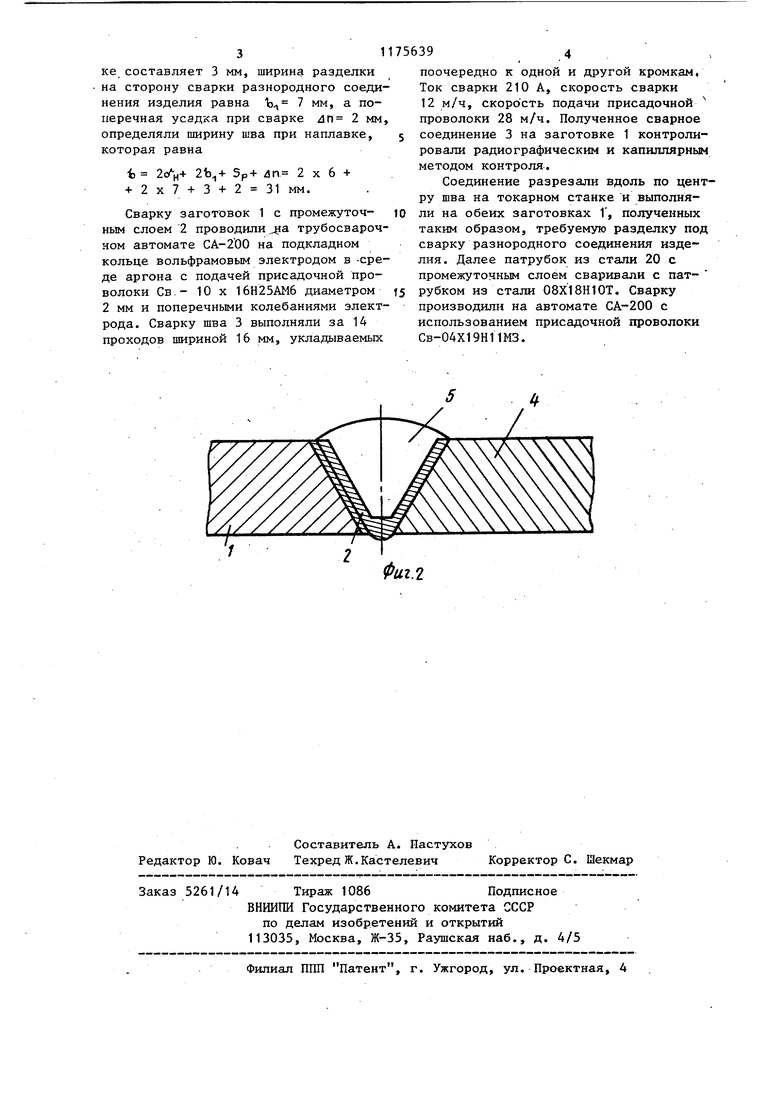
Изобретение относится к изготовлению сварных соединений из разноро ных металлов и может быть применено в различных отраслях народного хозя ства.. Цель изобретения - улучшение качества и повышение производительнос ти процесса. Поставленная цель достигается тем, что на заготовке предварительн Выполняют разделку, направляют в не металл промежуточного слоя и контро лируют качество наплавленного метал ла, затем разрезают заготовку поце ру наплавки на две детали, каждую из ко 1орых в дальнейшем используют для стыковки с другой деталью из разнородного металла, после чего производят сварку соединения, при этом ширину разделки определяют с учетом ширины промежуточного слоя, ширины разделки заготовки, подлежащей сварке в разнородном соединении ширины реза и поперечной усадки наплавленного шва. Разрезка заготовки позволяет получить две высококачественные детал с промежуточным слоем. На фиг, 1 показана схема изго.товления сваркой сразу двух заготовок с промежуточным слоем после наплавки слоя в разделку, выполненную на одной из заготовок разнородного соединения; на фиг, 2 - схема разнородного соединения, выполненного сваркойчерез промежуточный слой, улучшающий свариваемость между собо заготовок из разнородных металлов. Способ осуществляют следующим образом, . На одной из заготовок 1, подлежащих дальнейшей сварке в разнородное соединение, предварительно вы-. полняют разделку, ширину которой определяют из соотношения Ъ7/2сЛн+2Ц- 5р + лп , где Ь, - ширина разделки заготовок 1 и 4, подлежащих сварке в разнородное соединение, мм сЛ( - ширина промежуточного слоя 2, нанесенного на каждую заготовку 1 разнородного сое динения, мм; SP - ширина реза сварного шва 3, 55 выполненного металлом промежуточного слоя на одной из заготовок .1, мм; ЛП величина поперечной усадки | сварного шва 3, выполненного металлом промежуточного слоя, мм. Затем производят наплавку металла промежуточного слоя, который улучшает свариваемость заготовки 1 в разнородное соединение с заготовкой 4, Полученный при этом сварной шов 3 контролируют проникающими лучами, например радиографированием, и при положительных результатах контроля разрезают по его оси вдоль шва резом шириной 5р, а после выполнения на них требуемой разделки шириной Ъ (фиг.1) две заготовки Т с промежуточным слоем 2 шириной с/ сваривают с заготовками 4 в два разнородных соединения, В случае если ширина шва, выполняемого на заготовке с использованием металла промежуточного слоя, будет меньше ширины, рассчитанной . по приведенному соотношению, то после разрезки заготовки ширина про межуточного слоя окажется меньше заданной, что снижает работоспособность разнородного сварного соединения, В случае если ширина шва, выолняемого на заготовке с использованием металла промежуточного слоя, будет больше ширины, рассчитанной по приведенному соотношению, то после разрезки заготовки ширина промежуточного слоя окажется больше заданной, что приводит к излишнему объему и расходу наплавляемого металла промежуточного слоя. Далее производят сварку заготовки 1 с промежуточным слоем 2 с заготовкой 4 в разнородное соединение 5 (фиг,2) швом с использованием присадочного материала, который обеспечивает хорошую свариваемость металла промежуточного слоя 2 с металлом заготовки 4 (фиг,2). Пример, Изготовляли соединения труб диаметром 219 и толщиной стенки 22 мм из стали 20 с трубами из стали 08Х18Н10Т, Промежуточный слой 2 при сварке этих сталей выполняли сварочной проволокой Св- 10Х16Н25АМ6 на заготовках из стали 20, Для соединения труб размером ф 219x22 мм толщина промежуточногослоя должна составлять 6 мм. На кромках двух патрубков из стали 20 длиной 300 мм выполняли фаски со скосом 20 и, у 1итывая, что ширина реза при разрезке трубы на токарном станке составляет 3 мм, ширина разделки на сторону сварки разнородного соеди нения изделия равна Ъ 7 мм, а поперечная усадка при сварке лг 2 мм определяли ширину шва при наплавке, которая равна 2Ц+ SP+ 4п 2 X 6 + 3 + 2 31 мм. Сварку заготовок 1 с промежуточным слоем 2 проводили jia трубосвароч ном автомате СА-200 на подкладном кольце вольфрамовым электродом в -сре де аргона с подачей присадочной проволоки Св.- 10 X 16Н25АМ6 диаметром 2 мм и поперечными колебаниями элект рода. Сварку шва 3 выполняли за 14 проходов шириной 16 мм, укладываемых 394 поочередно к одной и другой кромкам, Ток сварки 210 А, скорость сварки 12 м/ч, скорость подачи присадочной проволоки 28 м/ч. Полученное сварное соединение 3 на заготовке 1 контролировали радиографическим и капиллярным методом контроля. Соединение разрезали вдоль по центру шва на токарном станке и выполняли на обеих заготовках 1, полученных таким образом, требуемую разделку под сварку разнородного соединения изделия. Далее патрубок из стали 20 с промежуточным слоем сваривали с патрубком из стали 08Х18Н10Т, Сварку производили на автомате СА-200 с использованием присадочной проволоки СВ-04Х19Н11МЗ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавлением разнородных металлов | 1988 |
|
SU1614312A1 |
| Способ подготовки кромок под сварку | 1989 |
|
SU1660318A1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 1988 |
|
RU2103128C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛА НА ОСНОВЕ СЛОЕВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СТАЛИ ИЛИ ТИТАНА С ОДНО- ИЛИ ДВУСТОРОННИМИ ШВАМИ | 2004 |
|
RU2284252C2 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ СВАРКИ ЧУГУНА | 1996 |
|
RU2098248C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ СВАРКОЙ ПЛАВЛЕНИЕМ, при котором на одну из заготовок предварительно наплавляют промежуточный слой из металла, контролируют промежуточный слой, выполняют разделку кромок обеих заготовок, подлежащих сварке, сваривают их и контролируют шов, отличающийс я тем, что, с целью улучшения качества соединения и повьшения производительности путем .одновременного изготовления и контроля двух заготовок с промежуточным слоем, предварительно в одной из заготовок выполняют разделку кромок, заполняют ее металлом промежуточного слоя и после контроля разрезают заготовку вдоль по центру на две детали, при этом ширину разделки кромок выбирают из условия 1)7ЛсУ „+2Ъ 4-5р- -Дп , где Ь - ширина разделки кромок, мм; cfu- ширина промежуточного слоя, наносимого на каждую заготовку разнородного соединения, мм; Ъ., - ширина разделки заготовки, сл подлежащей сварке в разнородном соединении, мм; 5р - ширина реза сварного шва, мм; 4п- поперечная усадка шва, выполненного металлом промежуточного слоя, мм. -Nl СП Од СО со
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 0 |
|
SU316543A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Земзин В.Н | |||
| Сварные соединения разнородных сталей | |||
| М.: Машиностроение, 1966, с | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
