Станки для расточки отверстий и нарезания в них резьбы с использованием редуктора, имеющего три выходных вала, из которых один получает вращение со скоростью, соответствующей расточке, а второй - нарезанию резьбы, известны.
Отличительной особенностью предлагаемого станка являеТ(Ся закрепление пневматических зажимов для обрабатываемых заготовок на концах лучей крестовины, поворачиваемой центральным выходным валом редуктора. Каждый зажим снабжен передачей, сцепляемой nof чедовательно с двумя остальными выходными валами редуктора- Такое выполнение станка обе|Спечивает совмещение обеих операций (расточки отверстия и нарезания в нем резьбы) во времени.
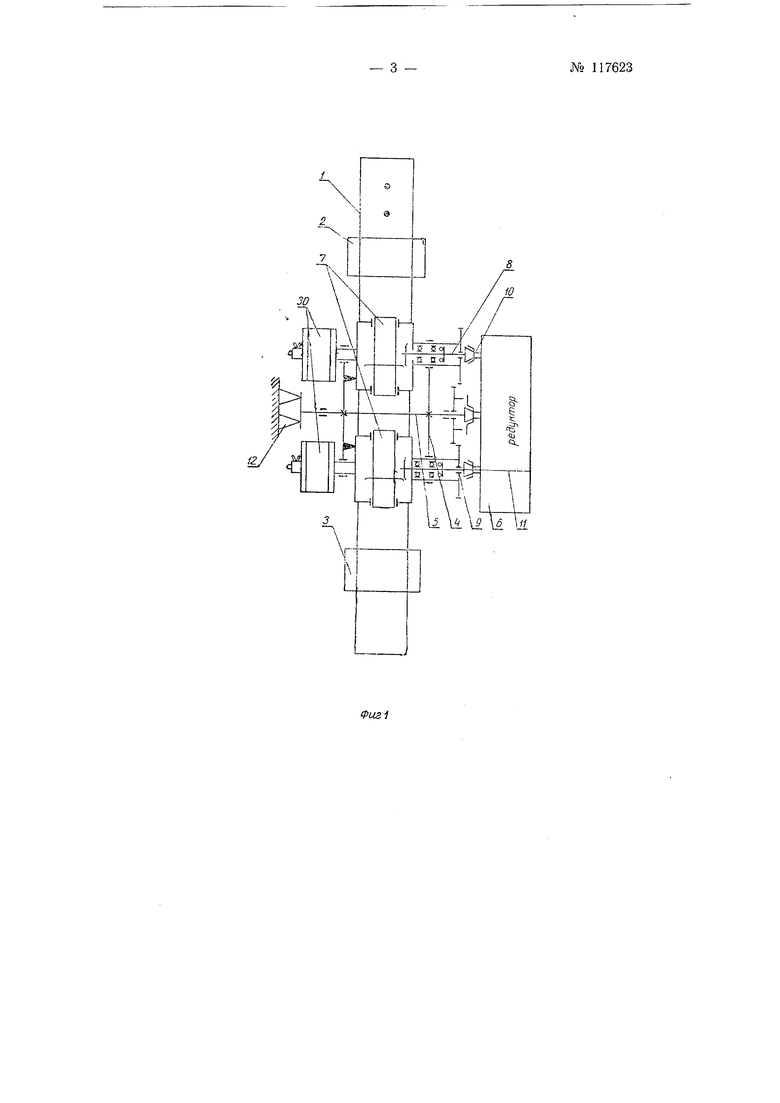
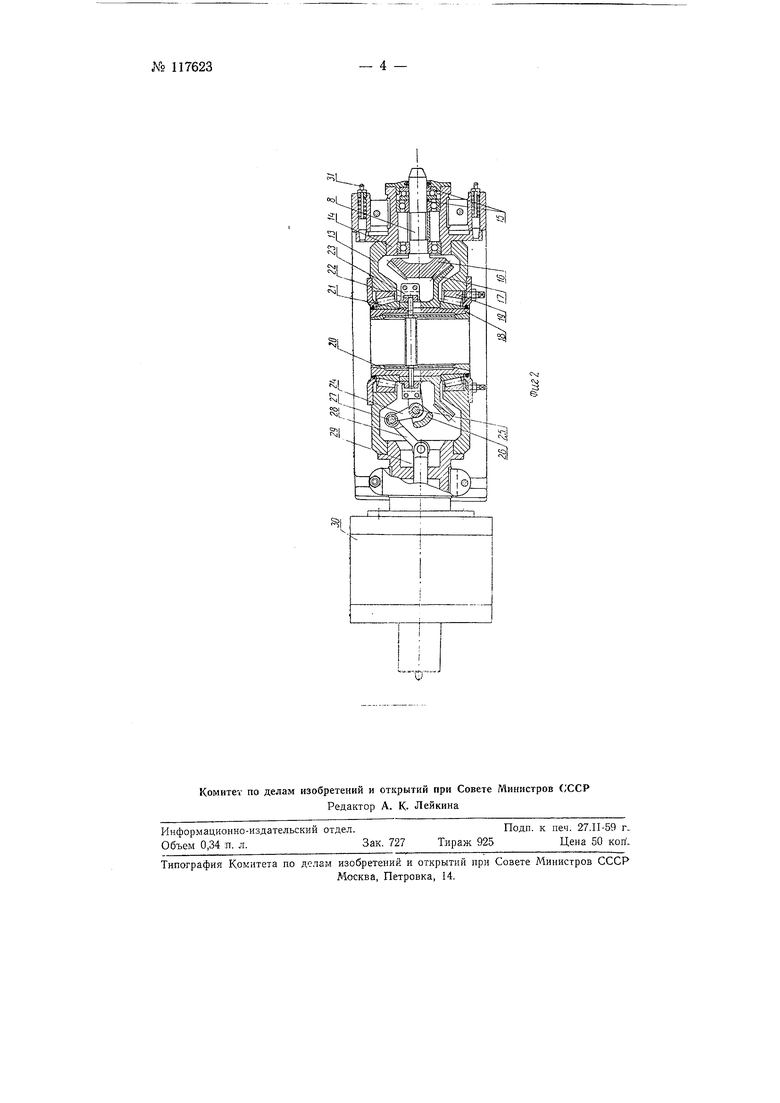
На фиг. 1 дана схема предлагаемого станка; на фиг. 2 показан пневматический зажим для обрабатываемой заготовки.
На станине / монтированы суппорты 2 и 5. Суппорт 2 несет резцедержатель для расточки, суппорт 3 - вихревую головку для нарезания резьбы.
Между суппортами помещена крестовина 4, закрепленная на валу 5, соединяемом с центральным валом редуктора 6.
На концах лучей крестовины 4 помещены пневматические зажимы 7 для обрабатываемых заготовок. При повороте центрального вала 5 поворачивается крестовина 4, следовательно, лучи крестовины перемещают пневматические зажимы 7 так, что передающие им вращение валы 8 и 9 меняются местами.
При этом один вал, например, вал 8, сцепляется с выходным валом 10 редуктора, расположенным со стороны суппорта 2 с резцедержателем и имеющим число оборотов, необходимое для ведения расточки. Вал 9 сцепляется с выходным валом // редуктора, расположенным со стороны суппорта 3 с вихревой головкой, имеюшим число оборотов, необходимое для нарезания резьбы вихревым методом. Валы 8 п 9 расположены соос№ 117623
но с валами 10 и // редуктора, а вал 5 крестовины 4 совпадает всегда с центральным валом редуктора. Все эти валы соединяются фрикционами. Фик)Сироваяие всей системы по осям валов осуществляется фиксаторами 12.
Пневматический зажим 7, закрепленный на конце луча крестовины 4, показан отдельно на фиг. 2. В корпус 13 вмонтирована втулка 14, в которой на подшипниках 15 установлен вал 8 или 9. Один конец вала 8 выполнен в виде конической шестерни 16, связанной с другой шестерней 17. Последняя неподвижно закреплена на шпинделе 18, который, в свою очередь, закреплен в подшипниках 19. В шпинделе 18 помешена двухсторонняя цанга 20, которая через штыри 21 и прорези в ступице шестерни 17 соединена со скользящим кольцом 22. Последнее охвачено разъемным ободом 23, приводимым в движение от вилки 24, свободно закрепленной на оси 25 стойки 26. Вилка 24 соединена через шарнир 27 с рычагом 28, который, в свою очередь, соединен со штоком 29 воздушного цилиндра 30.
Фиксаторы 31 фиксируют корпус 13 в определенном положении.
Предположим, что работа начинается с момента, когда в зажимах 7 еще нет деталей; валы 8 н 9 соединены быстродействующими фрикционами с валами 10 и 11 редуктора 6. Следовательно, вал 8 вращается с числом оборотов, необходимым для расточки детали, а вал 9 - с числом оборотов, необходимым для нарезания резьбы. Валы 8 и 9 приводят во вращение шпиндели 18 через конические пары 16 и 17. Вставляют заготовку в зажим 7 верхнего луча, отвадят фиксаторы 12 из отверстий плиты, неподвижно закрепленной на валу 5, и тем самым освобождают этот вал.
Крестовина 4 медленно поворачивается на угол 90°- В начале поворота ручка пневмозажима доходит до упора, и деталь зажимается. Следовательно, вал 8 уйдет вниз на 90°, а его место займет другой вал, с вложенной Б шпиндель деталью. После поворота на 90° фиксаторы 12 войдут в отверстие плиты, а фрикционы соединят снова валы 8 и 9 с валами 10 и //. Включают суппорты 2 и 3. Они одновременно надвигаются на шпинделя, в одном из которых имеется вращающаяся деталь. Суппорт 2 с этой стороны песет на себе резцедержатель с расточным резцом, движущимся по копиру.
Деталь растачивается. С другой стороны суппорт 3 с вихревой головкой пока идет вхолостую- в этом шпинделе детали еще нет. Во время расточки одной детали в верхний шпиндель вкладывают еще одну деталь. Через четыре цикла все четыре луча заполнены деталями. После расточки деталь придет на нарезку, причем без перестановки.
Предмет изобретения
Станок для расточки отверстий и нарезания в них резьбы с использованием редуктора, имеющего три выходных вала, из которых один получает вращение со скоростью, соответствующей расточке, а второй - нарезанию резьбы, отличающийся тем, что, с целью совмещения обеих операций во времени, пневматические зажимы для обрабатываемых заготовок закреплены на концах лучей крестовины, поворачиваемой центральным выходным валом редуктора, и каждый зажим снабжен передачей, сцепляемой последовательно с двумя остальными выходными валами редуктора, получающими вращение со скоростями, соответствующими расточке и нар езанию резьбы.
Сч 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| Автомат для непрерывного фрезерования | 1957 |
|
SU116422A1 |
| Станок для нарезания резьбы метчиками | 1982 |
|
SU1076223A1 |
| Станок токарно-винторезный универсальный | 2019 |
|
RU2737905C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Суппорт резьботокарного полуавтомата | 1974 |
|
SU584976A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| ПОЛУАВТОМАТИЧЕСКОЕ РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1972 |
|
SU339351A1 |