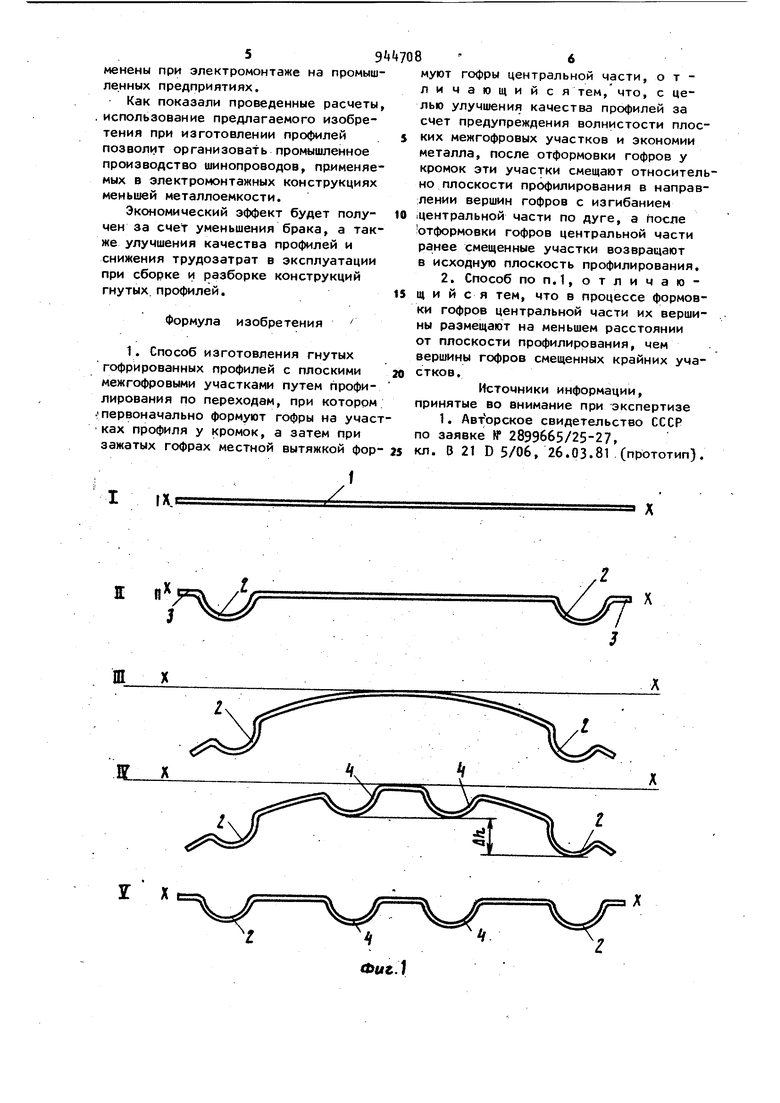
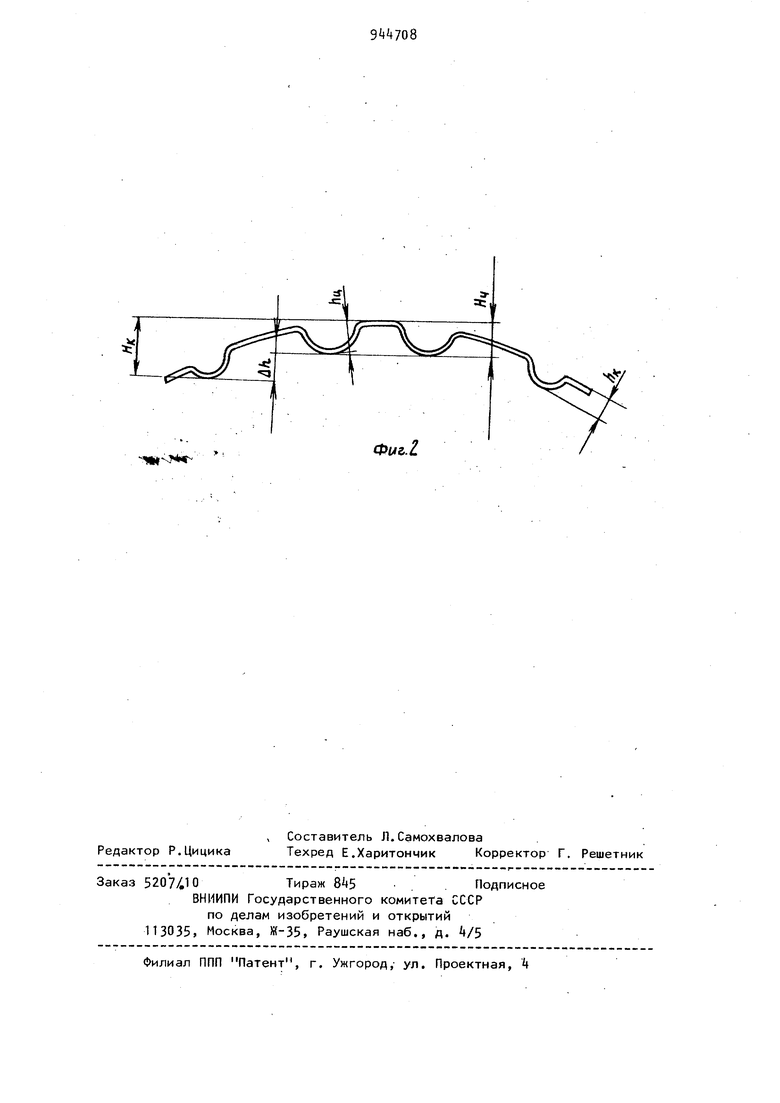
Изобретение относится к обработке металлов давлением, в частности к производству гофрированных профилей проката в валках профилегибочных станов. Известен способ производства гофрированных профилей с плоскими межгофровыми участками по переходам, при котором на первых переходах формуют гофры у кромок большей глубины и меньшей ширины, чем основные, которые после вытяжки гофров центрального участка при зажатых гофрах у кромок переформовывают в основные 1 Недостатком известного способа является волнистость плоских межгофровых участков. Целью изобретения является улучшение качества профилей за счет предупреждения волнистости плоских межгофровых участков и экономии металла. Поставленная цель достигается тем что согласно способу изготовления гнутых гофрированных профилей с плоскими межгофровыми участками путем профилирования по переходам, при котором первоначально формуют гофры на участках профиля у кромок, в затем при зажатых гофрах местной вытяжкой формуют гофры центральной части, после отформовки гофров у кромок эти участки смещают, относительно плоскости профилирования в направлении вершин гофров с изгибанием центральной части по дуге, а после отформовки гофров центральной части ранее смещенные участки возвращают в исходную плоскость профилирования. При этом в процессе формовки гофров центральной части их вершины размещают на меньшем расстоянии от плоскости профилирования, чем вершины гофров смещенных крайних участков. На фиг. 1.приведена схема формовки гофрированного профиля по предложенному способу, на фиг. 2. - схема искривления профиля, когда глуоина крайних гофров меньше, чем гофров центрального участка. В I переходе (фиг.1) заготовка 1 направляется вдоль стана в плоскости Х-Х. Во II переходе на заготовке отформовывают два продольно ориентированнх гофра 2 на участках у кромок 3. Затем в III переходе участки ,у кромок с отформованными на них гофрами 2 смещают из плоскости профилирования в направлении вершин гофров 2 за счет искривления сечения профиля. В IV переходе, зажимая в калибре валков отформованные гофры 2, производят вытяжку гофров цент рального участка. При этом в связи с тем, что вершины гофров 2 на смещенных крайних участках профиля раз мещены на большем удалении от плоскости профилирования, чем вершины гофров Ц центрального участка на вел чину йЬ, зажатие отформованных гофров 2 начинается до начала,вытяжки и на отрезке большем, чем длина очага деформации при вытяжке гофров 4. Это обеспечивает качественное выполнение профиля без утяжки металла в зону отформовки гофров центрального участка и позволяет изготовить профиль, из заготовки минимальной ширины В V переходе сечение профиля выпрямляют и все плоские элементы профиля (стенку) возвращают в исходную плоскость профилирования Х-Х, профиль доформовывают, обеспечивая заданные размеры и прямолинейность стенки. При глубине h,; гофров 2 (фиг.2) на крайних участках меньших, чем глубина h гофров Л центрального участка, надежное зажатие упомянутых отформованных гофров 2 обеспечивается за счет соответствующего искривле ния профиля, при котором удаление Нц вершин крайних гофров от плоскости профилирования будет большим, чем удаление Н вершин гофров центрально го участка, т.е. выпoлняetcя условие &h О, гдеДЬ Нц- Ну. Так, например, в соответствии с предложенным способом изготовления профиля из стали Ст.3 толщиной 1 мм с пятью гофрами глубиной 5 мм и шири ной 10 мм на стенде производят на десятиклетьевом стане 1-2х 30-350 мм при скорости профилирования 20 м/мин При этом в I переходе заготовку шириной 320 мм направляют вдоль лини профилирования. Во II переходе на заготовке отформовывают два гофра у кромок глубиной 5 мм. Затем в III переходе участки у кромок с отформованными на них гофрами смещают из плоскости профилирования в сторону вершин этих гофров (в сторону нижнего валка) за счет искривления сечения профиля по дуге, При этом смещение гофров составляет 20 мм. В IV переходе, зажимая в калибре валков отформованные гофры, производят вытяжку трех гофров центрального участка. В-связи с тем, что вершины крайних гофров размещены на большем удалении от плоскости профилирования, а следовательно, и контактируют с элементами валка большего ,диаметра, чем три гофра центрального участка, зажатие отформованных гофров у кромок начинается соответственно до начала вытяжки гофров центрального участка. Затем в V переходе профиль выпрямляют и плоские участки стенки с гофрами возвращают в исходную плоскость профилирования. После этого профиль доформовывают, выполняя на крайних участках отбортовки. Профили, изготсэвленные по предлагаемому способу, характеризуются стабильностью геометрических размеров и величиной волнистости на плоских участках, не выходящих за пределы допустимых (менее 1 мм),а также хорошим качеством профиля без складок и зажимов металла, В то же время при изготовлении таких профилей по известному способу, по котор.ому при вытяжке гофров центрального участка профиля предварительно выполненные у кромок гофры зажимали без их смещения из плоскости профилирования в направлении вершин гофров за счет искривления сечения профиля, на плоских учасфках наблюдалась волнистость (образовывались поперечные гофры глубиной до 10 мм) и на центральном участке гофры выполнялись не вследствие поперечной вытяжки, заготовки, а за счет утяжки заготовки, которую принимали завышенной ширины. Это приводило к завышению расхода металла на в сравнении, если бы гофры формовали за счет местной вытяжки без утяжки металла. Из отформованных по предлагаемому способу профилей были изготовлены юробы для.прокладки проводов и применены при электромонтаже на промышленных предприятиях. Как показали проведенные расчеты использование предлагаемого изобретения при изготовлении профилей позволит opгaнизoвatь промышленное производство шинопроводов, применяемых в электромонтажных конструкциях меньшей металлоемкости. Экономический эффект будет получен за счет уменьшения брака, а также улучшения качества профилей и снижения трудозатрат в эксплуатации при сборке и разборке конструкций гнутых, профилей. Формула изобретения 1. Способ изготовления гнутых гофрированных профилей с плоскими межгофровыми участками путем профилирования по переходам, при котором первоначально формуют гофры на учас ках профиля у кромок, а затем при зажатых гофрах местной вытяжкой фор
/
IX муют гофры центральной части, о т личающийс я тем, что, с целью улучшения качества профилей за счет предупреждения волнистости плоских межгофровых участков и экономии металла, после отформовки гофров у кромок эти участки смещают относительно плоскости профилирования в направ;лении вершин гофров с изгибанием 1центральной части по дуге, а после Ьтформовки гофров центральной части ранее смещенные участки возвращают в исходную плоскость профилирования. 2. Способ поп.1,отличающ и и с я тем, что в процессе формовки гофров центральной части их вершины размещают на меньшем расстоянии от плоскости профилирования, чем вершины гофров смещенных крайних участков. Источники информации, принятые во внимание при экспертизе 1. АвтЪрское свидетельство СССР по заявке № 2899665/25-27, кл. В 21 D 5/06, 26.03.81 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА С ПОПЕРЕЧНЫМИ ГОФРАМИ НА СТЕНКЕ | 1992 |
|
RU2006316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ изготовления гофрированных профилей | 1980 |
|
SU871883A1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами | 1991 |
|
SU1804356A3 |
| Способ изготовления профилей с гофрами | 1980 |
|
SU893309A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 1993 |
|
RU2050999C1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU940911A1 |
Е п
/ Щ ж
W7 X X
г X -MHfv фуг.
