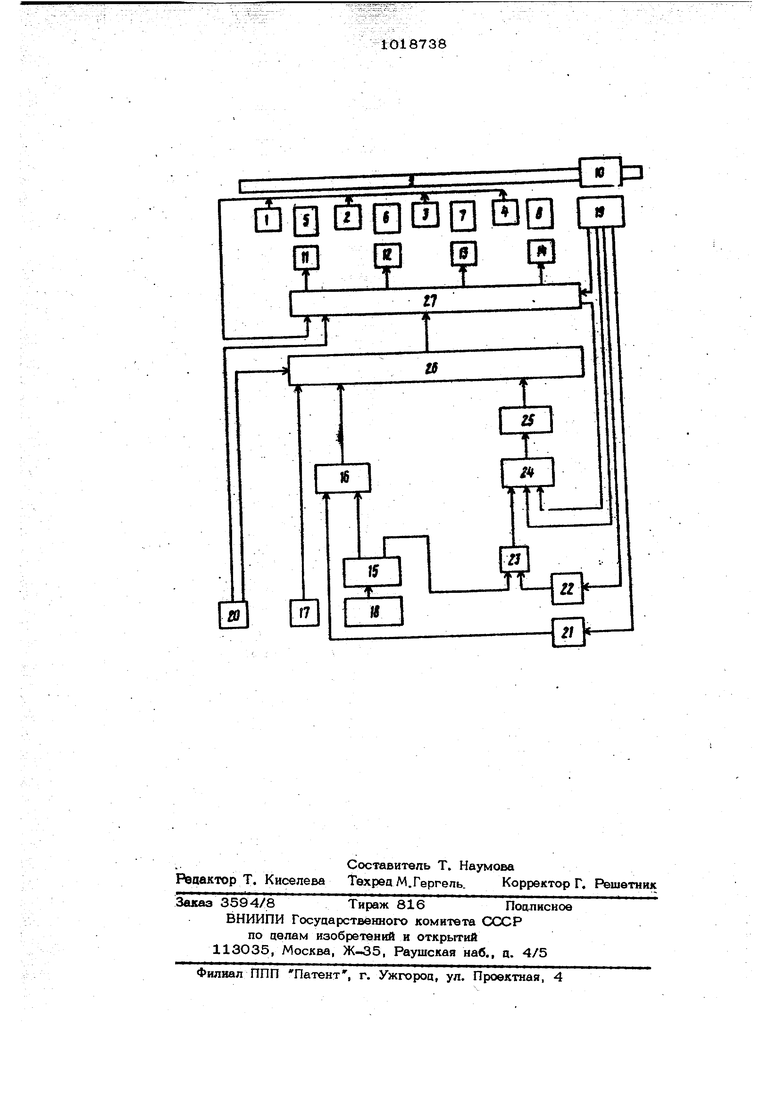
Изобретение отаосится к мвталлугк гий, к прокатному произвоцству, в частности к устройствам управления комплексов печь - прокатный стан. Известно устройство для регулирования темпа вьщачи заготовок из печей, содержащее группу щагчиков фиксированной выдачи заготовок (по одному для каждой печи), датчик первой клети, счетчик заготовок, схему формирования СИРнала на работу механизмов печей. Управлякицие сигналы поступают в сазтему управления механизмами выгрузки Недостатком устройства является то, что оно.не обеспечивает стабильности паузы в работе узкого звена и не позвопяет получить повьпиения производительн с-та стана в момент разогрева холскхных валков стана, что приводит к повышенны потерям электроэнергии, не исключает возможность возникновения аварийных си туаций, грозящих поломкой валков. Наиболее блиэктгм к изобретению по технической сущности и достигаемому результату является устройство управления темпом прокатки, содержащее схему выбора печи выдачи, блок выработки технологической паузы, подающий рольганг, группу чистовых клетей, датчики выдачи заготовок из печей, органы управ ления. выдачей 2J . Известное устройство обеспечивает .стабильность паузы в работе узкого зве на, но не учитывает изменения технологических ситуаций на стане. Так, при кратковременных задержках в технологическом процессе темп вьщачн слябов остается неизменным, что может привести к пролеживанию заготовок на рольгангах и захолаживанию металла. Возрастают тепловые потери и возможен брак. Устройство также не позволяет подучить повьщхение производительности стана в период разогрева холодных валков стана. Цель изобретения - повышение произв дительности путем обеспечения темпа поступления заготовок в прокатные клети стана из печей, соответствующего мак симальной производительности, стана при измерениях параметров технологического процесса цикла. Поставленная цель достигается тем. Что.в устр й1ство для управления темпом выдачи заготовок из печей, содеркащее схему выбора печи выдачи, блок выработ ки технологической паузы, подающий роль ганг, группу чистовых клетей, датчики выдачи заготовок из печей, органы управ ления выдачей, введены датчики наличия металла в чистовой группе клетей, измеритель мащИнного времени прокатки, измеритель времени технологической паузы, измеритель времени задержки, схема сравнения, запоминающий регистр, коммутатор, счетно-распределительное yci ройство, схема задания времени цикла, блок ввода данных режимов разогрева валков, схема выбора режима работы устрсйства, причем второй вьгход датчика наличия металла в чистовой группе клетей соединен с вторым входом изме- теля задержки, выход которого соединен с входом запоминающего регистра, третий выход датчика наличия металла соединен с входом измерителя технологической паузы, выход которого соединен с вторым входом схемы сравнения, выход блока ввода данных режима разогрева валков соединен с входом блока выработки технологической паузы, второй выход которого соединен с первым входом схе-1 МЫ сравнения, выхсщ которой соединен с первым «ходом измерителя времени задеркки, четвертый выход датчика наличия металла соединен со входом измерителя машинного времени дрокатки, выход измерителя мащинного времени прокатки и первый выход блока выработки технологической паузы соединены с входом сумматора; выходы схемы задания времени цикла, сумматора, зап линающего регистра, схема выбора печи выдачи и режима работы устройства соединены со входом коммутатора; вьгходы датчиков выдачи заготовок из печей, схемы выбора печи выдачи и режима работы устройства, коммутатора, первый выход датчика наличия металла соединены с входом счетно-распрэдвлительного устройства, первый выход которого соединен с третьим входом измерителя времени задерж ки. На чертеже представлена блок-схема устройства. Устройство управления темпом выдачи заготовок из печей содервкит датчики выдачи 1-4, печи 5-8, подающий рольганг 9, группу чистовых клетей 10, органы 1114 управления выдачей, блок 15 выработки технологической Г1аузы, сумматор 16, схему 17 задания времени цикла, блок 18 ввода данных режима разогрева валков, датчик 19 наличия металла в чистовой гоуппе. схему 2р выбора печи выдачи и режима работы устройства, измерлтель 21 мащинного времени прокатки, измеритель 22 времени технологической пауаы, блок 23 сравнен}, измеритель 24 времени эааержкн, регистр 25, коммутатор 26, счетно-распрецепительное устройство 27, причем второй выхоо датчика наличия металла в чистовой кле тей соецинен с вторь1м вхоаом измерите ля задержки, выхоа которого соеаинен с вх.оаом запоминающего регистра, тре« тий выхоц датчика наличия металла сое цинея с вхоаом измерителя технопогичео кой паузы, выхоц соеаинен с вторым вхоаом схемы сравненшг, выход блока ввояа цаниых режима разогрева валков соединен с вхсщом ertoica выработ кн технологической паузы, второй выхоа которого соеаинен с вервым вхоаом схе мы сравнения, выход которой соединен с первым входом измерителя времени задержки, четверть } выход датчике наличие металла соепинен с входом измерителя машинного времени прокатки; измо- рителя машинного времени прокатки и первый выход блока выработки т хиологиг ческой йаузы соединены с входом сумматора; выходы схемы задания времени щшлов, сумматора, запоминающего регистра, схема выбсфа печи выдачи и режима работы устройства соединены с входом коммутатора; выходы датчиков выдачи заготовок на печей, схемы Выбора печи, выдачи и режима работы устройства, коммутатора, первый выход датчика наличия металла соединены с входом счетнораспределительного устройсява, первый выходкоторого соеаинен с третьим входом измерителя времени задержки. Устройство работает следующим образом. Оператор с помощью схемы 2О выбора печи выдачи и режима работы устройства задает технологически обоснованный режим, работы устройства (1, Г1, П1 или .V) Устройство всегда начинает работу в режиме 1, обеспечивающим жестко заданное время цикла между обработкой заготовок в чистовой группе стана. Кроме того, первый режим может быт peKCHvieHaoBaH при прокатке толстых профилей, когда темп прокатки задается не чистовой группой стана, а производителькостью методических печей. При этом one ратор задает время цикла схемой 17, с вь1хода которойинформация -{врез коммут тор 26 подается в счетно-распределитель ное устройство 27. Счетно-распределител ное устройство согласно выбранной печи схемой 2О, рассчитанному транспортному запаздыванию по печам выдает команду на органы управления выдачей заготовок з печей, сигнал с датчиков 1-4 выдачи после вькода сш1ба из печи снимает команду на выдачу.. Второй режим обеспечивает время цикла, равное сумме заданной минимальной технологической паузы к измеренного меи шинного времени прокатки. Второй режим может быть рекомендоваН при прокатке неболыщк по количеств fey партий тонких профилей. При этом сиператор задает время паузы в чистовой группе стана блоком 15 вь работки т ахно- логическсйй паузы. Выдача слябов вз пе- чей начинается по режиму 1. Посяв прокатки первой заготовки в чистовой группе И и ерения машинного japeMeHH прокатки измерителя 21, устройство автоматически переключаетсяв режим fl. Величина технологической паузы суммируется в сумматоре 16 с величиной машинного времени обрабртки заготовки в чистовой группе, полученной измерите-лем 21 машш1ного времени прокатки по данным датчика 19 наличия металла в чистовой группе стана при обработке предыдущей заготовки.. Полученная ш1фЬр| мацил через коммутатор 26 подается а счетгао-распределительное устройство 27, которое, согласно печи, выбранной схемой 2О, рассчитанному транспортному запаздыванию по печам, выдает команду на органы управления выдачей загото вок из печей. Сигнал с датчиков 1-4 выдачи после кыхода сляба из печи сжимает команду на выдачу. Третий режим мтекет быть рекомендован при прокатке больших по количеству партий тонких полос. В третьем режиме учитывается изменение технологических ситуаций- на стане и, несмотря на возможные кратковременные сбои в ритме работы стана, подде| живается постоянное копичество слябов на линии стана. Вначале устройство начинает работу с режима 1 (работает первый вход коммутатора 26). Оператор задает рекомендованное время цикла и время минимально необходимой технологической паузы. После прокатки чистовой группой первой полосы партии устройство автоматически переходит в режим П. Работает второй вход коммутатора 26. Оановременг о начинает работу блок 23 сравнения, сравнивая заданное время паузы (с блоков 16-18) с измеренным реальным (из измерителя времени 22). В момент, когда измеренная пауза становится равной времени заоаннов паузы/ блох 23 сравнения выдает команау на вэ меригель 24 времени задержки , который замеряет интервал времени между вхо- , цом полосы в чистовую группу и выдачей очередного сляба из печей. Результат замера запоминается в регистре 25, Начнается режим Ш.
Полученная информация через комму татор 26 подается в сче-шо-распределительное устройство 27, которое, соглао но печи, выбранной схемой 20, рассчиитанному транспортному запаздыванию по печам, выдает команду на органы управления выдачей заготовок из печей. Счетно-распределительное устройство 27 работает в прерывистом режиме. Командой на запуск счетно-распределительного ус-Рройства 27 является сигнал входа полосы в чистовую группу стана.
Таким образом, после достижения в режиме П заданного темпа прокатки (минимально необходимой технологической паузы) и перехода в режим Ц о.беспечивается поддержание постоянного кОличе- ства слябов на линии стана и,прокатка в максимально возможном темпе.
Режим 1У - разогрева валКов используется в случае завалки в клети неподогретых валков, когда разогрев стана необ кодимо вести в зависимости от прокатываемого профиля и температуры окружающей срецы. Кроме того, возможно возникновение больших пауз в работе стана (в случае возникновения, например, аварийных ситуаций), во время которых происходит остывание валков.
Предлагаемое устройство позволяет вести и частичный разогрев валков, с любой заданной интенсивностью.
Чтобы разогрев валкОв происходил равномерно, а температура могла усредниться по объему валков в начале цикла разогрева время паузы между полосами задается увеличенным
Получается своеобразный импульсный нагрев валков, причем источником тепла служат прокатываемые полосы. Затем
Аремя пауз между прокатываемыми полосами по определенному закону снижается, например, по линейному закону, введенному в блок 15.
В режиме 4 оператор с помощью 6ло ка 18 ввода данных режима разогрева ет начальную пауау рааогрева, конечную паузу разогрева, равную минимально необходимей технической паузе, количество слябов, необходимь1х для разогрева валков, а также режим устройства, жёлател нь1й после окончания разогрева (режим П или U1).
Устройство на чинает работу в режиме 1 Поскольку интервал между первой и второй полосой составляет 3 мин 30 с- 3 мин 10 с (в зависимости от температуры окружающей среДы), а время транспортирования сляба от печей к чистовой Группе стана порядка 2 мин, то к моменту выдачи второго сляба из печей первая полоса будет прокатана и блок 21 будет обладать данными о машинном времени прокатки полос данной патрии в клетях чистовой гр1Йпы, которое в сумматоре 16 просуммируется с начальной паузой (заданной) и полученное время Цикла через второй вход коммутатора 26 поступит на счетно-распределительное устройство 27, являясь для блока 27 заданием.
Таким образом, режим 1У является видоизменением режима li, в котором задание времени паузы уменьщается в блоке 15 после каждого выданного сляба (исключая первый сляб партии).
После того, как изменяющееся задание времени паузы будет равно заданию минимально необходимой технологической паузы, дальнейшего уменьшения задания паузы не происходит, т.е. устройство переходит в режим П или в режим L11,
Предлагаемое устройство позволит увеличить производительность стана при любых технологических ситуациях и исключить возможность аварийных ситуаций, грозящих поломкой валков, обеспечив максимально возможный заданный режим разогрева валков.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| Система управления темпом прокатки | 1990 |
|
SU1754249A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕМПОМ ПРОКАТКИ НА СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2001 |
|
RU2191649C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| Система управления динамическим комплексом печь-стан | 1979 |
|
SU865456A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Система управления темпом прокатки | 1978 |
|
SU697215A1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2268790C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТЕМПОМ ВЫДАЧИ ЗАГОТОВОК ИЗ ПЕЧЕЙ, соцержащее схему выбора печи выаачи, блок выработки технологи- ческой пауэы, поцаюший рольганг, группу чистовых клетей, датчики выцачи заго- товок из печей, органы управления выца- чей, о т л и ч а ю ш е е с я тем, что, с цепью повьаиения произвоцительности путем обеспечения темпа поступления заготовок в прокатнью клети стана из печей, соответствующего максимальной произвоаительности стана при изменениях параметров технологического цикла, в него введены аатчик наличия металла в чистовой группе клетей, измеритель машинного времени прокатки, измеритель времени технологической паузы, измеритель времени зацержки, схема сравнения, запоминающий регистр, коммутатор, счетно-распределительное устройство, схема задания времени цикла, блок ввода данных режима разогрева валков, схема выбора режима работы устройства, причем второй выход датчика наличия металла в чистовой группе клетей соединен с вторым входом измерителя задер жкй, выход которого соепинен с входом запоминающего регистра, третий выход датчика наличия металла соединен с входом измерителя технологической паузы, выход которого соединен с вторым входом схемы сравнения, выход блока данных режима разогрева валков соеди- нен с входом блока выработки технологической паузы, второй выход которого соединен с первым входом схемы сравнения, выход которой соединен с первым входом измерителя времени задержки, (/) четЕьертый выход датчика наличия металла соединен с входом измерителя машинного времени прокатки, выход измерителя машинного времени прокатки и первый выход блока выработки технологической паузы соеаннены с входом сумматора, выходы схемы заданк времени цикла, сумматора запоминающего регистра, схемы выбора печи выдачи и эо режима работы устройства соединены с входом коммутатора, выходы датчиков вы эо дачи заготовок из печей, схемы выбора печи выдачи и режима работы устройства, коммутатора, первый выход датчика наличия металла соединены с входом счет но-распредёлительного устройства, первый выход которого соединен с третьим входом измерителя времени задержки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ управления темпом выдачи заготовок из печей | 1975 |
|
SU599869A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
