Изобретение относится к устройствам для нанесения покрытий на стальную полосу способом погружения в ванну с расплавом металла покрытия (цинк, алюминий и др.), в частности к газовым.ножам для удаления излишков металлического покрытия с полосы металла.
Известен газовый нож для удаления излишков металлического покрытия с полосы металла, содержаший газовый коллектор, выходной распределитель, сетчатый экран, губки, образуюшие ш,елевое сопло переменного профиля. Профиль ш.елевого сопла выполнен переменным с изменением ширины зазора между губками по длине ш,ели с максимальным зазором по краям ножа и минимальным по середине. Профиль кривизны рабочих поверхностей губок, образуюш,их шель, постоянен и может быть изменен только заменой самих губок или вкладышей в них 1.
Во время работы оцинковального агрегата меняются параметры полосы: ширина, толщина, толшина покрытия, скорость прохождения полосы, материал покрытия. В зависимости от этого необходимо иметь боль 1юе количество губок ножей или их вкладышей и требуются большие затраты времени на их подгонку и доводку. Доводка производится вручную, требует тончайшей шлифовки и полировки с применением притирочных паст. При этом затруднен контроль выполнения губок согласно заданным размерам, так как требуется делать проверку профиля шели на большом числе участков.
Известен газовый нож для удаления излишков металлического покрытия с полосы металла, содержаший газовый коллектор с губками, образуюшими шелевое сопло переменного профиля и узел для изменения профиля сопла 2.
Однако известное устройство не обеспечивает равномерности покрытия, так как при изменении профиля ш.ели деформируется только та часть губки, на которую оказывает воздействие червячно-винтовой нажимной механизм, остальнь1е зоны губки находятся в стесненных условиях деформации. На распределение газового потока и, следовательно, и равномерность покрытия существенное влияние оказывает плавность профиля щели и соответствие ее параболическому профилю. При деформации губок в известном устройстве жесткое закрепление губки к корпусу пе дает возможности полного совпадения реального профиля щели с желаемым параболическим.
Цель изобретения - обеспечение универсальности ножа путем обеспечения возможности регулировки профиля щели сопла тем самым повышение качества покрытия.
Эта цель достигается тем, что в газовом ноже для удалениия излишков металлического покрытия с полосы металла, содержащем газовый коллектор с губками, образующими щелевое сопло переменного профиля, и узел для изменения профиля щелевого сопла, последний выполнен в виде пластинчатых накладок, жестко закрепленных на концах губок и нажимных винтов, установленных по всей длине губок.
На фиг. 1 изображен предлагаемый газовый нож, общий вид; на фиг. 2 - разрез
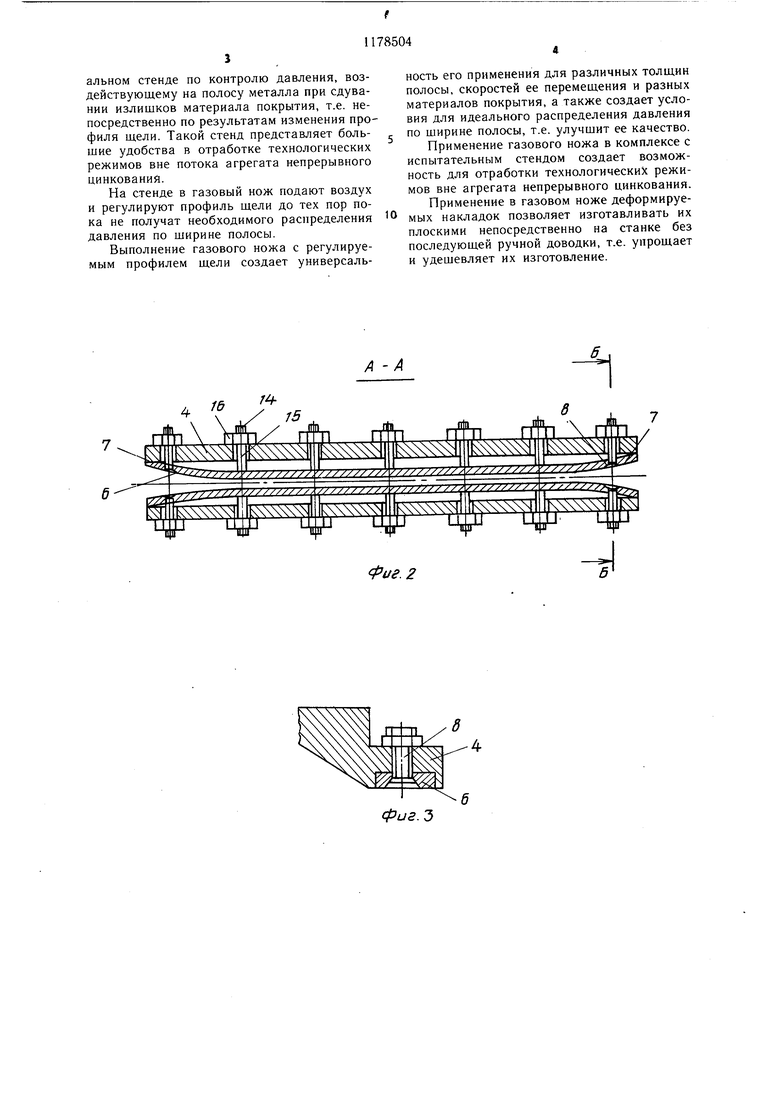
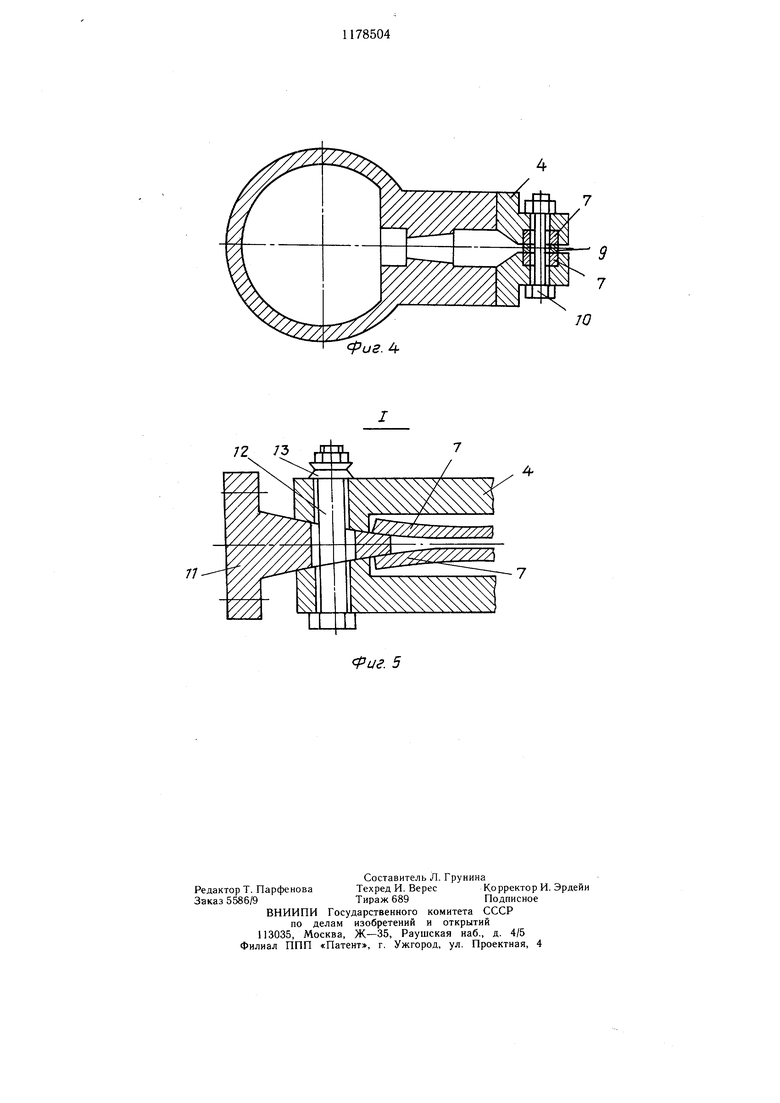
А-А на фиг. 1; на фиг. 3 - крепление концов накладок с помощью болтов со сферической головкой; на фиг. 4 - крепление концов накладок с помощью промежуточного листа; на фиг. 5 - крепление накладок с помощью распорного элемента с клиновидными поверхностями.
Газовый нож для удаления излищков металлического покрытия с полосы металла содержит газовый коллектор 1, выходной распределитель 2, сетчатый экран 3, губки 4,
0 образующие щель 5. Газовый нож снабжен пластинчатыми накладками 6, установленными на сторонах губок 4, образующих щель 5. Концы 7 пластинчатых накладок 6 жестко закреплены с губками 4. Это крепление может быть выполнено либо с помощью болтов 8 со сферической головкой (фиг. 3), либо с помощью промежуточной пластины 9, устанавливаемой между концами 7 пластинчатых накладок б и стяжного болта 10 (фиг. 4). Для возможности
0 регулирования величины щели 5 между концами 7 пластинчатых накладок 6 может быть использован распорный элемент 11 с клиновыми поверхностями (фиг. 5). В этом случае стяжной болт 12 снабжается пружиной 13. Нажимные винты 14 установлены на
5 определенном расстоянии друг от друга по длине губок 4.
Возможно использование одной пластинчатой накладки 6 на губках 4. .Нажимные винты 14 связаны резьбой 15 с губками 4 и фиксируются от отворачивания гайкой 16. Возможны и другие исполнения нажимных винтов.
Для настройки необходимого профиля щели 5 газового ножа вращают нажимные винты 14, связанные резьбой 15 с губками 4, и деформируют пластинчатые накладки 6. Профиль щели 5 контролируется с помощью обычного мерительного инструмента. После установки необходимого профиля щели 5 газовый нож устанавливают в поток
Q агрегата непрерывного цинкования. При необходимости во время работы возможно оперативное вмещательство по настройке профиля щели 5 газового ножа, не прерывая потока воздуха, т.е. не нарушая непрерывности работы агрегата непрерывного цинко5 вания.
Настройка профиля щели 5 газового ножа может производиться также на специальном стенде по контролю давления, воздействующему на полосу металла при сдувании излишков материала покрытия, т.е. непосредственно по результатам изменения профиля щели. Такой стенд представляет больщие удобства в отработке технологических режимов вне потока агрегата непрерывного цинкования.
На стенде в газовый нож подают воздух и регулируют профиль щели до тех пор пока не получат необходимого распределения давления по щирине полосы.
Выполнение газового ножа с регулируемым профилем щели создает универсальность его применения для различных толщин полосы, скоростей ее перемещения и разных материалов покрытия, а также создает условия для идеального распределения давления по щирине полосы, т.е. улучщит ее качество.
Применение газового ножа в комплексе с испытательным стендом создает возможность для отработки технологических режимов вне агрегата непрерывного цинкования.
Применение в газовом ноже деформируемых накладок позволяет изготавливать их плоскими непосредственно на станке без последующей ручной доводки, т.е. упрощает и удешевляет их изготовление.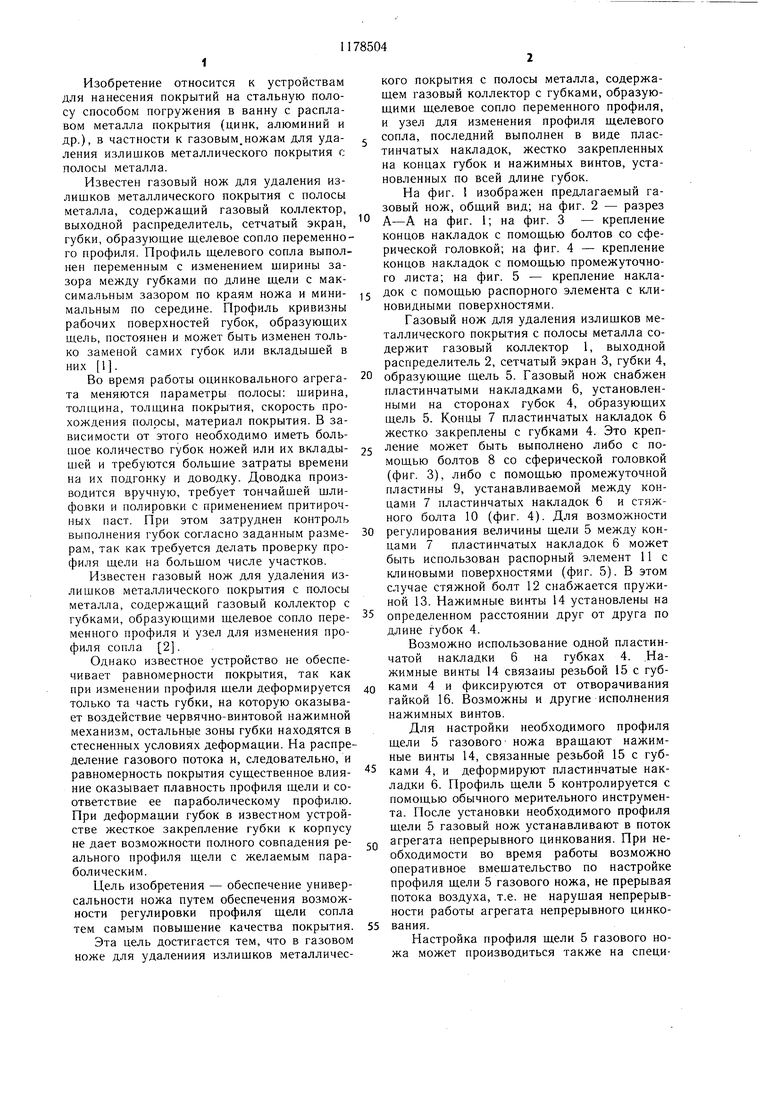
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовый нож для удаления излишков металлического покрытия с полосы металла | 1978 |
|
SU889134A1 |
| ИНСТРУМЕНТ ДЛЯ РЕЗКИ МЕТАЛЛИЧЕСКИХ ПРУТКОВ | 2005 |
|
RU2334598C2 |
| Устройство для формирования металлического покрытия из расплава | 1981 |
|
SU939590A1 |
| КЛЕЩИ-КУСАЧКИ | 2000 |
|
RU2190507C2 |
| Щелевой мундштук | 1973 |
|
SU719487A3 |
| Устройство для регулирования толщины покрытия | 1980 |
|
SU899707A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ ПРИ НЕПРЕРЫВНОМ ГОРЯЧЕМ ЦИНКОВАНИИ | 2005 |
|
RU2288968C2 |
| Устройство для формирования на полосе металлического покрытия из расплава | 1986 |
|
SU1571100A1 |
| Регулируемая форсунка для двухпоточного диспергирования металлического расплава | 2021 |
|
RU2756902C1 |
| ЯЧЕЙКА ПОКРЫТИЯ | 1993 |
|
RU2067644C1 |
ГАЗОВЫЙ НОЖ ДЛЯ УДАЛЕ НИЯ ИЗЛИШКОВ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ с полосы МЕТАЛЛА, содержащий газовый коллектор с губками, образующими щелевое сопло переменного профиля, и узел для изменения профиля щелевого сопла, отличающийся тем, что, с целью повышения качества покрытия, узел для изменения профиля щели выполнен в виде пластинчатых накладок, жестко закрепленных на концах губок и нажимных винтов, установленных по всей длине губок. В (Л 00 сд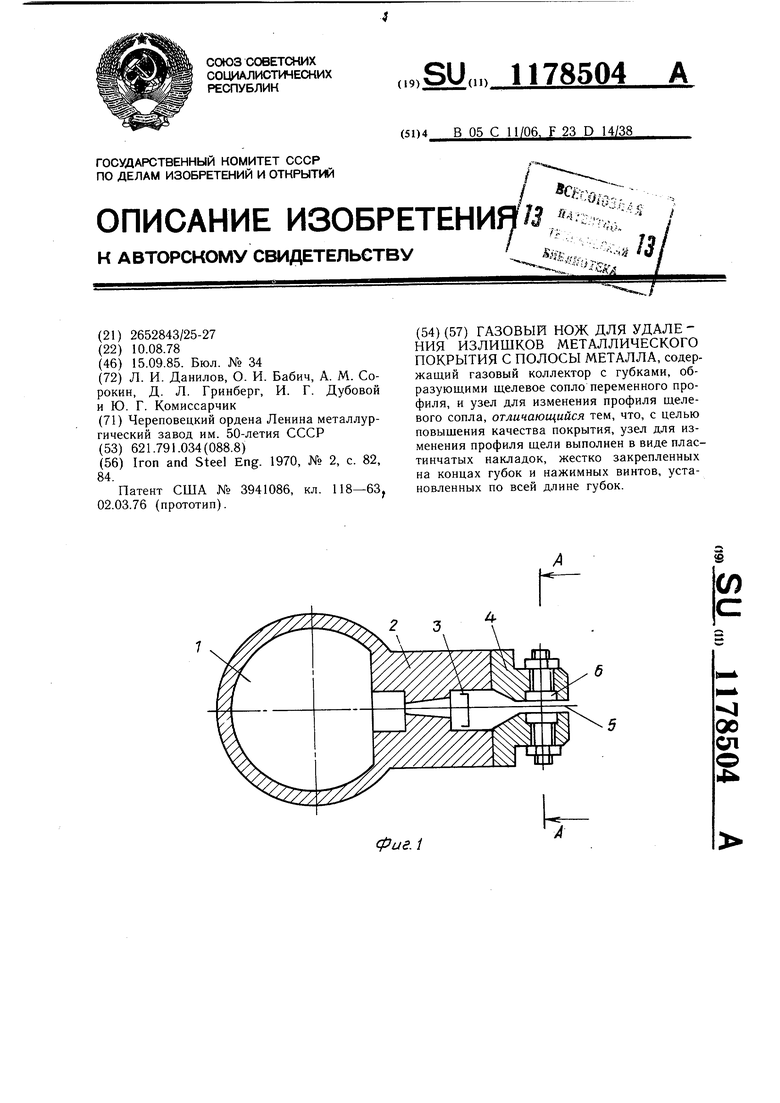
А -А
Фиг. 2
8
Фиг.Ъ
12 1Ъ
/
ю
fus. 4
. 5
| Iron and Steel Eng | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Патент США № 3941086, кл | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
