1 Изобретение относится к обработке металлов давлением, в частности к штамповой оснастке. Цель изобретения - увеличение высоты штампуемых деталей. На чертеже схематично изображен штамп, продольный разрез. Штамп содержит соосно установленные пуансон 1 и матрицу 2, коак сиально которому расположен прижим 3.Между матрицей 2 и прижимом- 3 размещен упругий элемент 4 с кольце вь№1И гофрами, заполняемыми технологической смазкой. На чертеже обозначена исходная заготовка 5 в виде диска. Штамп работает следующим образом. Заготовка 5 помещается на плоскость матрицы 2, прижим 3 прижимает заготовку 5 через упругий элемен 4,рабочие полости гофр которого при этом заполняются технологическо смазкой. Вытяжка производится вытяж ным пуансоном 1. Выделяют две стадии работы штамп На стадии прижима текнологиЧеская смазка заполняет рабочие полости гофр и уравновешивает усилие при жима за счет гидростатического давления, возникающего в объеме смазки Давление смазки передается и на заготовку 5, обеспечивая равномерньй прижим заготовки 5 к матрице 2. Упругий элемент 4 устраняет при этом непосредственный контакт между опор ной поверхностью прижима 3 и заготовкой 5. 282 На стадии непосредственно вытяжки при движении вытяжного пуансона .1 заготовка 5 начинает перемещаться к центру штампа, технологическая смазка захватывается заготовкой 5 и увлекается в сходящиеся зазоры, образованные заготовкой 5 и.гофрами упругого элемента 4. За счет гидродинамического эффекта смазка производит расклинивающее действие, обеспечивая полное разделение поверхностей упругого элемента 4 и заготовки 5. При этом силы трения минимальны за счет достижения режима жидкостного трения, что приводит к снижению общего усилия вытяжки и повьшгению за счет этого коэффициента вытяжки за переход. Отсутствие контакта между поверхностью заготовки 5 и нижней опорной поверхностью прижима 3 позволяет -полностью устранить Износ прижима 3. Износ упругого элемента 4 также незначителен из-за реализации режима жидкостного трения. Технико-экономическая эффективность изобретения состоит в том, что применение предлагаемого штампа, снабженного гофрированным кольцом , позволяет снизить усилие вытяжки на 7-10%, увеличить коэффициент вытяжки за переход на 5-7%, полностью исключить износ опорной поверхности прижима. Это обеспечит увеличение высоты штампуемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| Штамп для вытяжки | 1988 |
|
SU1547920A2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2011 |
|
RU2494830C2 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2001 |
|
RU2242318C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2576981C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2202427C2 |
| Штамп для вытяжки | 1986 |
|
SU1456265A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ, содержащий соосно установленные матрицу и пуансон, коаксиально которому расположен прижим, отличающийся тем, 4TOj с целью увеличения высоты штампуемых деталей, он снабжен размещенным между матрицей и прижимом упругим элементом, выполненным с кольцевыми гофрами. (Л 4;ь го 00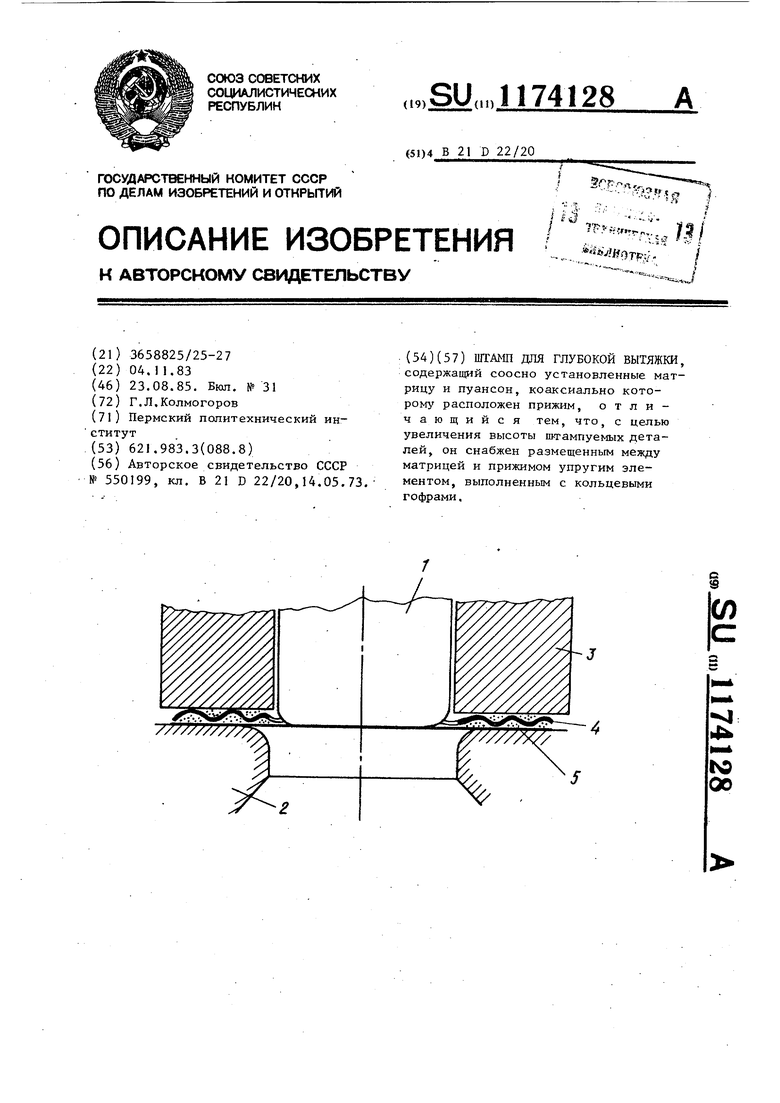
| Способ вытяжки полых изделий из листовой заготовки | 1974 |
|
SU550199A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
