1
Изобретение относится к сварочному производству, а именно к устройствам автоматического регулирования систем по центру свариваемых стыков при помощи одного или нескольких электрических или механических зондов, принимающих отраженные от поверхности детали сигналы, пока эта поверхность перемещается строго параллельно зонду, эти сигналы однако самопроизвольно ослабевают, если поверхность детали заметно отклоняется от параллели, как это имеет место у боковьпс поверхностей зазоров, швов и усилений швов.
Цель изобретения - повьшение точности слежения путем подавления сигнала помехи от кромок свариваемых изделий.
Поставленная цель достигае-гся тем что в устройство для автоматического .слежения за свариваемым стыком, содержащее зонд с приводом перемещения и блоком управления приводом перемещения, датчик положения зонда, а так же последовательно соединенные задатчик.центра стыка, первый блок сравнения, предварительный усилитель и привод корректировки положения, введены два блока памяти, блок управления памятью, блок вычисления параметров стыка, блок памяти центра стыка, второй и третий блоки сравнения, при этом выходы блока управления памятью соединены с входами двух блоков памя ти и входом блока памяти центра стыка, выход датчика положения зонда соединен через два блока памяти с входами блока вычисления параметров стыка, выход последнего через блок памяти центра стыка соединен с вторым входом первого блока сравнения, второй и третий выходы блока вычисления параметров стыка соединены соответственно через второй и третий блоки сравнения с третьим и четвертым входами первого блока сравнения.
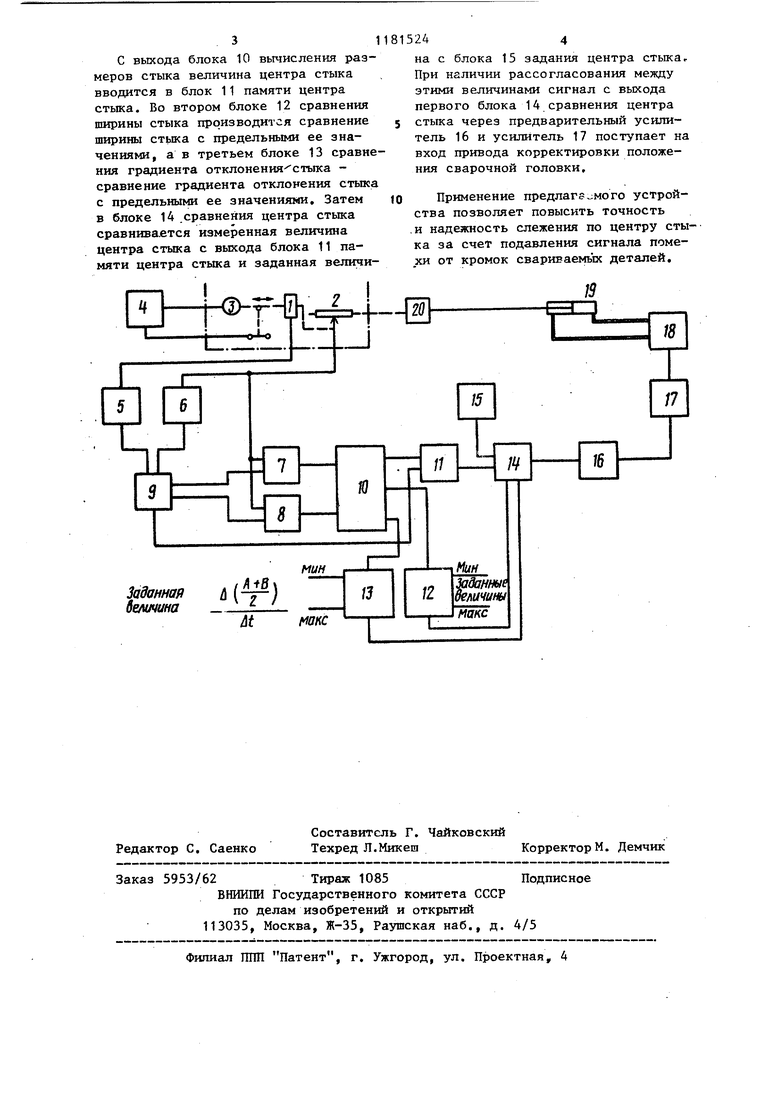
На чертеже показана блок-схема предлагаемого устройства.
I
Устройство содержит датчик типа зонда 1, жестко соединенный с датчиком 2 положения зонда, вьтолненным в виде потенциометра. Зонд 1 соверщает колебательные движения над участком сварного шва или; зазора при помощи привода 3, управляемого блоком 4 управления. Блок 5 определения положения зонда СОСТОИТ; из ультра5242
звукового передатчика и приемника, а также схемы для контроля за помехами у боковых поверхностей зазора.
Датчик 2 положения зонда соединен с блоком 6 определения направления движения и блоками 7 и 8 памяти.
Блок 9 управления памятью соединен с блоком 5 определения положения зонда, блоком 6 определения направления движения и блоками 7 и 8 памяти. Выходы этих блоков соединены с входами блока 10 вычисления размеров стыка, первый выход которого: соединен с блоком 11 памяти центра стыка, другой вход которого соединен с выходом блока 9 управления памятью. Второй выход блока 10 вычисления размеров . стыка соединен с входом второго блока 12 сравнения щирины стыка, а третий выход - с входом третьего блока 13 сравнения градиента отклонения стыка. Входы первого блока 14 сравнения центра стыка соединены с выходом задатчика 15 центра стыка, выходом блока 11 памяти центра стыка, выходоя второго блока 12 сравнения ширины стыкаи выходом третьего блока 13 сравнения градиента отклонения стыка Выход первого блока 14 сравнения центра стыка через предварительный усилитель 16 и усилитель 17 соединен с входом привода корректировки положения сварочной головки, состоящей из сервопривода 18, механизма 19 перемещения и сварочной головки 20„
Устройство работает следукядим образом.
Сигналы о положении зонда поступают на входы блока 5 определения положения зонда, блока 6 определения направления движения и блоков 7 и 8 памяти
Блок 6 определения направления движения зонда 1 и блоки 7 и 8 памяти передают-сигналы о положении зонда, а блок 9 управления памятью обеспечивает правильное поступление сигналов о положении зонда на входы блока 10 вычисления размеров стьпса, на один вход которого с выхода блока 7 памяти поступает величина А, а на другой вход с выхода блока 8 памяти величина В, при этом на выходах блока вычисления размеров стыка центр
А + В стыка равен -г- , ширина стыка А - В, градиент отклонения стыка (А )
i2
t 3 с выхода блока 10 вычисления размеров стыка величина центра стыка вводится в блок 11 памяти центра стыка. Во втором блоке 12 сравнения ширины стыка производится сравнение ширины стька с предельными ее значениями, а в третьем блоке 13 сравне ния градиента отклонения стыка сравнение градиента отклонения стыка с предельными ее значениями. Затем в блоке 14 .сравнения центра стьжа сравнивается измеренная величина центра стыка с выхода блока 11 памяти центра стыка и заданная величиЗадаток) и () бемчина ПРМШПНП t 244 на с блока 15 задания центра стыкаПри наличии рассогласования между этими величинами сигнал с выхода первого блока 14 сравнения центра стыка через предварительный усилитель 16 и усилитель 17 поступает на вход привода корректировки положения сварочной головки, Применение предлагаемого устройства позволяет повысить точность и надежность слежения по центру стыка за счет подавления сигнала помехи от кромок свариваемых деталей. 
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯ ЗА СВАРИВАЕМЫМ СТЫКОМ, содержащее зонд с тфиводом перемещения и блоком управления приводом перемещения, датчик положения зонда, а также последовательно соединенные задатчик центра стыка, первый блок сравнения, предварительный усилитель и привод корректировки положения, отличающееся тем, что. с целью повьшения точности слежения путем подавления сигнала помехи от кромок свариваемых изделий, в него введены два блока памяти, блок управления памятью, блок вычисления параметров стыка, блок памяти центра стыка, второй и третий блоки сравнения, при этом выходы блока управления памятью соединены с входами двух блоков памяти и входом блока памяти центра стыка, выход датчика положения зонда соединен через два блока памяти с входами блока вычисления параметровстьжа, выход последнего через блок памяти центра стыка со« 1(Л единен с вторым входом первого блока сравнения, второй и третий выходы блока вычисления параметров стыка со- единены соответственно через второй и третий блоки сравнения с третьим и четвертым входами первого блока сравнения.
| А | |||
| Technical survey of seam tracking methods in welding | |||
| The Welding Institute, 1975, p | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
