = 565,2 мм и Lц = β•Rг = 188,4 мм;
- угол скоса α трубной заготовки и наполнителя по формуле (2) tg α = До/[(α-Lц)•0,5] = 120/[(565,2 - 188,4)•0,5] = 188,4 мм и LΣ = arctg 120/188,4 = arctg 0,64 = 32,45;
- длину свободного участка трубы, не подверженного потере устойчивости, по формуле (4): lcв = 200 • (S2/До) = 200•(3,5/120) = 20 мм (по формуле 4);
- количество скоб для изготовления полутора m = (Lц-lcв)/40 = 168,4/40 = 5 скоб, причем длину соответствующих скоб принимают L1 = 160, L2 = 120, L3 = 80 и L4 = 40 мм, а lсв = 28,4 мм;
- радиус цилиндрической поверхности разъема фильер Rраз по формуле (5): Rраз = Rг+До/2 = 60+60 = 120 мм.
Приведенные расчетные данные по установлению размеров и формы трубной заготовки и наполнителя из деформируемого легкоплавкого металла, по определению длины околофильерного участка заготовки, lсв, не подверженного потере устойчивости, количества и параметров скоб, а также по установлению радиуса цилиндрической поверхности разъема фильер обеспечивают осуществление предложенного способа изготовления крутоизогнутых трубных изделий.
Источники информации
1. Патент России 1646115, кл. B 21 D 7/02. "Способ гибки труб и устройство для его осуществления", авт. Устинец В.А. Опубликовано 20.03.96, Бюл.N8.
2. Горбунов М.Н. Технология заготовительно-штамповочных работ в производстве самолетостроения. - М.: Машиностроение, 1981, рис.3.24, а.
3. Королев В. И. Упругопластические деформации оболочек. - М.: Машиностроение, 1971.
4. Попов А.В. Изгиб тонкостенных труб и профилей с местным индукционным нагревом. - М.: НИАТ, 1964, с. 10.
5. А.С. 1396858 СССР. Легкоплавкий сплав на основе висмута. Мунасипов Х. М., Доронченков В.К., Московский О.А., Леонтьев Ю.М.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2005 |
|
RU2294807C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2510806C2 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗНОТОЛЩИННЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2001 |
|
RU2209702C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2065333C1 |
| СПОСОБ ОБЛОЙНОЙ ШТАМПОВКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИЗОГНУТОЙ И СТУПЕНЧАТОЙ ОСЬЮ ИЗ ПОЛЫХ ЗАГОТОВОК | 2006 |
|
RU2329109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении трубных изделий типа емкостей тороидальной формы, змеевиков, крутоизогнутых колен. Трубную заготовку с наполнителем в виде прутка из легкоплавкого материала одновременно вталкивают в формообразующие полости двух разъемных фильер путем перемещения обеих фильер во встречном направлении до их смыкания. Предварительно на концевых участках трубной заготовки и наполнителя под углом к их продольной оси выполняют симметричные скосы. При вталкивании трубной заготовки с прутком в фильеры сначала сгибают их скошенные концевые участки по формообразующим полостям фильер. Последующее вталкивание внефильерных зон трубной заготовки осуществляют поэтапно по незажатым околофильерным участкам. Длину этих участков, величину угла скоса концевых участков заготовки и прутка определяют из приведенных математических выражений. В результате обеспечивается снижение энергозатрат и трудоемкости при изготовлении изделий. 1 з.п.ф-лы, 11 ил.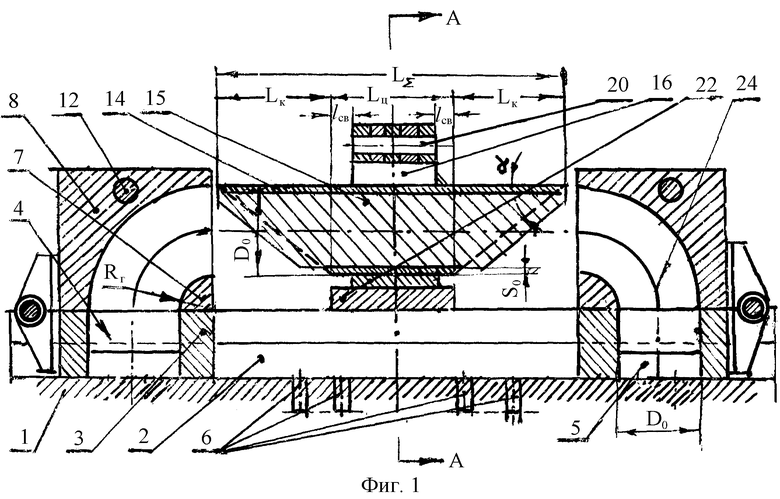
LΣ = βг•(Do+Rг),
где βг - угол изгиба крутоизогнутого изделия;
Do - наружный диаметр трубной заготовки;
Rг - радиус изгиба крутоизогнутого изделия,
скосы на концевых участках трубной заготовки и прутка выполняют симметричными и располагают под углом к продольной оси трубной заготовки, величину которого α определяют из следующего выражения:
α = arctg(2/βг),
при этом вталкиванием трубной заготовки с прутком в фильеры сначала сгибают их скошенные концевые участки по формообразующим полостям последних, а последующее вталкивание внефильерных зон трубной заготовки осуществляют поэтапно по незажатым околофильерным участкам, длину которых lсв определяют из следующей зависимости:
lсв = 200•(Sо 2/Do),
где So - толщина стенки трубной заготовки.
Rраз = Rг + Do/2,
причем ось цилиндрической поверхности фильеры ориентируют по оси изделия, а угол охвата формообразующей полости каждой фильеры βраз принимают равным π/2.
| ГОРБУНОВ М.Н | |||
| Технология заготовительно-штамповочных работ в производстве самолетов | |||
| - М.: Машиностроение, 1981, с.83, рис.3.24б | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| Способ формообразования изогнутых переходников | 1973 |
|
SU460919A1 |
| Способ изготовления изогнутыхпАТРубКОВ | 1978 |
|
SU795609A1 |
| Устройство для ориентации крючков рыболовного яруса | 1987 |
|
SU1565445A1 |
| Способ приготовления бетонной смеси | 1983 |
|
SU1113368A1 |
| US 3453857, 08.07.1969. | |||

