Изобретение относится к электрометаллургии, конкретнее к способу работы дуговой сталеплавильной печи с водоохлаждаемыми элементами стен и свода,
Целью изобретения является увеличение производительности печи.
Время нагрева расплава при измененом отношении вторичного линейного напряжения к току дуг выбрано равным 0,3-1,5 продолжительности вьшуска металла. При отношении, меньшем 0,3, шлак не успевает прогреться и время выпуска металла и заправки печи затягивается; при отношении, боль шем 1,5, - увеличивается тепловая нагрузка на стены печи, уменьшается стойкость огнеупорного пояса под охлаждаемыми элементами.
Увеличение отношения вторичного линейного напрялсения к току дуг позволяет использовать длинные дуги в сравнении с режимом, используемым при доведении расплава до. заданных параметров.
В настоящее время в период рафинировки используют такую электрическую мощность, которая обеспечила бы в заданное время расплавление легирующих и раскислителей и нагрев жидкого металла до необходимой температуры. Соотношение величин вторичного линейного напряжения (U2 д) и тока дуг (Ij) выбирается при этом таким, чтобы заглубить укороченные дуги в расплав, уменьшить облучение ими кирпичной части стен. Например, отношение для печи ДСП-100И6 рекомендовано для периода расплавления равным :i9,2. Например, если по указанию сталевара рафинировка завершается на 17-й ступени печного трансформатора (Uj 345 В), рекомендованный Ij 37,5 кА5 то 1) 9,2 В/кА« При этом установка этой печи, имеющая индуктивное сопротивление электрического контура мОм, имеет следующие характеристики полная мощность S 22,5 MB-А; коэффициент мощности cos Ц 0,60; актив ная мощность Р 13,5 МВт; электрический КПД l-jjc 0,85; мощность дуг Ра. 11,5 МВт; напряжение дуги Ил. - 120 В; длина дуги при градиенте падения напряжения на дуге, характарного для конца плавки и равного 0,6 В/мм, Е 200 мм; величина загубления дуги н расплав при коэффициенте загубления дуги 3 мм/кА -hg. 112 мм; длина открытой части дуги - 1о (200-112) 8 мм; мощ- - 88
ность открытой части дуг 7 опТГ
Z ии
;с11,5 5,1 мВт.
В таком режиме основная часть мощности дуг передается жидкому металлу в объеме, в основном, под электродами; шлак же нагревается лишь только в зоне, примыкающей к диаметру распада электродов.
В конце доведения расплава до заданных параметррв за время, равно 0,3-1,5 продолжительности выпуска металла, изменяют электрический режим для увеличения длины дуг и сохраняют такой режим до отключения источника питания.
Увеличение отношения вторичного линейного напряжения к току дуги ме нее, чем на 50%, не обеспечивает длину дуги, позволяющую подогреть периферийную зону шлака. Увеличение этого отношения более, чем на 250% приводит к увеличению тепловой нагрузки на стены печи, снижая ее стойкость.
Отключение источника питания при наклоне печи на 8-10° объясняется следующим. Отключение при наклоне, менее 8° от вертикали может привест к загустению шлака, образованию настылей на стенках, увеличению времени простоев печи при очистке рабоче пространства. Увеличение угла наклона более 10°С невозможно по условия эксплуатации печи; при достижении печью угла более 10° сигнал от датчика угла наклона передается в цепь управления подъемом электродов, который осуществляется до прекращения горения дуг.
Способ может быть реализован, например, следующим образом.
Плавку ведут на базовой печи ДСП-100И6 с охлаждаемыми панелями стен и охлаждаемым сводом, оснащенным трансформатором 75 MBiA.
После расплавления шихты и продуки металлического распада кислоролом переходят к рафинированию металла и доведению его до заданных параметров по химсоставу и температуре. Этот период плавки завершают на 17-й ступени печного трансформатора ( 345 В) при токе дуги 1 37,5 кА и отношении U,,/Т,, 
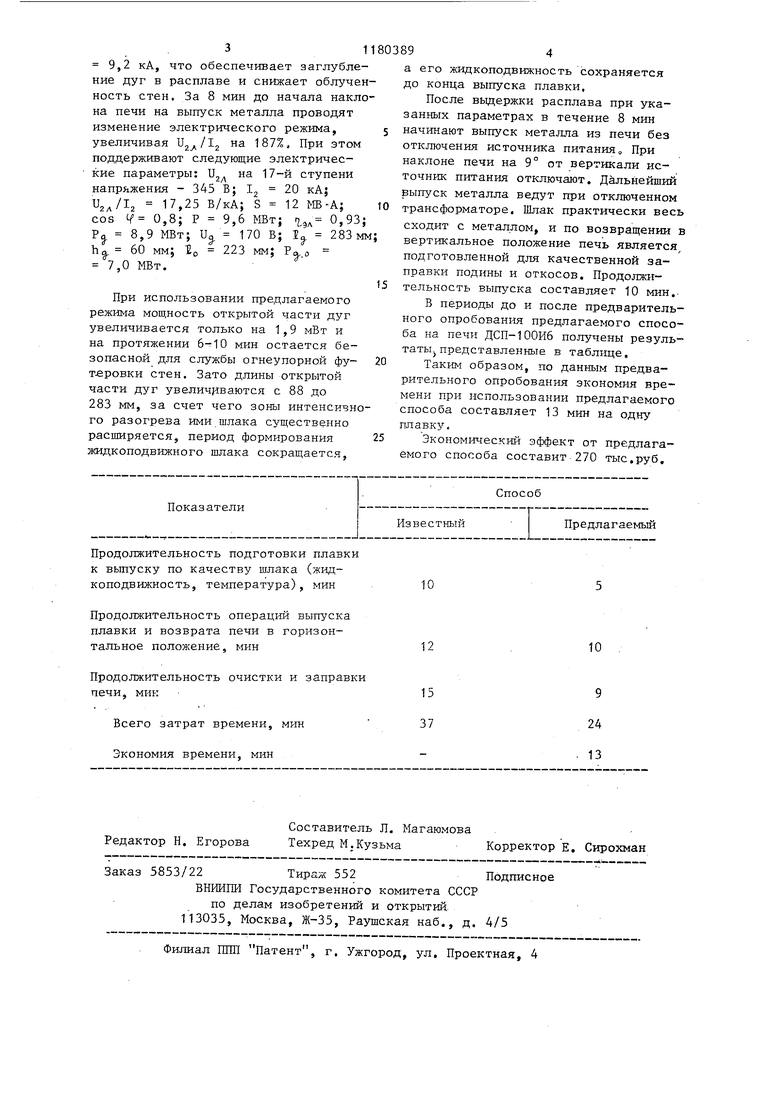
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ведения плавки | 1984 |
|
SU1191471A1 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1992 |
|
RU2033432C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ ЛЕГИРОВАННОЙ СТАЛИ | 2005 |
|
RU2293125C1 |
| Способ управления режимом в дуговой сталеплавильной печи | 1989 |
|
SU1700780A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1997 |
|
RU2128407C1 |
| Способ управления электрическим режимом дуговой электропечи | 1980 |
|
SU978391A1 |
| Способ ведения плавки | 1981 |
|
SU998518A1 |
| Способ регулирования высоты пенистого шлака при выплавке стали в дуговой сталеплавильной печи | 2024 |
|
RU2841176C1 |
| Плавильная печь | 1983 |
|
SU1113645A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1996 |
|
RU2101364C1 |
СПОСОБ РАБОТЫ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ с водоохлаждаемыми элементами, при котором поддерживают электрический режим печи путем определенного соотношения вторичного линейного напряжения и тока дуг, при доведении расплава до заданных параметров отключают источник питания и наклоняют печь для вьпгуска металла, отличающийся тем, что, с целью увеличения производительности печи, за время, равное 0,3-1,5 продолжительности выпуска металла, до начала наклона печи изменяют § электрический режим, увеличивая отношение вторичного линейного напря(Л жения к току дуги на 50-250% от имеющего место при доведении расплава до заданных параметров, а источник питания отключают при наклоне печи на 8-10° от вертикали. 00 о 00 00 со
| Driippel J | |||
| , Zieschang J | |||
| EinfSu der wassergekiihlten Wandelemente System Benteler/GHH auf Betriebsergebnisse eines s-t-Lichtbogenofens, GHH-Nachrichten Eisenhiittenind, № 4, 1982, 47-52 | |||
| Черная металлургия | |||
| Бюллетень НТИ | |||
| Вьт | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
