(
11
Изобретение относится к обработке металлов давлеиием, в частности к .способам формовки профилей в профилегибочного стана. / Цель изобретения - повышение качества профилей за счет уменьшения волнистости Плоских межгофровых участков.
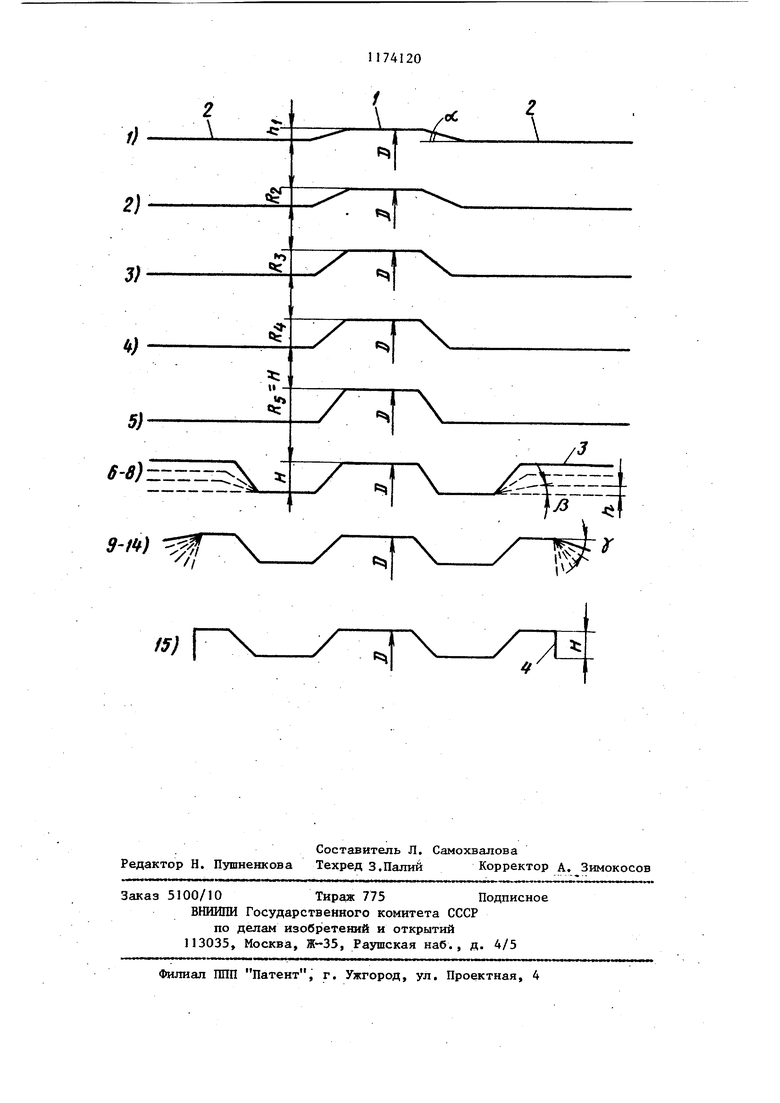
На чертеже показана схема формовки многогофрового профиля с нечетным числом гофров по ширинепо лосы согласно предлагаемому способу (слева порядковые номера проходов).
Вершину 1 трапециевидного центрального гофра во всех формующих npdходах (начиная с первого) располагают на одном уровне, что достигается равенством диаметров D нижних валков, формующих этот гофр. В каждом черновом проходе (с 1 по 5) угол подгибки и высота гофра увеличиваются (, , ), причем одновременно происходит опускание плоских участков 2 профиля. После достижения центральным гофром высоты Н (в пятом проходе), на плоских участках 2 (которые достигли глубиньГ Н) начинается образование периферийных гофров 3 путем постепенного увеличения угла подгибки А и высоты гофров от К до требуемой величины Н.
Предлагаемая схема формовки облегчает доступ металла с периферийных участков в зону деформации (гибки) и предотвращает вытягивание кромок формуемой полосы, что уменьшает (или устраняет полностью) волнистость плоских окологофровых участков профиля.
Опытную проверку предлагаемого способа производят на стане 0,5-2,5х 1x300-1500 при формовке в 15 клетях трехгофрового профиля 630x30x3 мм
202
из горячекатаной полосовой стаЛи марки Ст. 3 (ширина профиля 630 мм, толщина 3 мм, высота гофров мм).
С этой целью были опробованы два варианта калибровок - известная схема с последовательной формовкой (сначала средний гофр, затем крайние), при которой плоские межгофровые участки во всех проходах остаются на одном уровне, а вершина центрального гофра постепенно поднимается, и предлагаемая. Углы подгибки в обоих случаях одинаковые: о (по проходам с 1 по 5) 36 - -- 53°30 ; /3 (6-8 проходы) 15 - -35- и (угол отбортовки проходы) 15- 29--43 -57- .
. - .
При формовке согласно известному способу величина волнистости плоских окологофровых участков 2 после пятого прохода находится в пределах 1218 мм на 1 м длины, что при последующем образовании крайних гофров приводит к мелкойволнистости отбортовки (волны длиной 100-150 мм с амплитудой до. 10 мм), и в некоторых случаях - к винтообразному продольному скручиванию готовых профилей. Отбраковка профилей по указанным дефектам составляет 3,2%.
При формовке согласно предлагаемому способу волнисность плоских участков после пятого прохода не пре- BbmiaeT 6 мм на 1 м длины (а примерно в 10% случаев волнистость и вовсе отсутствуетj, в результате чего волнистость отбортовки практически не наблюдается, а скручивание готовых профилей отмечается в единичных случаях и отбраковка профилей по их геометрии составляет 0,4%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПОЛОС | 2005 |
|
RU2288800C1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| Способ изготовления гнутых гофрированных профилей | 1981 |
|
SU944708A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ М.Е.Докторова изготовления гофрированных профилей | 1990 |
|
SU1759501A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| СПОСОБ ФОРМОВКИ ГНУТОГО ЛИСТОВОГО ПРОФИЛЯ | 2006 |
|
RU2335366C2 |
| Способ производства гофрированных профилей | 1989 |
|
SU1706743A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1382532A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ с плоскими межгофровыми участками преимущественно с нечетным количеством гофров трапецеидальной формы в поперечном сечении, заключающийся в последовательной по переходам формовке гофров путем подгибки элементов профиля, начиная от продольной оси заготовки к периферии, отличающийся тем, что, с целью повьшения качества профилей за счет уменьшения волнистости плоских межгофровых участков, верхнее основание центрального по ширине полосы гофра во всех переходах располагают на уровне формовки, плоские межгофровые участки постепенно опускают от уровня формовки с S до заданной высоты, а формовку периферийных гофров производят поднимая верхние основания до уровня формовки.
| Тришевский И | |||
| С | |||
| и др | |||
| Холодногнутые гофрированные профили проката | |||
| Киев: Техника, 1973,:с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
