(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ
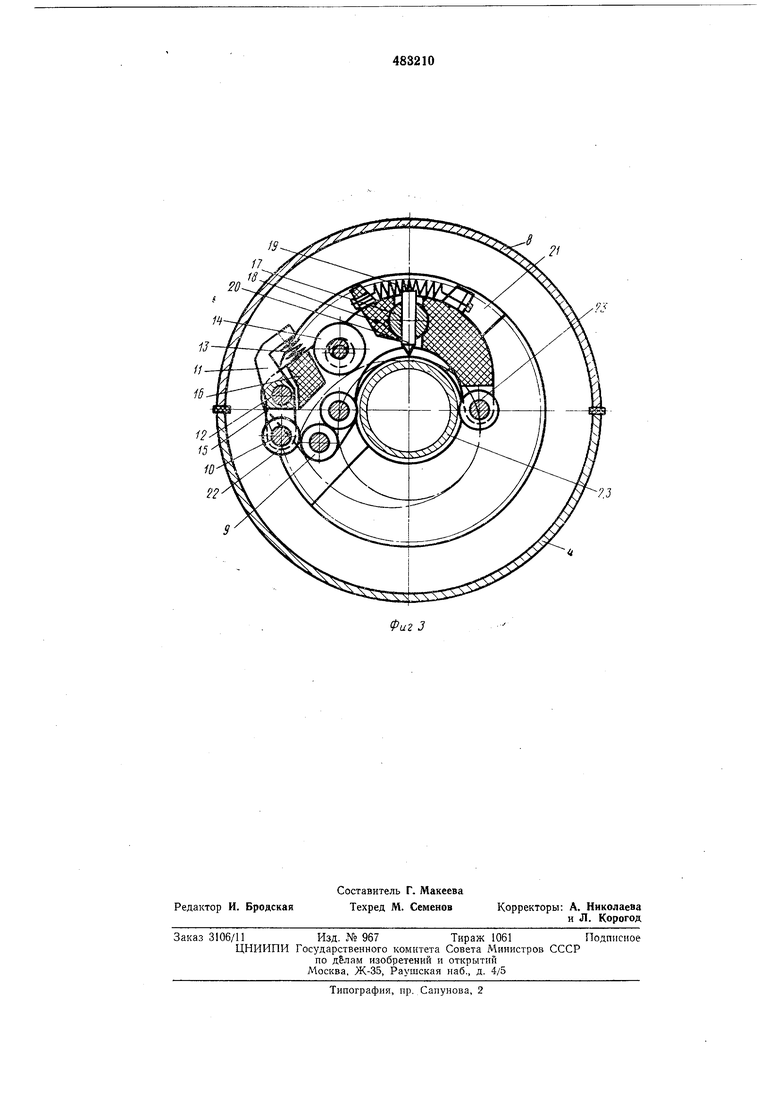
жен рычаг 18. Эти два рычага на оси образуют ножницы, сжимаемые пружиной 19. Ось рычагов является одновременно держателем для электрода 20, который связан с токоведущей шестерней 21. Рычаги 16 и 18 опираются на трубу роликами 22 и 23. Ролик 9 получает вращение от ролика 22, который перекатывается по свариваемому изделию.
Ролики 9, 10, 22 и 23 выполнены в виде шестерен для лучшего зацепления между собой и с трубой, а ролик 10 имеет кольцевую проточку для удержания проволоки.
При необходимости сварки корневого шва без подачи присадочной проволоки электрододержателю сообш,ают движение по направлению навивки спирали, при этом ролик-ловитель своими ребрами отталкивает ближайший виток проволоки от шва, копир двигается по дну разделки, вследствие чего проволока в разделку не подается.
При сварке с подачей тонкой присадочной проволоки электрододержателю сообщают движение навстречу навивки спирали из присадочной проволоки. В этом случае конец спирали захватывается канавкой ролика-ловителя, который катится к разделке и направляет его под. копир. Копир, в свою очередь, дожимает присадочную проволоку в дугу неплавящегося электрода.
При сварке с подачей более толстой присадочной проволоки направление движения электрододержателя также навстречу навивке спирали, при этом конец спирали доллсен
быть вставлен в пару роликов (подающего и прижимного), так, чтобы он касался и ролика на эксцентрике, которым проволока поджимается под неплавящийся электрод.
Предмет изобретения
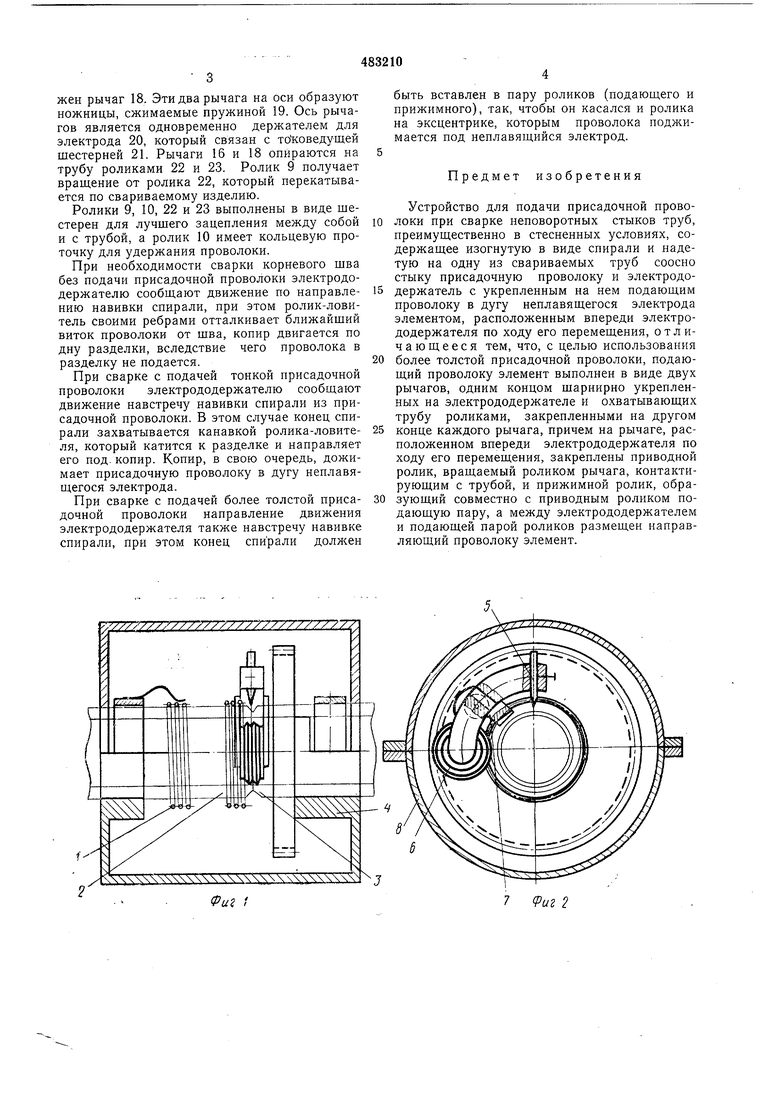
Устройство для подачи присадочной проволоки при сварке неповоротных стыков труб, преимущественно в стесненных условиях, содержащее изогнутую в виде спирали и надетую на одну из свариваемых труб соосно стыку присадочную проволоку и электрододержатель с укрепленным на нем подающим проволоку в дугу неплавящегося электрода элементом, расположенным впереди электрододержателя по ходу его перемещения, отличающееся тем, что, с целью использования
более толстой присадочной проволоки, подающий проволоку элемент выполнен в виде двух рычагов, одним концом шарнирно укрепленных на электрододержателе и охватывающих трубу роликами, закрепленными на другом
конце каждого рычага, причем на рычаге, расположенном впереди электрододержателя по ходу его перемещения, закреплены приводной ролик, вращаемый роликом рычага, контактирующим с трубой, и прижимной ролик, образующий совместно с приводным роликом подающую пару, а между электрододержателем и подающей парой роликов размещен направляющий проволоку элемент.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837682A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU829374A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1183320A1 |
19
2i
