Отличительная особенность предложенного автомата для непрерывного фрезерования заключается в применении в автомате неподвижно установленных ступенчатых секторов, ограничивающих положения заготовок при их вертикальном перемещении с одной позиции обработки на другую.
Применение этих секторов обеспечивает сокращение времени o6i)aботки деталей в автомате.
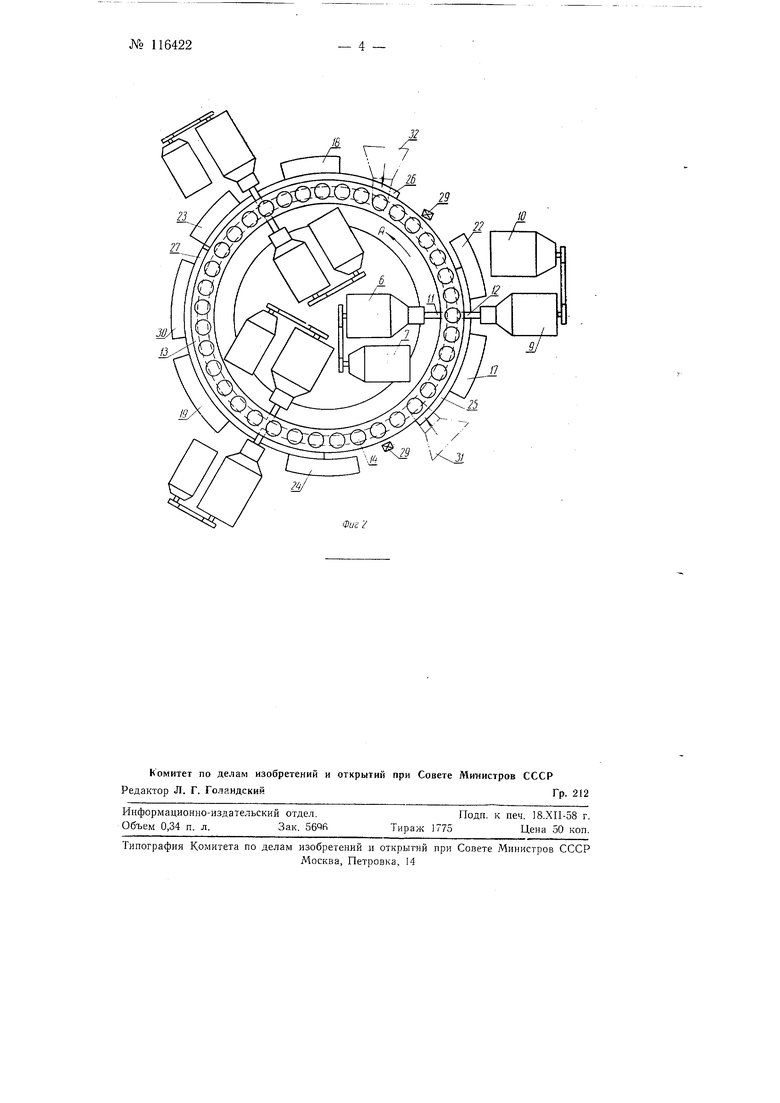
На фиг. 1 схематически изображен вертикальный разрез автомата, а на фиг. 2 - вид на него сверху. Карусельный стол 1 установлен на валу 2 и может вращаться на нем в направлении стрелки /1 в подшипниках и 4. На валу 2 жестко закреплена плита 5, на которой смонтированы три фрезерные головки 6 с соответствующими двигателями 7. Снаружи стола рядом с головками 6 на онорах 8 установлены фрезерные головки 9 с двигателями W. Расстояние между концами фрез // и 12 устанавливается в зависимости от расстояния между иазами обрабатываемых деталей. В цилиндрической стенке 13 стола 1 выполнены сквозные гнезда 14 и кольцевой вырез 15 для нрохода фрез II ii 12. Е стенке 13 рядом с гнездами 14 установлены винты 16, предназначенные для зажима обрабатываемых деталей. Ввинчивание этих винтов осу1цествляется посредством колодок 17, 18 и 19, установленных с 1возможностью скольжения на щтангах 20 и поджимаемых сверху пружинами 21. Колодки 22, 23 и 24, подпружиненные снизу, предназначены для вывинчивания винтов 16 и освобождения тем самым зажатых ими деталей. Под гнездами 14 стола 1 неподвижно установлены стуиенчатые секторы 25, 26 и 27, закрепленные на стойках 28. Секторы эти предназначены для ограничения положения обрабатываемых деталей при вертикальном перемещении их с одной позиции на другую.
Описываемый автомат может одновременно обрабатывать две разные группы деталей, например, детали с двумя парами пазов, расположенными на некотором расстоянии каждая и сдвинутыми одна относительно другой на некоторый угол, и детали с одной парой пазов. При
Ль 116422- 9 -
этом потоки двух разных групп деталей не смешиваются, так как загрузка их производится раздельно, а выгрузка контролируется конечными выключателями 29.
Так как на деталях первой группы одна пара пазов расположена на некотором расстоянии от другой, то после фрезеровки первой пары пазов детали освобождаются и под действием собственного веса падают с сектора 26 на сектор 27. Этот сектор расположен ниже предыдущего на величину расстояния между обеими парами пазов. Кроме того, в связи с тем, что эти пары пазов сдвинуты одна относительно другой на некоторый угол, рядом с сектором 27 помещена фрикционная лента 30, посредством которой осуществляется поворот обрабатываемых деталей.
После поворота деталей на заданный угол несущие их гнезда подходят к колодке 19, затем детали зажимаются, подводятся к фрезерным головкам и фрезеруются.
Обработка деталей на автомате протекает в следующей последовательности.
При совпадении отверстия загрузочного бункера 3 с подводимым к нему гнездом 14 заготовка детали второй группы падает в него. Далее попавщая в гнездо заготовка зажимается винтами 16, обкатывающимися по колодке 17. Усилия нажатия этих колодок регулируются пружинами 21. При дальнейшем вращении стола 1 очередная заготовка подводится к фрезам 11 и 12, осуществляющим одновременную обработку обоих пазов детали. После этого деталь вращением стола подводится к колодке 22, прижимающейся снизу к головкам винтов 16. У этой колодки происходит освобождение детали от винтов 16 и подача ее в приемный бункер (на чертеже не изображен).
За время приведенного выше рабочего цикла стол / поворачивается на 120 и очередное освобожденное от детали гнездо подходит к загрузочному бункеру 32. Этот бункер подает на обработку заготовки упомянутых выше деталей с двумя парами пазов. Операции загрузки деталей, зажима их и фрезерования первой пары пазов аналогичны тем же операциям при обработке деталей с одной парой пазов. После обработки первой пары пазов и отхода винтов 16 деталь не выпадает из гнезда, а опускается с сектора 26 на расположенный ниже сектор 27. Далее деталь поворачивается вследствие обкатывания ее по фрикционйой ленте 30.
При дальнейшем движении стола / происходит зажатие детали, обработка второй пары пазов, освобождеиие детали и ее падение в непоказанный на чертеже бункер.
При наличии в гнездах контролируемых уча стков стола невыпавших деталей конечные выключатели 29 автоматически выключают электродвигатель привода стола.
Для предупреждения возможности заедания деталей при их перемещении в гнездах и выгрузке из них, в автомате применены соответств ющие толкатели (на чертеже не изображены).
Предмет изобретения
Автомат для непрерывного фрезерования, состоящий из карусельного стола с гнездами для подвода заготовок к рабочему месту, подпружиненных колодок, взаимодействующих с головками винтов для зажима заготовок в гнездах стола, бункеров для подачи заготовок к столу, приводных фрезерных головок для фрезерования пазов в заготовках, толкателей для выталкивания готовых деталей из гнезд стола, отличающийся тем, что, с целью сокращения времени обработки, применены неподвижные ступенчатые секторы для ограничения положения заготовок при вертикальном перемещении их с одной позиции обработки на ,другую.

23 16 12 Ш а //
JI
х
/7
-
J
0
J5 20
J
U
V.
J-
