| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения непрерывно-литого слитка квадратного поперечного сечения | 1983 |
|
SU1177040A1 |
| Устройство для охлаждения непрерывно-литого слитка мелкого сечения | 1983 |
|
SU1192902A1 |
| Устройство для охлаждения непрерывнолитого слитка мелкого сечения | 1983 |
|
SU1129021A1 |
| Устройство для охлаждения непрерывно-литого слитка прямоугольного поперечного сечения | 1982 |
|
SU1148701A1 |
| Устройство для охлаждения непрерывнолитого слитка | 1983 |
|
SU1105275A1 |
| Способ охлаждения непрерывнолитого слитка мелкого сечения | 1983 |
|
SU1166888A1 |
| Способ охлаждения непрерывнолитого слитка | 1981 |
|
SU1103937A1 |
| Способ непрерывного литья стального слитка | 1988 |
|
SU1650334A1 |
| Способ охлаждения непрерывно-литого слитка | 1981 |
|
SU1044414A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
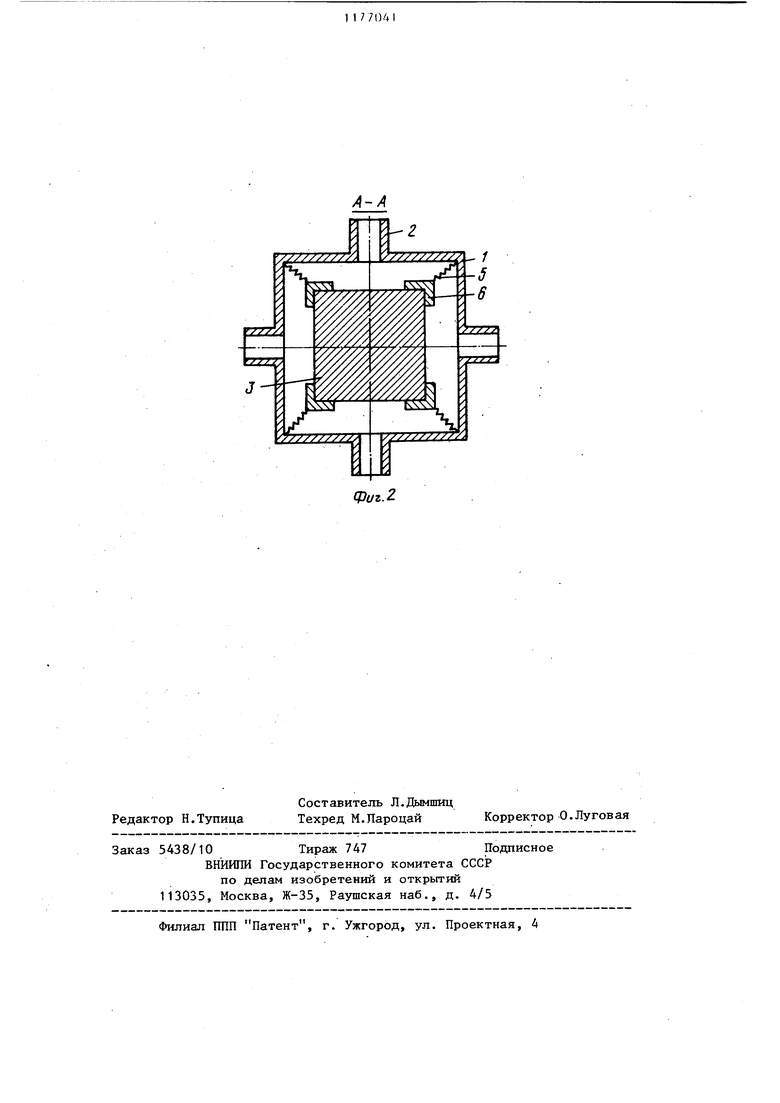
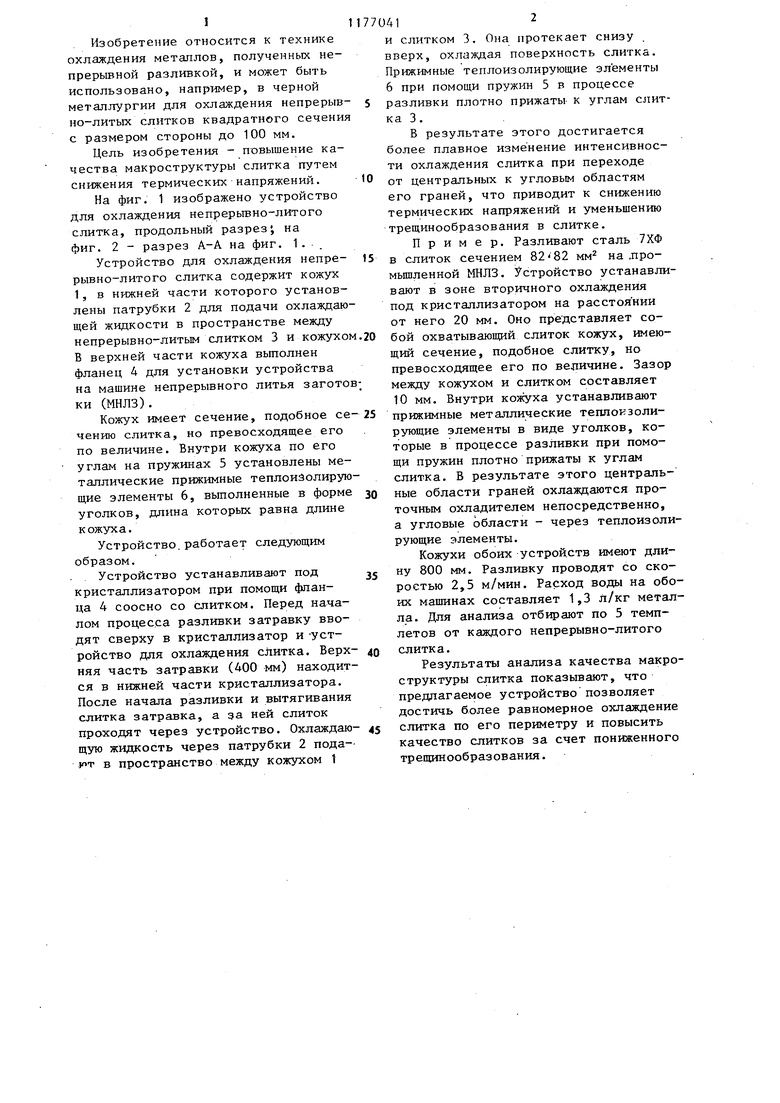
УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ НЕПРЕРЫВНО-ЛИТОГО СЛИТКА КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ, содержащее установленньй по оси разливки кожух, в нижней части которого посередине граней встроены патрубки подвода воды, отличающееся тем, что, с целью повьшения качества макроструктуры слитка путем снижения термических напряжений, кожух снабжен теплоизолирующими элементами, выполненными в виде уголков длиной, равной длине кожуха, расположенными внутри кожуха и закрепленными на пружинах в его углах.
1 Изобретение относится к технике охлаждения металлов, полученных непрерьшной разливкой, и может быть использовано, например, в черной металлургии для охлаждения непрерыв но-литых слитков квадратного сечени с размером стороны до 100 мм. Цель изобретения - повышение качества макроструктуры слитка путем снижения термических напряжений. На фиг. 1 изображено устройство для охлаждения непрерывно-литого слитка, продольный разрез, на фиг. 2 - разрез А-А на фиг. 1. . Устройство для охлаждения непрерывно-литого слитка содержит кожух 1, в нижней части которого установлены патрубки 2 для подачи охлаждаю щей жидкости в пространстве между непрерывно-литым слитком 3 и кожухо В верхней части кожуха вьшолнен фланец 4 для установки устройства на машине непрерывного литья загото ки (МНЛЗ). Кожух имеет сечение, подобное се чению слитка, но превосходящее его по величине. Внутри кожуха по его углам на пружинах 5 установлены металлические прижимные теплоизолирую щие элементы 6, выполненные в форме уголков, длина которых равна длине кожуха. Устройство.работает следующим образом. Устройство устанавливают под кристаллизатором при помощи фланца 4 соосно со слитком. Перед началом процесса разливки затравку вводят сверху в кристаллизатор и устройство для охлаждения слитка. Верх няя часть затравки (400 мм) находит ся в нижней части кристаллизатора. После начала разливки и вытягивания слитка затравка, а за ней слиток праходят через устройство. Охлаждаю щую жидкость через патрубки 2 подают в пространство между кожухом 1 412 и слитком 3. Она протекает снизу вверх, охлаждая поверхность слитка. Прижимные теплоизолирующие элементы 6 при помощи пружин 5 в процессе разливки плотно прижаты к углам слитка 3. В результате этого достигается более плавное изменение интенсивности охлаждения слитка при переходе от центральных к угловым областям его граней, что приводит к снижению термических напряжений и уменьшению трещинообразования в слитке. Пример. Разливают сталь 7ХФ в слиток сечением 8282 мм на .промьщ1ленной МНЛЗ. Устройство устанавливают в зоне вторичного охлаждения под кристаллизатором на расстоянии от него 20 мм. Оно представляет собой охватывающий слиток кожух, имеющий сечение, подобное слитку, но превосходящее его по величине. Зазор между кожухом и слитком составляет 10 мм. Внутри кожуха устанавливают прижимные металлические теплоизолирующие элементы в виде уголков, которые в процессе разливки при помощи пружин плотно прижаты к углам слитка. В результате этого центрапьные области граней охлаждаются проточным охладителем непосредственно, а угловые области - через теплоизолирующие элементы. Кожухи обоих устройств имеют длину 800 мм. Разливку проводят со скоростью 2,5 м/мин. Расход воды на обоих машинах составляет 1,3 л/кг металла. Для анализа отбирают по 5 темплетов от каждого непрерывно-литого слитка. Результаты анализа качества макроструктуры слитка показывают, что предлагаемое устройство позволяет достичь более равномерное охлаждение слитка по его периметру и повысить качество слитков за счет пониженного трещинообразования.
| ПРЕПЯТСТВИЕ ПЕРЕМЕЩЕНИЮ РАСПЛАВЛЕННЫХ МАТЕРИАЛОВ АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 1996 |
|
RU2168217C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Устройство для охлаждения непрерывно-литого слитка прямоугольного поперечного сечения | 1982 |
|
SU1148701A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
