1 .1
Изобретение относится к обработке металлов давлением и может быть использовано при прессовании кругль1х и фасонных профилей.
Цель изобретения - снижение энергосиловых параметров прессования.
На фиг.1 изображено устройство, общий ВИД , на фиг. 2 - матрица и распределительная смазочная втулка с нанесенной на нее шероховатостью; на фиг. 3 - схема нанесения шероховатости ла валок с профилирующими канавками.
Устройство для прессования профирей содержит нагревательные элементы (индукторы ТВЧ) 1, которые расположены над прокатываемым листом металла 2, обжимные валки, нижний из которьк 3 - гладкий, а верхний 4 имеет профилирующие канавки 5. За валками расположен ножрезец 6, к которому крепится крышка 7 . В крышке 7 расположены сопрягающиеся распределительная смазочная втулка 8 и матрица 9. Перёд распределительной смазочной втулкой в крьшке имеется полость 10 для накопления смазки, образованная маслосъемником 11, сопрягающимся с верхним обжимным валком.
На внутренней поверхности смазочной втулки нанесены кольцевые микронеровности с уменьшающейся в сторону матрицы высотой. На профилирую1цих каравках валка нанесены микронеровности. 1-5 мкм: на дне - параллельно оси валка, а на боковых сторонах в радиальном направлении.
Устройство работает следуюпцим образом.
Обрабатываемый.лист перемещается .мимо нагревателей 1. После нагрева поверхностный слой обжимается в валках между профилированным валком А и холодной основой листа. Для прокатки к верхнему валку А подают смазку Резец срезает нагретьй и обжатый поверхностный слой- и направляет его
69922
в новый очаг деформации - к матрице. Смазка, которая нагнетается шероховатостью, выполненной в профилированных канавках верхнего валка, 5 накапливается в полости 10 для накопления смазки. Этому способствует и маслосъемник 11, протирающий смазку с обжимного валка..
Срезанный поверхностный слой и
0 смазка направляются в распределительную смазочную втулку 8, где смазка из полости 10 для накопления наносится на профиль равномерного по периметру. После деформации металла
5 в матрице 9 получается готовое изделие .
Наличие- перед матрицей распреде.лительной смазочной втулки способствуе.т созданию режима гидропрессо0 вания и условий однородного всестороннего сжатия, при этом улучшаются механические свойства изделий, а также стойкость инструмента. Кольцевой характер шероховатости обеспечивает
5 равномерное распределение смазки из полости накопления смазки по периметру заготовки, равномерное попадание смазки в канал матрицы, а следовательно, равномерный ее износ. Умень0 |шение шероховатости к сопряженному с матрицей торцу уменьшает толщину смазочного слоя, т.е. создается дополнительный эффект гидродинамического клина.
Таким, образом, и при обжиме листа, и. при прессовании профилей создаются условия гидродинамической связки, способствующие изменению характера сил трения, что, в свою очередь,
повьпиает стойкость валков и матриц, снижает энергосиловые параметры процесса.
Изобретение позволяет снизить энергосиловые параметры прессования
5 на 20-25%, повысить точность и качество получаемых изделий, .увеличить стойкость валков и матрицы в 2-3 раза.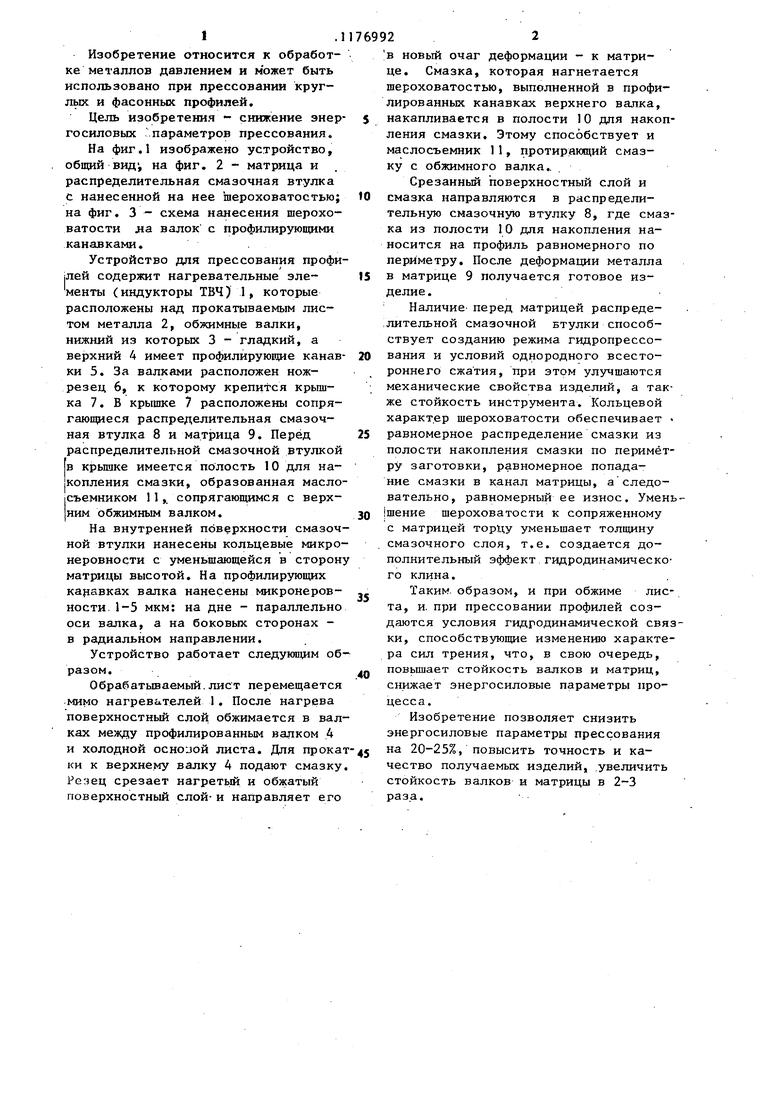
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| Прокатный валок | 1979 |
|
SU799846A1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
| Способ холодной прокатки тонких стальных полос | 2021 |
|
RU2769334C1 |
| Способ прокатки листовой стали | 1979 |
|
SU776676A1 |
| Роликовая волока | 1980 |
|
SU884783A1 |
| ВИНТОВАЯ ПАРА ОБЖИМНОГО ПРОКАТНОГО СТАНА | 2001 |
|
RU2198045C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2003 |
|
RU2256517C2 |
| Способ обработки комплекта рабочих валков | 1978 |
|
SU778836A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273546C2 |

УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПРОФИЛЕЙ, содержащее два обжимных валка, один из которых гладкий, а на другом выполнены профилирующее ка-. 11 Ю навки, ножи для среза обжатого материала, матрицы для выдавливания профилей, средства нагрева, отличающееся тем, что, с целью снижения энергосиловьрспараметров, оно снабжено смазочной втулкой и маслосборником, смазочная втулка установлена перед матрицей, маслосборник размещен между втулкой и валком с профилируннцими канавками, причем на дне профилирующей канавки валка нанесены микронеровности, параллельные оси валка, а. на ее боковых сторонах - в радиальном направлении, и на внутренней поверхности смазочной втулки нанесены кольцевые (/) микронеровности с уменьшающейся в сторону .матрицы высотой. 4 Од со со N9 PUZ. 1
| Перлин И.Л | |||
| и др | |||
| Теория прессо вания металлов | |||
| М.: Металлургия, 1975, с.127-136 | |||
| Способ прессования профилей | 1978 |
|
SU806194A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
