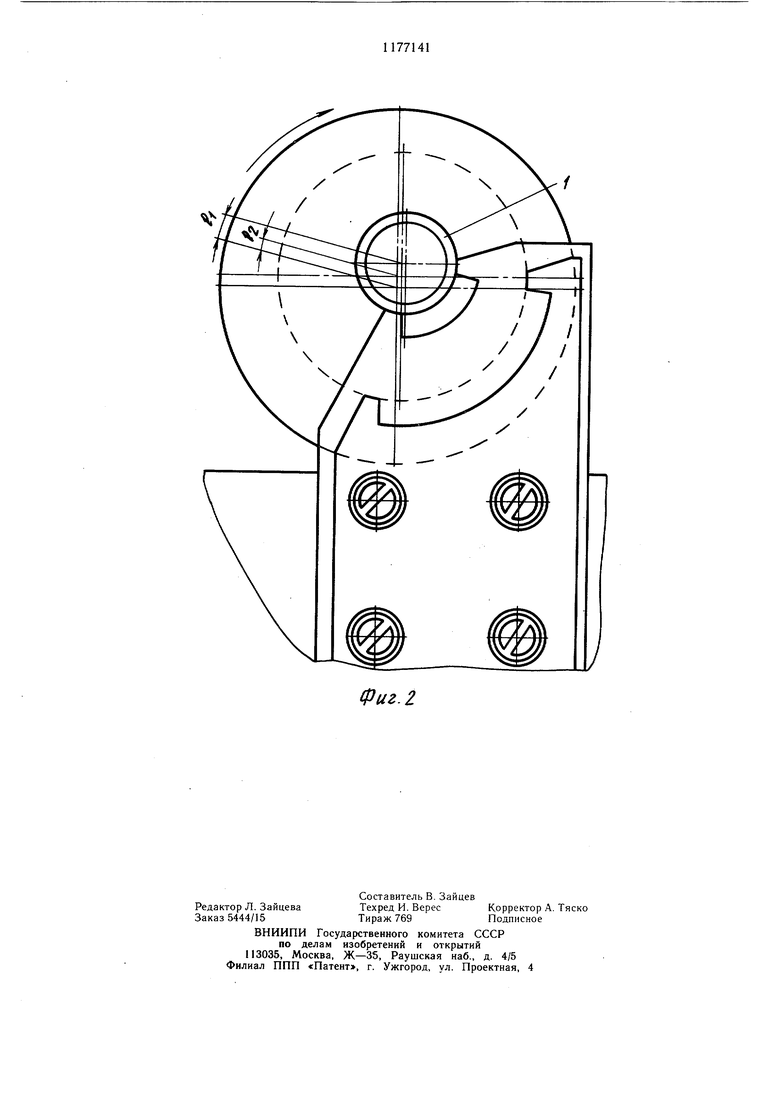
Изобретение относится к бесцентровой обработке изделий типа колец приборных подшипников качения и может быть использовано в подшипниковой промышленности. Целью изобретения является повышение точности бесцентровой обработки колец приборных подшипников за счет ликвидации деформации тонкостенных колец посредством плоской шайбы. На фиг. 1 показано устройство, реализуюш,ее способ вид сбоку; на фиг. 2 - то же, вид спереди. Устройство, реализуюш,ее способ бесцентровой обработки изделий типа тонкостенного приборного кольца 1, содержит шпиндель 2 с расположенным на конце магнитным патроном 3, к плоскому торцу 4 которого осуш.ествляется прижатие кольца 1. В радиальном направлении кольцо устанавливается на опоры 5 с эксцентриситетом li относительно оси 6 шпинделя 2. Сменный прижимной элемент из ферромагнитного материала выполнен в виде плоской шайбы 7, базируется на дополнительные радиальные опоры 8, смещенные по оси шпинделя 6 от плоского торца 4 на расстояние, несколько превышаюшее толшину обрабатываемого кольца 1. Прижимной элемент устанавливают со своим эксцентриситетом Ь относительно оси 6 шпинделя 2, отличным от эксцетриситета установки кольца li. Масса прижимного элемента 7 в 20- 30 раз должна превышать массу кольца. При меньшем значении массы прижимного элемента уменьшается усилие прижима кольца к плоскости магнитного патрона, что может привести к остановке вращения кольца при приложении усилий резания. Увеличение массы прижимного элемента 7 спосоюбсгвует износу колец по сопрягаемым торцам. Наружный диаметр прижимного элемента в 2-3 раза превышет наружный диаметр изделия. При увеличении диаметра прижимного элемента обработка становится невозможной из-за появления вибрации и неуг стойчивости его врашения. Уменьшение диаметра ниже указаГнного диапазона снижает усилие притягивания кольца к патрону, увеличиваются скорости проскальзывания, что также отрицательно влияет на процесс обработки. Соотношение величии эксцентриситетов выбирают исходя из условий обеспечения минимальных деформаций обрабатываемого кольца в радаальном и осевом направлениях. Предлагаемый способ реализуется следуюшим образом. При установленном прижимном элементе 7 на радиальные опоры 8 производят загрузку, кольца 1. Кольцо устанавливается на собственные радиальные опоры 5 эксцентрично оси шпинделя б на величину li, равную 0,2 мм и прижимается к плоскому торцу 4 магнитного патрона 3. Установленное кольцо находится под воздействием осевого усилия от прижимного элемента, через который замыкается магнитный поток. При вращении шпинделя 2 за счет эксцентриситетов li и 12 происходит прижатие обрабатываемого изделия и плоской шайбы к радиальным опорам 5 и 8. Кроме того, к опорам обрабатываемое изделие дополнительно прижимается радиальной составляющей усилия от давления обрабатывающего инструмента.
Фиг. г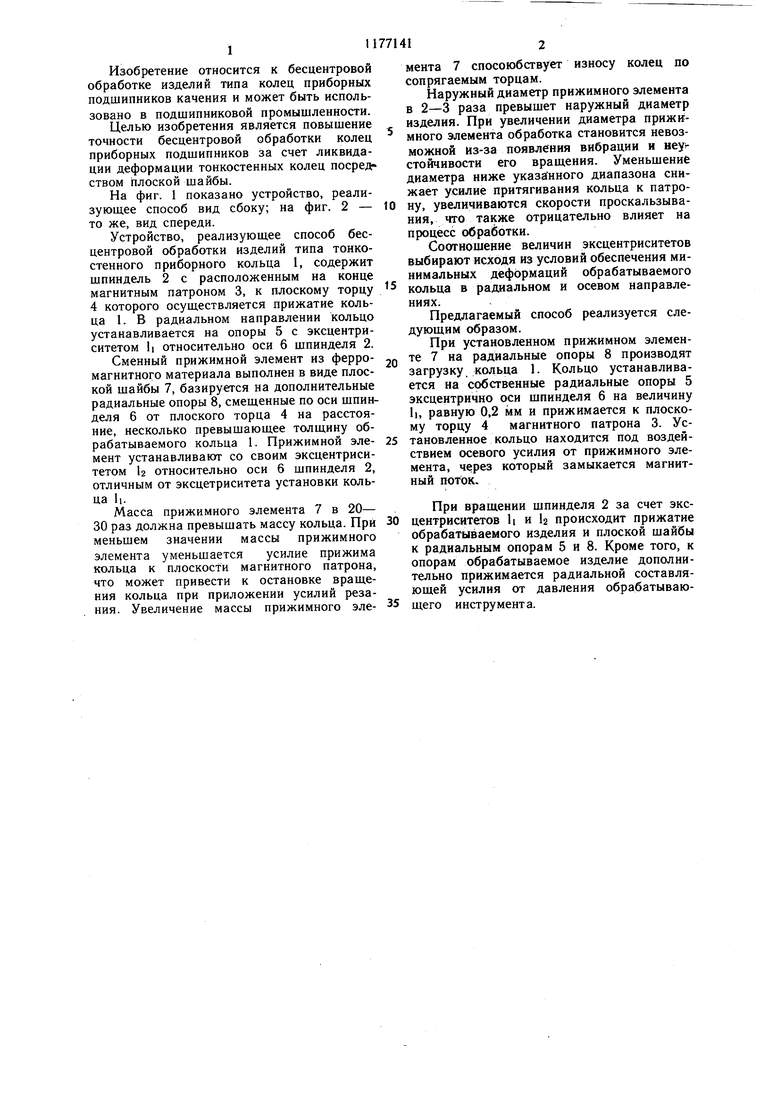
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| Устройство для базирования и вращения деталей типа колец | 1975 |
|
SU618263A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУГЛЫХ ДЕТАЛЕЙ | 1969 |
|
SU241903A1 |
| Устройство для шлифования поверхностей вращения | 1978 |
|
SU766833A1 |
| УСТРОЙСТВО для КРЕПЛЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПРИБОРНЫХ ПОДШИПНИКОВ | 1972 |
|
SU337241A1 |
| УСТРОЙСТВО для БЕСЦЕНТРОВОЙ ОБРАБОТКИ ИЗДЕЛИЯ | 1970 |
|
SU258870A1 |
| УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU365244A1 |
| УСТРОЙСТВО для БАЗИРОВАНИЯ И ВРАЩЕНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПРИБОРНЫХ ПОДШИПНИКОВ | 1972 |
|
SU360198A1 |
| Способ обработки деталей типа колец подшипников | 1977 |
|
SU859113A1 |
| Устройство для бесцентрового базирования и вращения колец миниатюрных подшипников качения | 1982 |
|
SU1060422A1 |
СПОСОБ БАЗИРОВАНИЯ КОЛЕЦ ПОДШИПНИКОВ ПРИ БЕСЦЕНТРОВОЙ ОБРАБОТКЕ, при котором деталь устанавливают эксцентрично оси шпинделя на радиальные опоры и прижимают по торцу к плоскости магнитного патрона сменным прижимным элементом из ферромагнитного материала, отличающийся тем, что, с целью повышения точности при обработке колец приборных подшипников, сменный прижимной элемент выбирают в плоской шайбы и дополнительно базируют на радиальные опоры эксцентрично относительно кольца, при этом соотношение диаметров, масс и эксцентриситетов принимают -f 20-30; ,4-0,6, где mi, di и Ь - соответственно масса, диаметр и эксцентриситет установки кольца; та, dz и Ь соответственно масса, диаметр и эксцентриситет установки прижимного элемента. i (Л 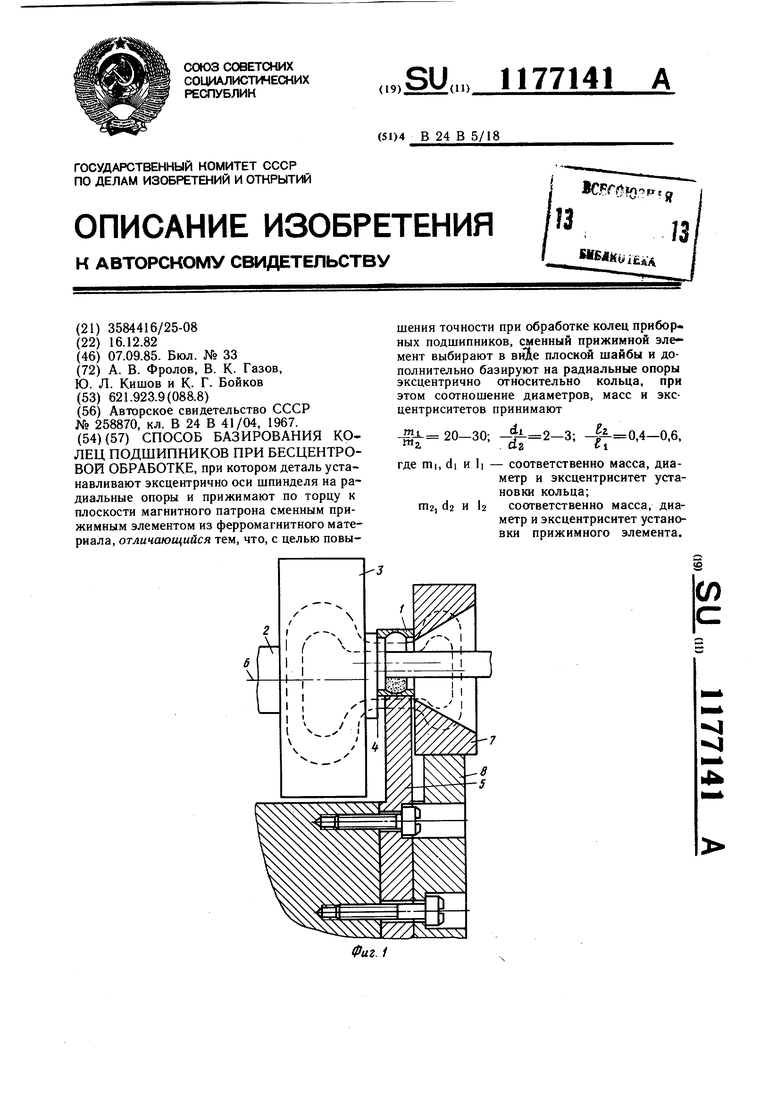
| УСТРОЙСТВО для БЕСЦЕНТРОВОЙ ОБРАБОТКИ ИЗДЕЛИЯ | 0 |
|
SU258870A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
