Изобретение Относится к области электронного машиностроения, в частности, для производства тонкоплеиочных многослойных структур изделий микроэлектронной техники.
Цель изобретения - повышение надежности в работе.
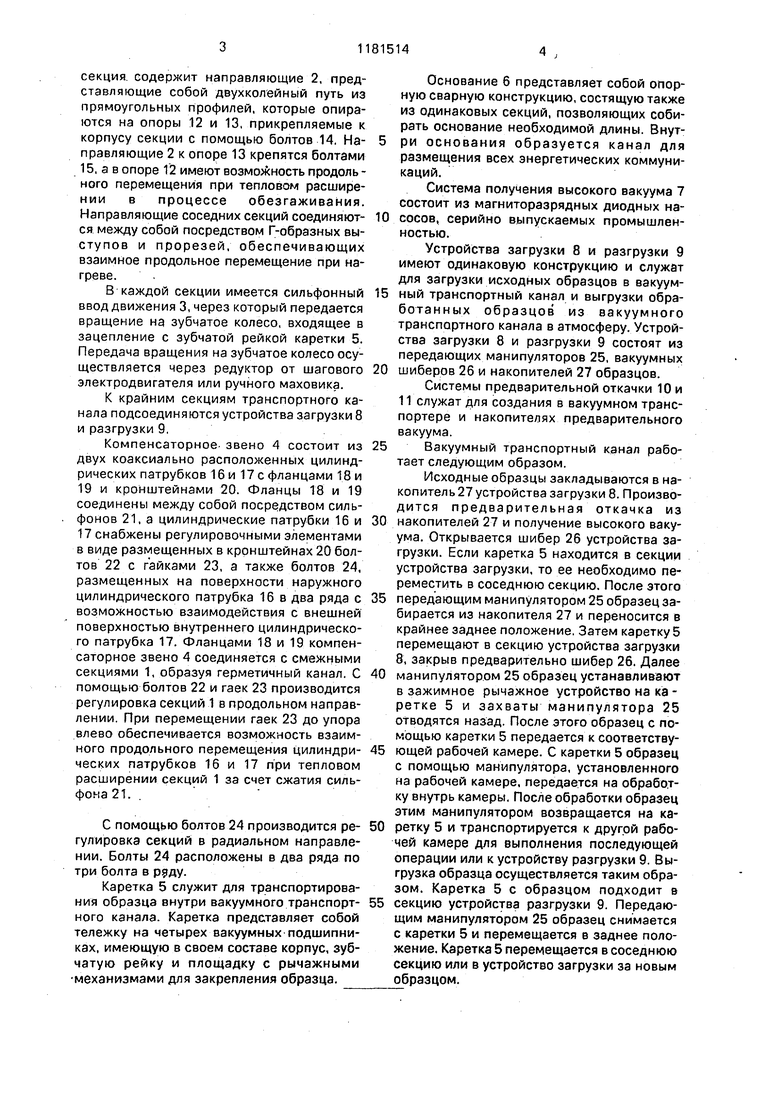
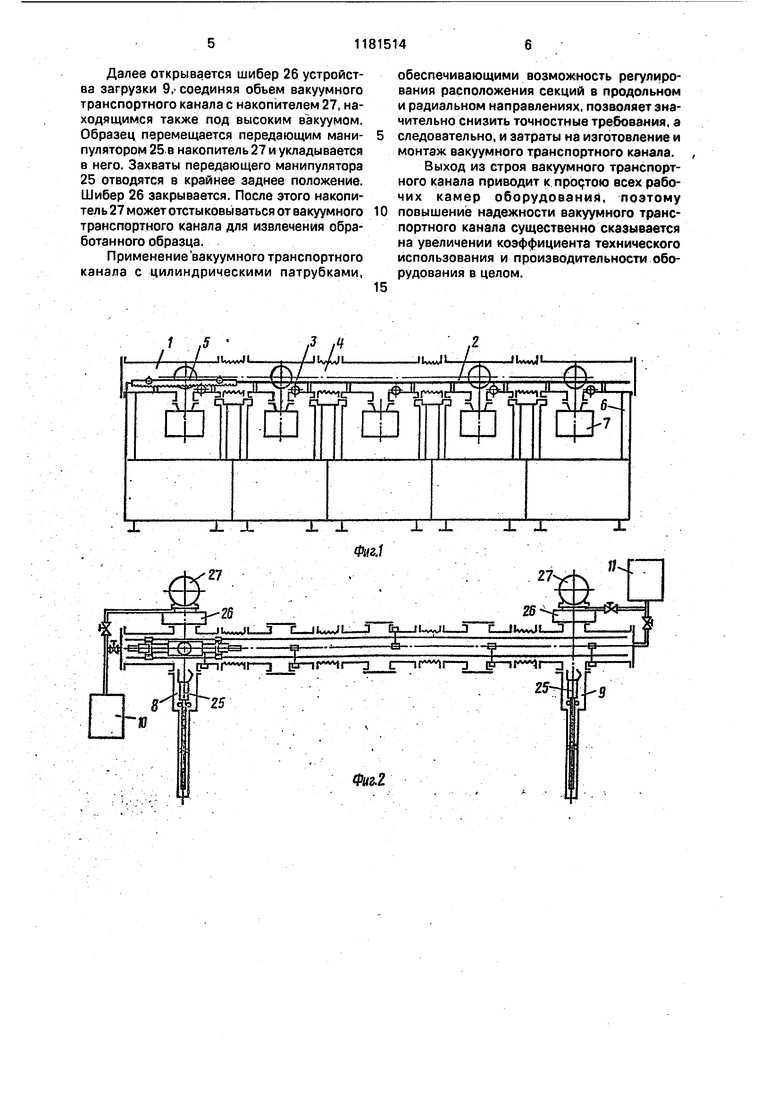
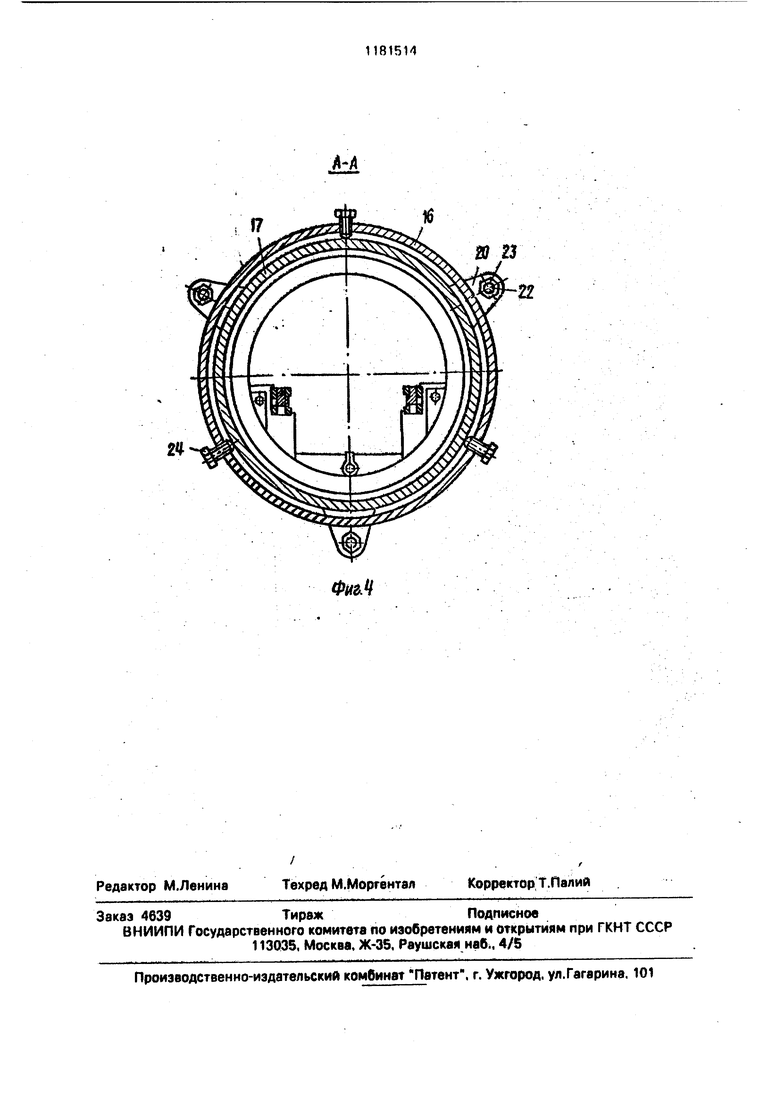
На фиг. 1 изображен вакуумный транспортный канал, общий вид; на фиг. 2 - вакуумный транспортный канал, вид сверху; на фиг. 3 - коаксиальное соединение цилиндрических патрубков смежных секций, разрез; на фиг. 4 - разрез А-А на фиг. 3,
00 О1
Вакуумный транспортный канал содержит секции 1 с направляющими 2 и вводами движения 3. компенсаторные звенья 4. каретку 5, основание 6. систему получения высокого вакуума 7. устройства загрузки 8 и разгрузки 9. систему предварительной откачки 10 и 11.
Секция 1 транспортного канала представляет собой трубопроводе фланцами для присоединения к ней устройств и технологических камер. Соединяясь между собой компенсаторные звенья 4. секции образуют общий транспортный канал. Каждая
секция, содержит направляющие 2, представляющие собой двухколейный путь из прямоугольных профилей, которые опираются на опоры 12 и 13, прикрепляемые к корпусу секции с помощью болтов 14. Направляющие 2 к опоре 13 крепятся болтами 15, а в споре 12 имеют возможность продоль ного перемещения при тепловом расширении в процессе обезгаживания. Направляющие соседних секций соединяются между собой посредством Г-образных выступов и прорезей, обеспечивающих взаимное продольное перемещение при нагреве.
В каждой секции имеется сильфонный ввод движения 3, через который передается вращение на зубчатое колесо, входящее в зацепление с зубчатой рейкой каретки 5. Передача вращения на зубчатое колесо осуществляется через редуктор от шагового электродвигателя или ручного маховика.
К крайним секциям транспортного канала подсоединяются устройства загрузки 8 и разгрузки 9.
Компенсаторное- звено 4 состоит из двух коаксиально расположенных цилиндрических патрубков 16 и 17с фланцами 18 и 19 и кронштейнами 20. Фланцы 18 и 19 соединены между собой посредством сильфонов 21, а цилиндрические патрубки 16 и 17 снабжены регулировочными элементами в виде размещенных в кронштейнах 20 болтов 22 с гайками 23, а также болтов 24, размещенных на поверхности наружного цилиндрического патрубка 16 в два ряда с возможностью взаимодействия с внешней поверхностью внутреннего цилиндрического патрубка 17. Фланцами 18 и 19 компенсаторное звено 4 соединяется с смежными секциями 1, образуя герметичный канал. С помощью болтов 22 и гаек 23 производится регулировка секций 1 в продольном направлении. При перемещении гаек 23 до упора влево обеспечивается возможность взаимного продольного перемещения цилиндрических патрубков 16 и 17 при тепловом расширении секций 1 за счет сжатия сильфона21.
С помощью болтов 24 производится регулировка секций в радиальном направлении. Болты 24 расположены в два ряда по три болта в Р9ду.
Каретка 5 служит для транспортирования образца внутри вакуумного транспортного канала. Каретка представляет собой тележку на четырех вакуумных подшипниках, имеющую в своем составе корпус, зубчатую рейку и площадку с рычажными механизмами для закрепления образца.
Основание б представляет собой опорную сварную конструкцию, состящую также из одинаковых секций, позволяющих собирать основание необходимой длины. Внутри основания образуется канал для размещения всех энергетических коммуникаций.
Система получения высокого вакуума 7 состоит из магниторазрядных диодных насосов, серийно выпускаемых промышленностью.
Устройства загрузки 8 и разгрузки 9 имеют одинаковую конструкцию и служат для загрузки исходных образцов в вакуумный транспортный канал и выгрузки обработанных образцов из вакуумного транспортного канала в атмосферу. Устройства загрузки 8 и разгрузки 9 состоят из передающих манипуляторов 25, вакуумных
0 шиберов 26 и накопителей 27 образцов.
Системы предварительной откачки 10 и 11 служат для создания в вакуумном транспортере и накопителях предварительного вакуума.
5Вакуумный транспортный канал работает следующим образом.
Исходные образцы закладываются в накопитель 27 устройства загрузки 8. Производится предварительная откачка из
0 накопителей 27 и получение высокого вакуума. Открывается шибер 26 устройства загрузки. Если каретка 5 находится в секции устройства загрузки, то ее необходимо переместить в соседнюю секцию. После этого
5 передающим манипулятором 25 образец забирается из накопителя 27 и переносится в крайнее заднее положение. Затем каретку 5 перемещают в секцию устройства загрузки 8, закрыв предварительно шибер 26. Далее
0 манипулятором 25 образец устанавливают в зажимное рычажное устройство на ка ретке 5 и захваты манипулятора 25 отводятся назад. После этого образец с помощью каретки 5 передается к соответствующей рабочей камере. С каретки 5 образец с помощью манипулятора, установленного на рабочей камере, передается на обработку внутрь камеры. После обработки образец этим манипулятором возвращается на каретку 5 и транспортируется к другой рабочей камере для выполнения последующей операции или к устройству разгрузки 9. Выгрузка образца осуществляется таким образом. Каретка 5 с образцом подходит в
5 секцию устройства разгрузки 9. Передающим манипулятором 25 образец снимается с каретки Б и перемещается в заднее положение. Каретка 5 перемещается в соседнюю секцию или в устройство загрузки за новым образцом.
Далее открывается шибер 26 устройства загрузки 9, соединяя объем вакуумного транспортного канала с накопителем 27, находящимся также под высоким вакуумом. Образец перемещается передающим манипулятором 25 в накопитель 27 и укладывается в него. Захваты передающего манипулятора 25 отводятся в крайнее заднее положение. Шибер 26 закрывается. После этого накопитель 27 может отстыковываться от вакуумного транспортного канала для извлечения обработанного образца.
Применениевакуумного транспортного канала с цилиндрическими патрубками,
обеспечивающими возможность регулирования расположения секций в продольном и радиальном направлениях, позволяет значительно снизить точностные требования, а следовательно, и затраты на изготовление и монтаж вакуумного транспортного канала. Выход из строя вакуумного транспортного канала приводит к простою всех рабочих камер оборудования, поэтому повышение надежности вакуумного транспортного канала существенно сказывается на увеличении коэффициента технического использования и производительности оборудования в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный перегрузчик | 1986 |
|
SU1321980A1 |
| Загрузочное устройство шиберного типа | 1985 |
|
SU1275176A1 |
| Устройство для молекулярнолучевой эпитаксии | 1979 |
|
SU799521A1 |
| Установка для молекулярно-лучевой эпитаксии | 1984 |
|
SU1231920A1 |
| Односторонний вакуумный клапан шиберного типа | 1985 |
|
SU1275175A1 |
| Вакуумный манипулятор | 1985 |
|
SU1315293A1 |
| Устройство для охлаждения творога | 1990 |
|
SU1762820A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ВЫГРУЗКИ ИЗДЕЛИЙ В ВАКУУМЕ | 1985 |
|
SU1340230A1 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| Загрузочное устройство шиберного типа | 1982 |
|
SU1060851A1 |
1.ВАКУУМНЫЙ ТРАНСПОРТНЫЙ KA,НАЛ, преимущественно в установках для изготовления тонкопленочных многослойных структур, содержащий установленные на основании герметично соединенные между собой секции и размещенные внутри них на опорах направляющих для каретки, отличающийся тем. что. с целью повышения надежности в работе, каждая секция транспортного канала снабжена цилиндрическими патрубками с фланцами и кронштейнами, которые коаксиально размещены на торцах секций транспортного канала и снабжены регулировочными элементами фланцы цилиндрических патрубков соединены между собой посредством сильфонов. а крайние сркции транспортного канала жестко закреплены на основании. 2.Канал по п.1. о т л и ч а ю щ и и с я тем. что регулировочные элементы выполнены в, виде болтов и гаек и размещены в кронштейнах цилиндрических патрубков в два ряда на образующей наружного цилиндрического патрубка с возможностью взаимодействия с внешней поверхностью внутреннего цилиндрического патрубка. 3.Канал по п.1. отличающийся тем. ел что направляющие каретки установлены на опорах с возможностью продольного переС мещения, причем один из концов направляющих выполнен в виде Г-образного выступа, а в другом имеется прорезь.
j :i.
to
ir
17
ФигМ
16
j 13
| Данилин Б.С | |||
| Вакуумное нанесение тонких пленок | |||
| М., Энергия, 1967 | |||
| с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Автоматизированная установка непрерывного действия для изготовления тонкопленочных, резисторов | |||
| .Устройство для непрерывной металлизации тонкопленочных структур | |||
| Jornal Vacuum Scfence and Technology | |||
