.J
Од Изобретение относится к обработке металлов давлением и может быть использовано в тяжелом и энергетическом машиностроении при ковке поковок типа дисков. Цепью изобретения является повыше ние качества поковки путем устранения расплющивания неметаллических включений, что гарантирует равномерный уровень механических свойств. На фиг. 1 изображена осаженная заготовка; на фиг. 2 - заготовка после прожима центральной части; на фиг. 3 - поковка диска после прожима периферийной части, прометсуточное положение; на фиг. 4 - то же, после прожима периферийной части до поковочных размеров. Способ реализуется следующим образом. Заготовку осаживают до отношения размеров H/D 0,5, где Н и D - соот ветственно высота и диаметр заготовки (фиг. 1). Далее прожимают центральную часть заготовки диаметром d на величину h 4 0,ЗН (фиг. 2). После чего прожимают периферийную часть диаметром D до поковочных размеров диска Н„ (фиг.. 3-4). Величины диаметров центральной и периферийной частей определяют из условия 0,30 и,55. Пример. Ковка диска диаметром 03240 мм со ступицей диаметром ф 1400 мм из слитка 79,0 т, сталь 25Х2НМФА. Первоначально после нагрева до ковочной температуры слиток осаживают до высоты 1200 мм и диаметра 2400 мм. Далее прожимают центральную часть заготовки радиусом 700 мм до высоты 850 мм. Затем прожимают периферийную часть радиусом 1200 мм до высоты 850 мм. После дополнительного подогрева осуществляют прожим центральной части радиусом 700 мм до высоты 740 мМ, а затем периферийной части радиусом 1400 мм до высоты 740 мм, а затем периферийной части радиусом 1400 мм до высоты 610 мм. По окончании ковки диск имеет следующие размеры: В„ 3250 мм, Нп 610 мм. Dp 1400 мм, HC 130мм (Dn и Dj, - соответственно диаметр диска и ступицы, Н и Н - высота полотна и ступицы). Использование изобретения позволяет повысить качество получаемых поковок.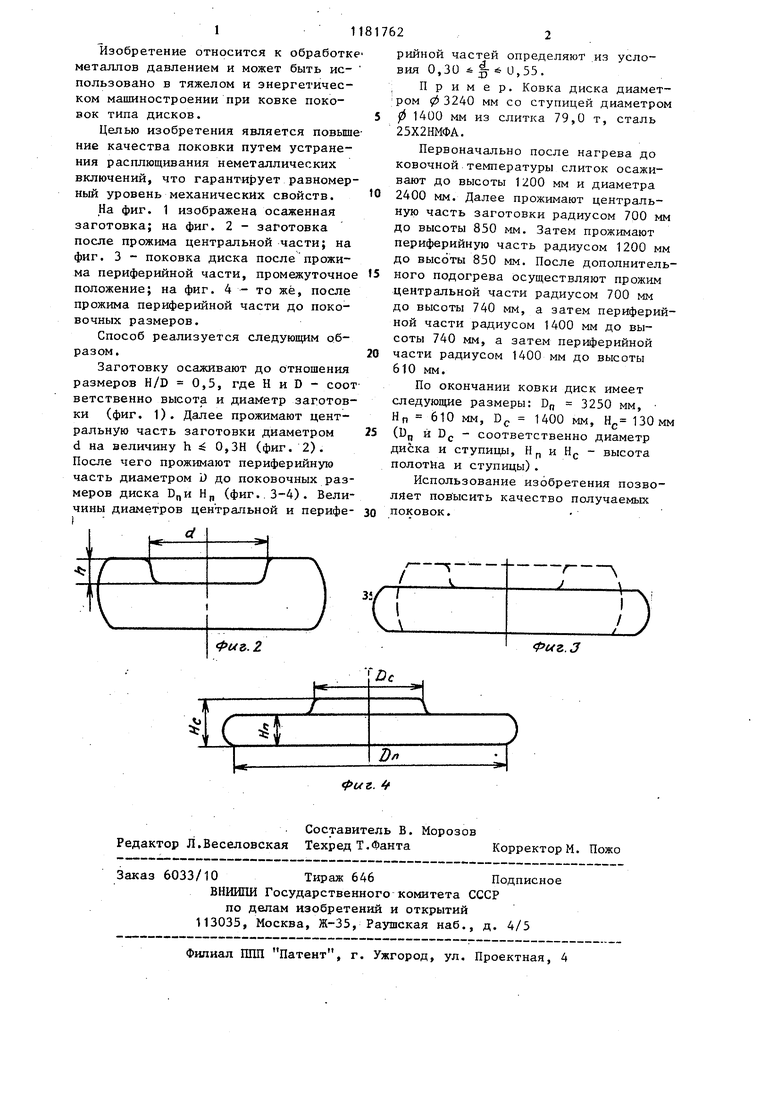
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки крупных сплошных дисков | 1986 |
|
SU1442323A1 |
| Способ изготовления поковки типа диска со ступицей | 1985 |
|
SU1292892A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки поковок | 1973 |
|
SU567534A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки поковок | 1988 |
|
SU1608005A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| Способ изготовления осесимметричных поковок | 1988 |
|
SU1660819A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
СПОСОБ КОВКИ ПОКОВКИ 7ИПА ДИСКА, включакищй осадку заготовки и последующие :прожимы центральной и периферийной ее частей, о т л и чающийся тем, что, с целью повышения качества поковки, величины центральной и периферийной частей заготовки выбирают из условия 0,30 5 , где D и d - соответственно диаметры центральной и периферийной частей, а величина степени деформации каждого прожима не превьш1ает 30%. i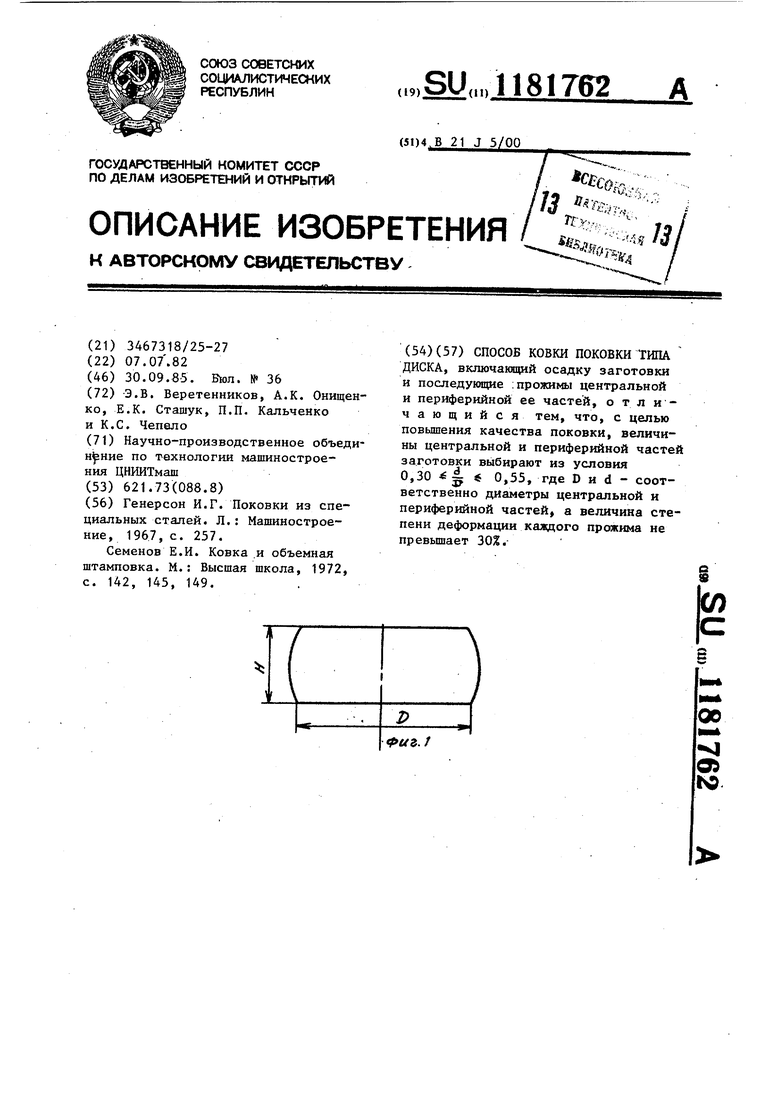
фиъ.2
-/S
D
а
Puz.J
| Генерсон И.Г | |||
| Поковки из специальных сталей | |||
| Л.: Машиностроение, 1967, с | |||
| Аппарат для нагревания окружающей его воды | 1920 |
|
SU257A1 |
| Семенов Е.И | |||
| Ковка .и объемная штамповка | |||
| М.: Высшая школа, 1972, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
