(21)4129556/24-27
(22)26.05.86
(46) 07.12.88. Бюл. № 45
(71)Краматорский завод Энергомаш- спецсталь
(72)В.О.Кононенко, О.В.Стадниченко, В.А.Ходос и С.С.Семеняга
(53)621.73.043(088.8)
(56)Тимофеев М.А. Исследование влияния ковки на качество поковок крупногабаритных турбиновых дисков без осевого отв ерстия. М., 1978, с. 19.
(54)СПОСОБ КОВКИ КРУПНЫХ СПЛОШНЫХ ДИСКОВ
(57)Изобретение относится к обработке металлов давлением. Цель - повышение качества поковок. Заготовка 1
подается из печи и устанавливается на нижней сферической плите 2, Верхней сферической плитой 3 заготовка 1 осаживается до размера с отношением диаметра к высоте 2,3-2,6. Заготовка 1 из печи уст.анавливается на плоскую плиту. На заготовку 1 поочередно устанавливаются пуансон. Плита и кольцо и осуществляется осаживание ее центральной части до высоты, большей поковочной в 1,07-1,09 риза. После этого снимается плита и производится окончательная осадка ступицы и поля диска до поковочных размеров. Качество поковки повышается за счет многократной проработки осевой зоны загс- jg товки. 4 ил, 1 табл.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ТИПА ДИСКОВ | 2009 |
|
RU2412018C1 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| Способ ковки дисков турбин изСлиТКА | 1979 |
|
SU846051A1 |
| Способ ковки поковок | 1988 |
|
SU1608005A1 |
| Способ ковки поковки типа диска | 1982 |
|
SU1181762A1 |
| СПОСОБ КОВКИ ВАЛОВ | 1992 |
|
RU2042466C1 |
| Способ ковки дисков | 1982 |
|
SU1133012A1 |

////////////////////У//////////////////
fuz.f
4
00
lN3
Изобретение относится к области обработки металлов давлением и может быть использовано в кузнечно-прессо- вых цехах при изготовлении крупных сплошных дисков из слитков, требующих повышенного качестба металла, особенно в осевой зоне.
Цель изобретения - повышение качества поковок за счет улучшения про- работки осевой зоны заготовки.
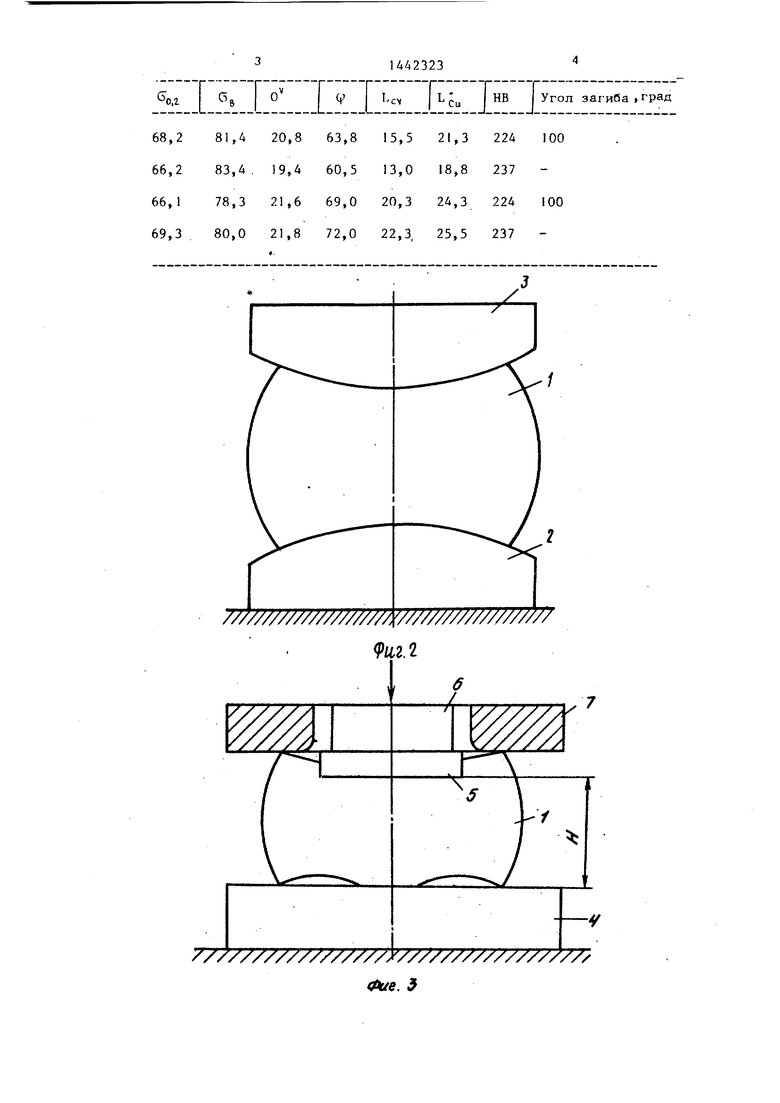
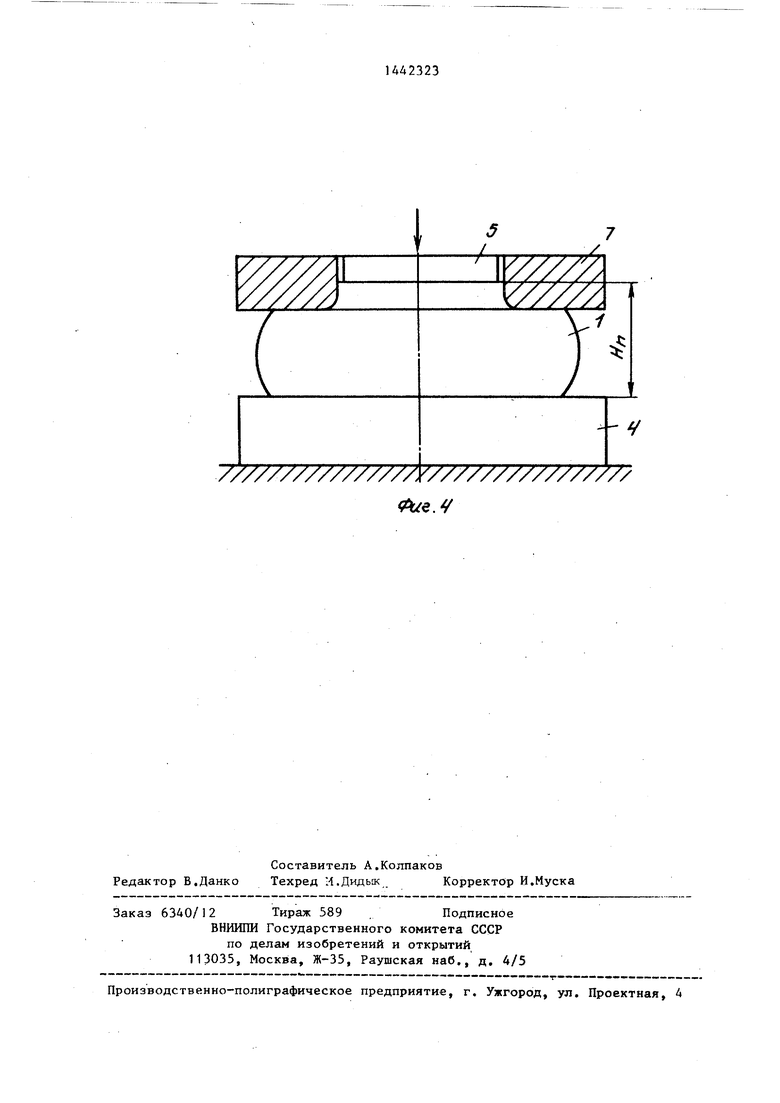
На фиг.1 изображена заготовка в исходном положении перед осадкой сферическими плитами; на фиг.2 - осаженная заготовка; на фиг.З - заготовка после осадки центральной части заготовки пуансоном и плитой до высоты больше паковочной; на фиг.6 - заготовка после совместного формования ступицы и поля диска.
Способ ковки крупных сплошных дисков включает операции биллетирования слитка, вырубки 3ahoTOBKH, ее осадки и секционной осадки до ковочных размеров с прижимом полей. Заготовку 1 перед секционной осАдкой осаживают сферическими плитами 2 до размера с отношением диаметра к высоте 2,3 - 2,6, а при секционной осадке центральную часть заготовки осаживают до высоты больше поковочной в 1,07-1,09 раза с последующим достижением поковочного размера при совместном формировании ступицы и поля диска.
При этом после осадки заготовки верхнюю сферическую плиту 3 снимают. Осаженную заготовку 1 снимают с нижней сферической плиты 2 и устанавливают ее на плоскую плиту 4, На заготовку . поочередно устанавливают пуансон 5, плиту 6 и кольцо 7 и осаживаю центральную часть заготовки до высот Н больше поковочной в 1,07-1,09 раза После осадки центральной части заготовки 1 плиту 6 снимают и воздействи ем на кольцо 7 и пуансоном 5 достига
Ют поковочных ПОЛЯ диска.
размеров Н„ ступицы и
Пример. Поковка сплошного диска турбины К1000-1500 /2 имеет ди +80
аметр , .высоту 755±25,диаметр
ступицы 2200+:40 и высоту ступицы 200.мм. Материал - сталь 25Х2НМФА, масса 39000 кг. Поковку диска куют из слитка массой бДЗОО кг на гидрав
5 0
5
5
0
5
0
Q
5
лическом ковочном комплексе усилием 15000 тс.
В первом выносе выдают слиток из печи, берут манипулятором за прибыль и легкими обжатиями биллетируют на конус диаметром 1650 на 1940 мм, затем протягивают через восьмигранник на диаметр 1400 мм, размечают и отрубают поддон и заготовку.
Во втором выносе заготовку выдают из печи ,устанавливают ее вертикально на нижней сферической плите и верхней сферической плитой осаживают заготовку диаметром 2500. до высоты 1050 мм, что соответствует отношению
диаметра к высоте . 2,38.
В третьем выносе заготовку выдают из печи и устанавливают ее на плиту. На заготовку поочередно устанавливают пуансон, плиту и кольцо. Осаживают центральную часть заготовки до высоты 820 мм, что больше поковочной в
о оп
1,085 раза (--- 1,085). После чего
снимают плиту и производят окончательную осадку ступицы и поля диска до поковочных размеров. Снимают кольцо и пуансон, маркируют и в горячем состоянии отправляют в термоотдел.
Механические свойства поковок представлены в таблице.
Таким образом, многократная осевая проработка поковки указанньЫи приемами и средствами позволяет повысить качество поковки равномерно по всему ее поперечному сечению. Формула изобретения
Способ ковки крупных сплошных дисков , включающий операции биллетирования слитка, вырубки заготовки, ее осадки и секционной осадки до поковочных размеров с прожимом полей, о т- личающийся тем, что, с целью повьш1ения качества поковок за счет улучшения проработки осевой зоны заготовки, заготовку перед секционной осадкой осаживают сферическими плитами до размера с отношением диаметра к высоте 2,3-2,6, а при секционной осадке центральную часть за- готовки осаживают до высоты больше поковочной в 1,07-1,09 раза с последующим достижением поковочного размера при совместном формировании ступицы и поля диска.
GO.I 60 M Cu 1 Угол загиба, грая
81,4 83,4 . 78,3 80,0
20,8 19,4 21,6 21,8
63,8 60,5 69,0 72,0
//////////////////////)(////////////////////
9iiZ.1
////У/УУ7/ ///////Х///////У// /////7/
Фае.
21,3 18,8 24,3 25,5
224 237 224 237
100
100
Х/
/
YZ///7y
/7////////////// Фие.
