(54) ГАЗОВЫЙ НОЖ ДЛЯ УДАЛЕНИЯ ИЗЛИШКОВ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ С ПОЛОСЫ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовый нож для удаления излишков металлического покрытия с полосы металла | 1978 |
|
SU1178504A1 |
| Способ удаления снега, гололеда и влаги с дорожного покрытия и машина для его осуществления | 1990 |
|
SU1690549A3 |
| Устройство для формирования металлического покрытия из расплава | 1981 |
|
SU939590A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2015 |
|
RU2589169C1 |
| Устройство для получения штапельного волокна | 1985 |
|
SU1330091A1 |
| Газовый затвор протяжной печи | 1982 |
|
SU1040316A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ ПРИ НЕПРЕРЫВНОМ ГОРЯЧЕМ ЦИНКОВАНИИ | 2005 |
|
RU2288968C2 |
| Устройство для охлаждения проката | 1980 |
|
SU990833A1 |
| Проводка прокатной клети | 1980 |
|
SU858962A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ МЕТАЛЛА В ОДНОСТОПНОЙ КОЛПАКОВОЙ ПЕЧИ | 1997 |
|
RU2132884C1 |
Изобретение относится к устройствам для нанесения покрытий на стальную полосу способом погружения в ванну с расплавом металла покрытия (цинк, алюминий и др.), в частности к газовым ножам для удаления излишков металлического покрытия с поломы металла. Известен газовый нож для удален ия излишков металлического покрытия с полосы металла, содержаший газовый коллектор, выходной распределитель, сетчатый экран, губки, образуюшие шелевое сопло переменного профиля. Профиль шелевого сопла выполнен переменным с изменением ширины зазора между губками по длине щели 1. Однако этот нож не обеспечивает изменение длины щели в зависимости от ширины полосы металла. Известен газовый нож для удаления металлического покрытия с полосы металла, содержащий коллектор, патрубок со смесительной полрстью, губки, образующие щелевое сопло, систему подвода газа к коллектору в виде гибких шлангов. Однако длина щели в этом устройстве изменяется в зависимости от ширины полосы металла путем выбора патрубка коллектора с необходимой шириной щели и установки его путем поворота коллектора в рабочее положение. Снабжение коллектора несколькими патрубками усложняет конструкцию и не обеспечивает широкого диапазона длины щели в зависимости от изменения щирины полосы металла и требуемой надежности работы. Перекрытие патрубков в нерабочем состоянии производится задвижками и требует дополнительного уплотнения их. Обеспечение надежности и установки задвижек при большой длине щели (до 1700 мм) и установка на их место в рабочем положении сетчатого экрана затруднены. Кроме того, выполнение на коллекторе нескольких патрубков препятствует необходимому приближению газового ножа к поверхности ванны с расплавленным металлом покрытия. В процессе работыпроисходит загрязнение щелей патрубков, находящихся в нерабочем состоянии, и перед установкой их в рабочее положение требуется дополнительное время на прочистку щели. Для замены газового ножа требуется остановка агрегата непрерывного цинкования.
Цель изобретения - повышение надежности газового ножа.
Цель достигается тем, что в газовом ноже для удаления излишков металлического покрытия с полосы: металла, содержащем коллектор, патрубок со смесительной полостью губки, образующие щелевое сопло, и систему подвода газа к коллектору выполненную в виде гибких щлангов, соединенных с .источником газа, в коллекторе и смесительной полостИ: закреплены поперечно расположенные перегородки, при этом каждая образованная перегородками полость соединена гибким Щлангом с источником газа, а перегородки, установленные в смесительной полости, выполнены переменного профиля с суживающимся сечением в сторону истечения газа.
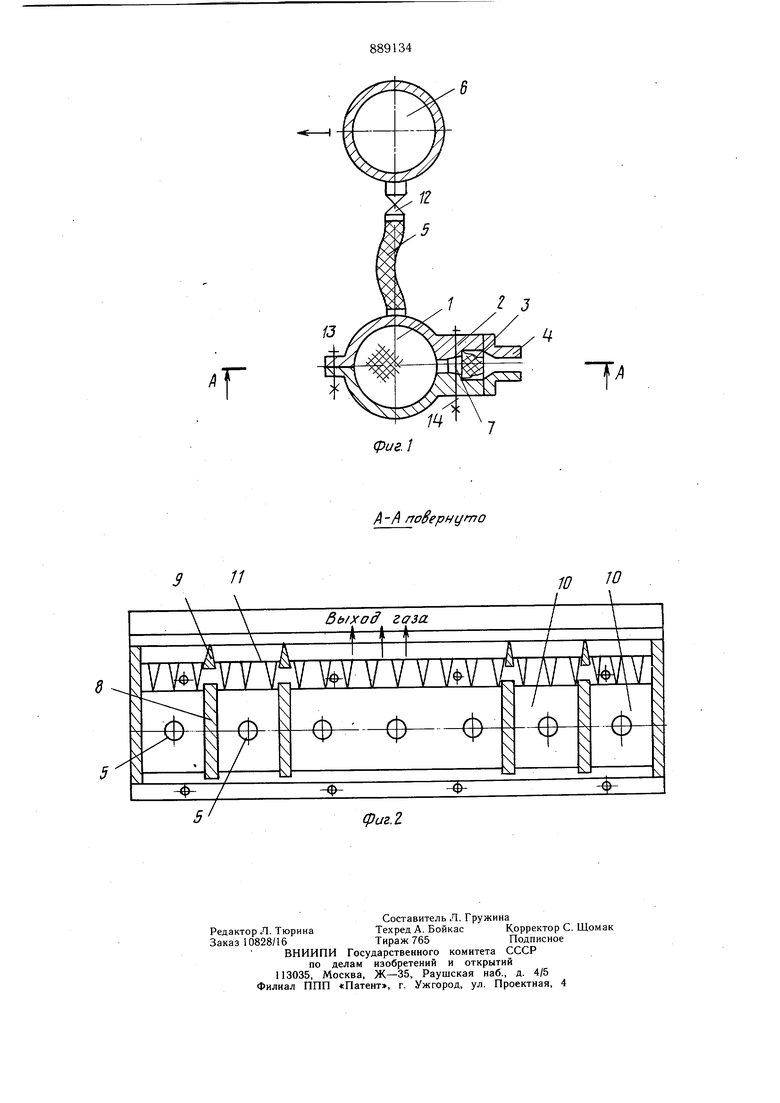
На фиг. 1 изображен предложенный газовый нож; общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Газовый нож для удаления излишков металлического покрытия; с полосы металла содержит коллектор I И размещенный на нем патрубок 2 со смесительной полостью 3, губки 4, систему подвода газа к коллектору в виде гибких шлангов 5 с распределителем б, соединенным с источником газа. Коллектор 1 выполняется длиной, соразмерной с максимальной шириной полосы металла. Смесительная полость 3 патрубка соединена с полостью коллектора.системой проходных отверстий 7. Цатрубок 2 выполняется длиной, равной длине коллектора. Губки 4 прикреплены к выходной части патрубка 2. Церегородки 8 и 9 установлены поперек коллектора 1 и смесительной полости 3 (перпендикулярно их продольной оси) напротив друг друга и разделяют смесительную полость и полость коллектора на ряд отдельных полостей 10 и 11. Каждая полость имеет индивидуальный подвод в виде шлангов 5, снабженных устройством 12 для отключения этого подвода. Для обеспечения плавности потока газа на границах полостей 11 перегородки 9 смесительных полостей 3 выполнены переменного профиля с постепенным сужением в сторону истечения газа, например клиновидными. Количество перегородок 8 и 9 и расстояние между ними зависит от диапазона величины ширины полосы металла.
Для установки перегородок 8 и 9 коллектор с патрубком 2 может быть выполнен разъемным и соединен с помощью болтов
13 и 14, а перегородки могут устанавливаться либо неподвижно, либо с возможностью их поворота из поперечного положения в продольное по оси коллектора.
Устройство работает следующим образом.
При настройке газового ножа на ширину полосы, меньшую максимальной, перекрываются устройства (вентили) 12, связанные
со шлангами 5, установленные по краям коллектора 1. Соответственно с шириной полосы устанавливают потребный расход воздуха, поступаюшего в распределитель 6. При отключении с помощью устройства 12 подвода воздуха полости 10 и 11, расположенные по краям газового ножа, отключаются и тем самым изменяется.-длина щелевого сопла соответственно ширине полосы металла.
Такое исполнение газового ножа позволяет изменять длину шелевого сопла соответственно ширине обрабатываемой полосы металла и тем самым получить оптимальную вершину распределения давления по ширине полосы не прерывая работы агрегата. Конструкция предложенного газового
ножа позволяет получить оцинкованную полосу с минимальными дефектами по краям.
Формула изобретения
Газовый нож для удаления излишков металлического покрытия- с полосы металла, содержащий коллектор, патрубок со смесительной полостью, губки, образующие щелевое сопло, и систему подвода газа к коллектору в виде гибких шлангов, соединенных с источником газа, отличающийся тем, что, с целью повышения надежности работы, в коллекторе и смесительной полости закреплены поперечно расположенные перегородки, при этом каждая образованная перегородками полость соединена гибким шлангом с источником газа, а перегородки, установленные в смесительной полости, выполнены переменного профиля с суживающимся сечением в сторону истечения газа.
Источники информации, принятые во внимание при экспертизе
т
А-А повернуто
qjuz.l
