Изобретение относится к машиностроению, в частности предназначено для активного контроля размеров деталей при шлифовании.
Цель изобретения - повышение точности и снижение трудоемкости настройки путем установки падаюш,его контакта на дополнительном штоке перпендикулярно измерительному штоку с возможностью настроечных перемешений в направлении измерительного штока.
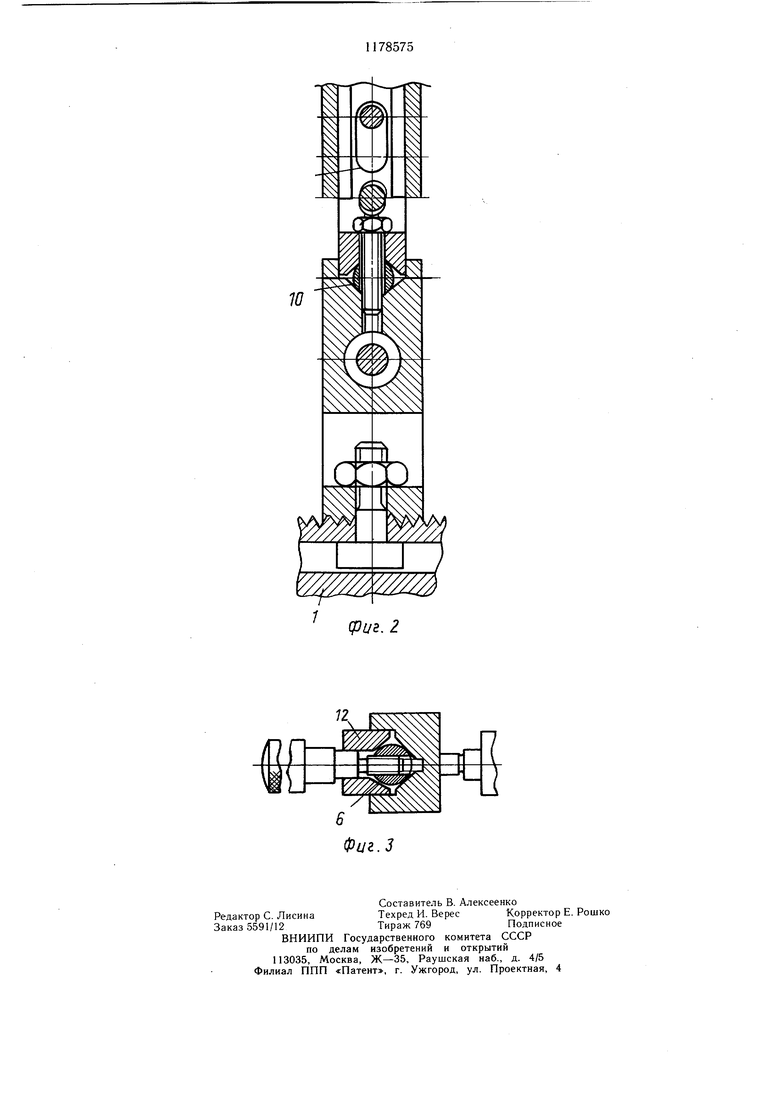
На фиг. 1 схематически изображено предлагаемое устройство, обший вид; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - вертикальный шток с падающим контактом, продольный разрез.
Устройство состоит из рифленой плиты 1, корпуса 2, измерительного штока 3, второго промежуточного тока 4, выполненного за одно целое с направляющей -5, третьего штока 6, пружины 7 щтока 6, пружины 8, прижимающей измерительный шток к обрабатываемой детали, пружины 9 промежуточного штока 4, прижимаюшей шток 6 к измерительному штоку 3, призматической направляющей 10, в которой двигается промежуточный шток 4, призматической крышки 11, прижимающей промежуточный шток 4, призматической крышки 12, прижимающей шток 6 к направляющей 5, шпилек 13, прижимающих промежуточный шток 4 к призматической направляющей 10, шпилек 14, прижимающих шток 6 к своей нанаправляющей 5. Гайки 15 и 16 служат для прижима крыщек 11 и 12. Выступ 17 фиксирует направляющую 5. Стопор 18, ввинченный в измерительный шток 3 и входящий в паз корпуса 2, удерживает щток
3от проворачивания.Болтом 19 с гайкой 20 устройство прикреплено к плите 1. Стопор 21, ввинченный в шток 6, служит для его подъема и стопорения в направляющей 5, стопор 22 стопорит промежуточный П1ток
4после того, как измерительный шток 3 прижат к эталонной детали при настройке.
а щток 6 пружиной 9 прижат к торцу измерительного штока 3, контакт 23 служит для включения схемы станком. Резная гайка 24 служит для компенсации зазора в соедине5 НИИ штока 3 с корпусом 2. Гайка 25 служит упором для пружины 9, прижимающей щток 6 к торцу измерительного штока 3. Падающий контакт 26 закреплен на штоке 6. Контакт 26 и наконечник 27 штока 4 сделаны из износостойкой стали, которая может сохранять острые кромки.
При настройке прибора в центре станка устанавливается образцовая деталь или мерный валик. Отодвигается шток 3 на окончательный размер детали (или по плиткам
г и размерному валику). Другой конец штока 3 упирается в шток 6 и отодвигает его в положение окончательно обработанной детали. Вместе со штоком 6 отодвигается и шток 4. Шток 4 стопорится стопором 22. С помощью стопора 21 шток 6 поднимается
0 и стопорится им в произвольном положении. Торец штока 6 должен быть выще штока 3. Затем устанавливается деталь, подлежащая обработке. Шток 3 отодвигается на величину припуска на обработку. Не отпуская стопора 22, отпускают стопор 21 штока 6. Шток 6 под действием собственного веса и пружины 7 опускается на шток 3. По мере уменьшения размера детали в процессе ее обработки шток 3 двигается к центру. Шток 6 скользит по скосу штока 3. Отсчетный уступ
Q на обратном торце штока 6 показывает визуально уменьшение размера детали. В момент, когда деталь достигает размера, на который был настроен прибор, шток 6 «сползает со штока 3 и падает на контакт 23 выдающий команду на выключение станка.
При появлении зазора в соединении штока 3 подтягивается разрезная гайка 24. Перед установкой следуюшей детали нужно поднять за стопор 21 шток 6 и застопорить его, отодвинуть с помощью стопора 18 шток 3 и застопорить, установить деталь, от0 стопорить шток 3, отстопорить и опустить шток 6.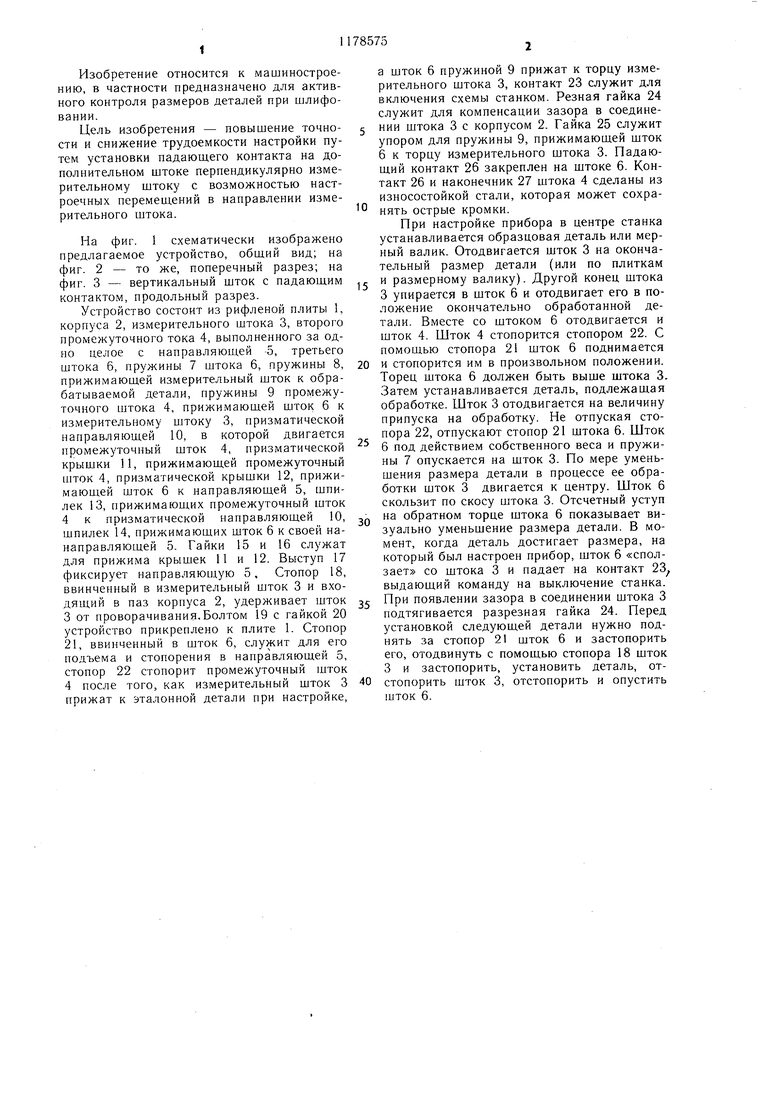
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцедержатель | 1986 |
|
SU1397187A1 |
| Машина для литья под давлением | 1935 |
|
SU55335A1 |
| Устройство для регулирования хода рабочего органа | 2018 |
|
RU2705728C1 |
| Устройство для ориентирования деталей | 1978 |
|
SU751574A1 |
| ЮСТИРОВОЧНЫЙ МЕХАНИЗМ ЭЛЕМЕНТОВ ОПТИЧЕСКИХ СХЕМ | 2017 |
|
RU2663274C1 |
| Рабочий стол | 1980 |
|
SU1052361A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПНЕВМАТИЧЕСКИМИ ИСПОЛНИТЕЛЬНЫМИ МЕХАНИЗМАМИ | 1969 |
|
SU246632A1 |
| Прибор для измерения линейных размеров | 1989 |
|
SU1651077A1 |
| Устройство для хонингования | 1980 |
|
SU931417A1 |
| ПРИВОД ВЫКЛЮЧАТЕЛЯ | 1967 |
|
SU190964A1 |
УСТРОЙСТВО АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ, содержащее падающий контакт, предназначенный для взаимодействия с измерительным щтоком, установленным в корпусе с возможностью осевых перемещений, подпружиненным ОТНОСИТЕ тельно корпуса и предназначенным для взаимодействия с контролируемой деталью, отличающееся тем, что, с целью повышения точности и снижения трудоемкости настройки, оно снабжено вторым щтоком, установленным параллельно измерительному штоку с возможностью настроечных осевых перемещений относительно него, и третьим штоком, на котором закреплен падающий контакт, подпружиненным в направлении к измерительному штоку и установленным перпендикулярно ему с возможностью осевых перемещений в направляющей, выполненной во втором щтоке перпендикулярно его оси. (Л 00 СП сд 20 3
| Кандашевский В | |||
| В | |||
| Автоматический контроль размеров деталей в процессе обработки | |||
| Оборонгиз | |||
| Приспособление к пишущей машине для назначения и указания последней строки страницы | 1925 |
|
SU1951A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
