Изобретение относится к обработке металлов давлением, в частности к способам изготовления осесимметричных ступенчатых поковок, например валов, дисков со ступицами.
Целью изобретения является экономия металла за счет уменьшения припусков и напусков.
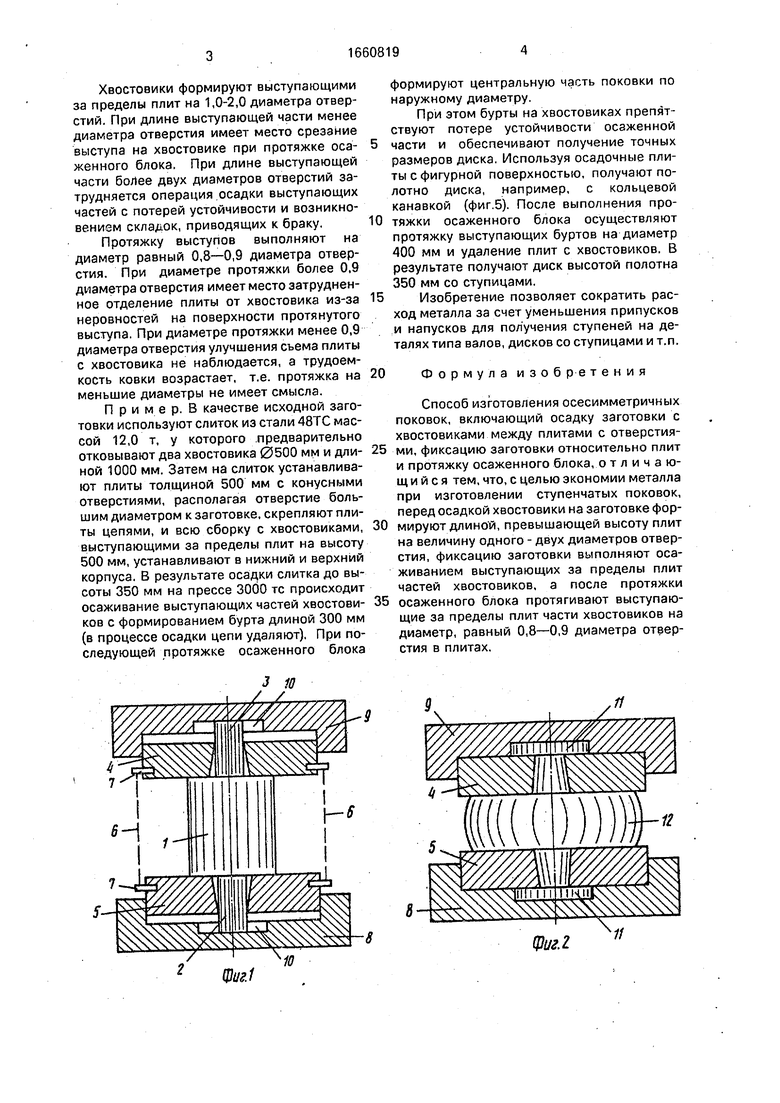
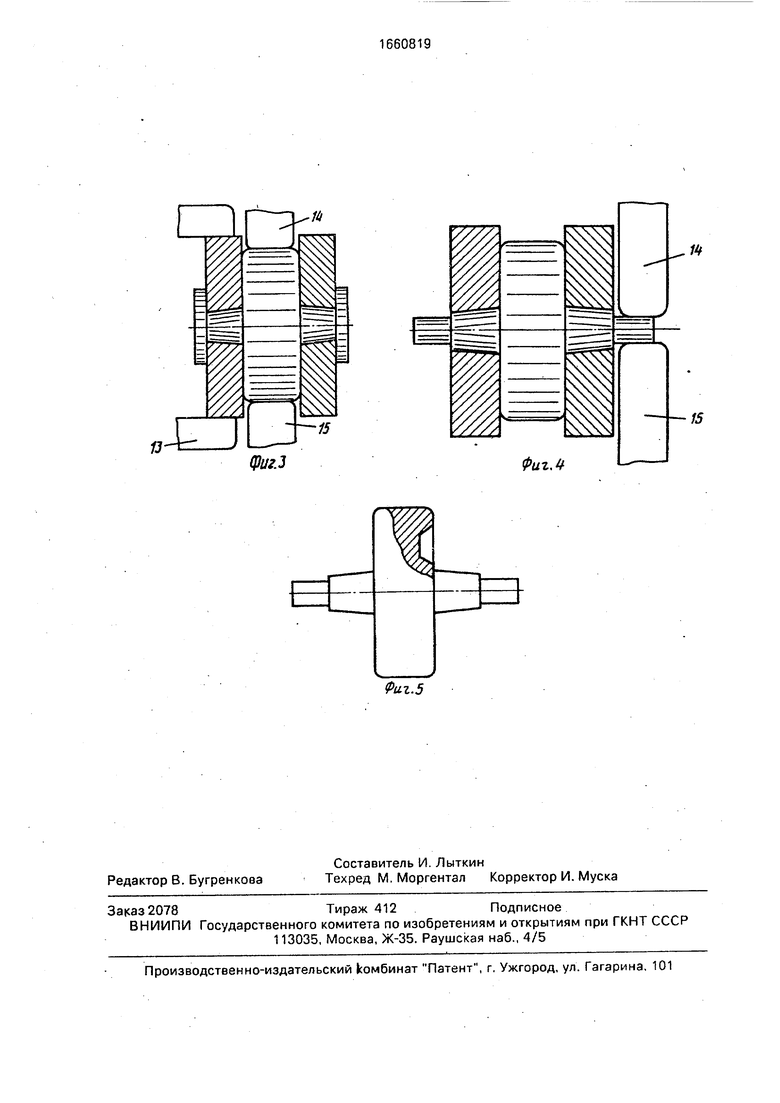
На фиг.1 показано исходное положение заготовки и осадочных плит перед осадкой; на фиг.2 - заготовка после осадки и фиксации относительно плит; на фиг.З - протяжка осаженного блока; на фиг.4 - протяжка выступающих за пределы плит частей хвостовиков; на фиг.5 - готовая поковка.
Способ осуществляют следующим образом.
-Заготовку 1 с хвостовиками 2 и 3 устанавливают между верхней 4 и нижней 5 осадочными плитами, при этом нижнюю плиту,
чтобы она не опустилась вниз, скрепляют с верхней цепями 6, надеваемыми на съемные штыри 7. Затем заготовку с плитами устанавливают между корпусами 8 и 9, которые обеспечивают устойчивость всей сборки при осадке (фиг.1). Корпуса со стороны хвостовиков имеют центральные проточки 10, которые при осадке заготовки и осаживании выступающих частей хвостовиков заполняются металлом, формируя выступ 11 и фиксируя осаженный блок 12 относительно плит (фиг.2).
В дальнейшем фиксируют одну из плит в губках манипулятора 13 и протягивают осаженный блок между бойками 14 и 15 до окончательных поковочных размеров (фиг.З). Затем этими же бойками протягивают выступы 11 на диаметр 0,8-0,9 диаметра отверстия, освобождая осадочные плиты (фиг.4)„ В результате получают поковку диска со ступицами (фиг.5).
(Л
С
о о о
00
ю
Хвостовики формируют выступающими за пределы плит на 1,0-2,0 диаметра отверстий. При длине выступающей части менее диаметра отверстия имеет место срезание выступа на хвостовике при протяжке осаженного блока. При длине выступающей части более двух диаметров отверстий затрудняется операция осадки выступающих частей с потерей устойчивости и возникновением складок, приводящих к браку.
Протяжку выступов выполняют на диаметр равный 0,8-0,9 диаметра отверстия. При диаметре протяжки более 0,9 диаметра отверстия имеет место затрудненное отделение плиты от хвостовика из-за неровностей на поверхности протянутого выступа. При диаметре протяжки менее 0,9 диаметра отверстия улучшения съема плиты с хвостовика не наблюдается, а трудоемкость ковки возрастает, т.е. протяжка на меньшие диаметры не имеет смысла.
П р и м е р. В качестве исходной заготовки используют слиток из стали 48ТС массой 12,0 т, у которого предварительно отковывают два хвостовика (3500 мм и длиной 1000 мм. Затем на слиток устанавливают плиты толщиной 500 мм с конусными отверстиями, располагая отверстие большим диаметром к заготовке, скрепляют плиты цепями, и всю сборку с хвостовиками, выступающими за пределы плит на высоту 500 мм, устанавливают в нижний и верхний корпуса. В результате осадки слитка до высоты 350 мм на прессе 3000 тс происходит осаживание выступающих частей хвостовиков с формированием бурта длиной 300 мм (в процессе осадки цепи удаляют), При последующей протяжке осаженного блока
0
5
0
формируют центральную часть поковки по наружному диаметру.
При этом бурты на хвостовиках препятствуют потере устойчивости осаженной части и обеспечивают получение точных размеров диска. Используя осадочные плиты с фигурной поверхностью, получают полотно диска, например, с кольцевой канавкой (фиг.5). После выполнения протяжки осаженного блока осуществляют протяжку выступающих буртов на диаметр 400 мм и удаление плит с хвостовиков. В результате получают диск высотой полотна 350 мм со ступицами.
Изобретение позволяет сократить расход металла за счет уменьшения припусков и напусков для получения ступеней на деталях типа валов, дисков со ступицами и т.п.
Формула изобретения
Способ изготовления осесимметричных поковок, включающий осадку заготовки с хвостовиками между плитами с отверстиями, фиксацию заготовки относительно плит и протяжку осаженного блока, отличающийся тем, что, с целью экономии металла при изготовлении ступенчатых поковок, перед осадкой хвостовики на заготовке формируют длино й, превышающей высоту плит на величину одного - двух диаметров отверстия, фиксацию заготовки выполняют осаживанием выступающих за пределы плит частей хвостовиков, а после протяжки
осаженного блока протягивают выступающие за пределы плит части хвостовиков на диаметр, равный 0,8-0,9 диаметра отверстия в плитах.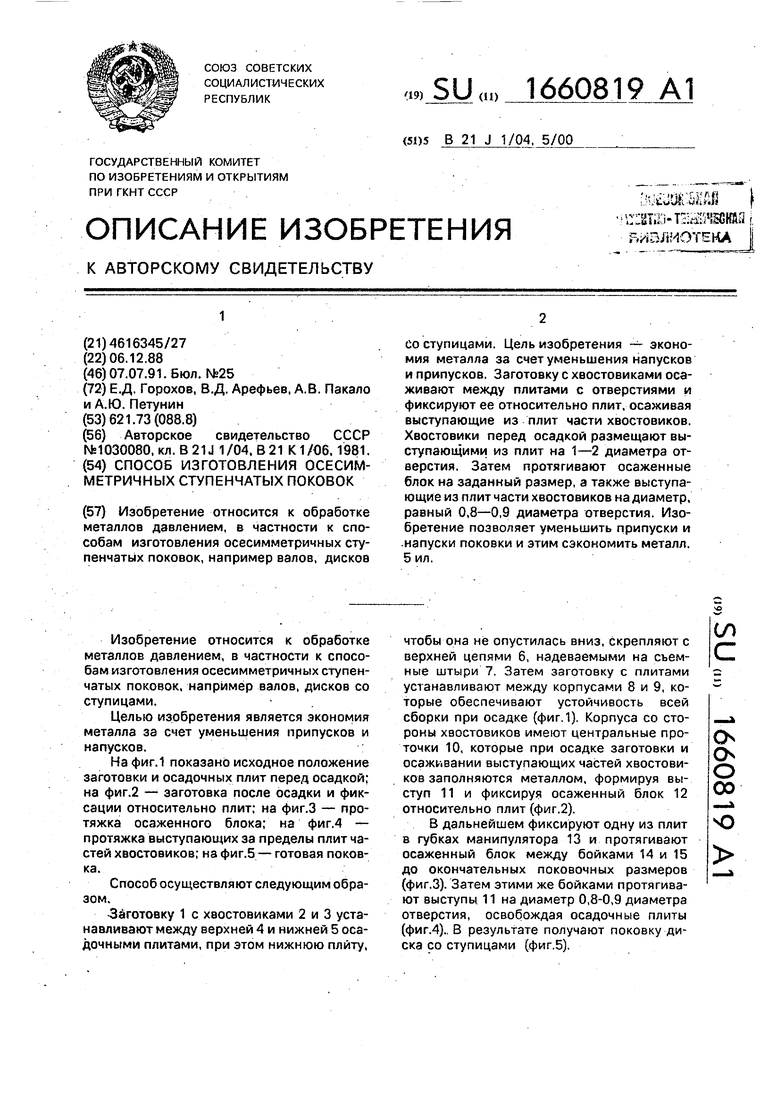
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Способ изготовления полых поковок типа баллонов | 1989 |
|
SU1703235A1 |
| Способ изготовления полых поковок | 1981 |
|
SU1009589A1 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| Способ ковки дисков | 1985 |
|
SU1260094A1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления осесимметричных ступенчатых поковок, например валов, дисков со ступицами. Цель изобретения - экономия металла за счет уменьшения напусков и припусков. Заготовку с хвостовиками осаживают между плитами с отверстиями и фиксируют ее относительно плит, осаживая выступающие из плит части хвостовиков. Хвостовики перед осадкой размещают выступающими из плит на 1 ... 2 диаметра отверстия. Затем протягивают осаженные блок на заданный размер, а также выступающие из плит части хвостовиков на диаметр, равный 0,8 ... 0,9 диаметра отверстия. Изобретение позволяет уменьшить припуски и напуски поковки и этим съэкономить металл. 5 ил.
7 п
г о«/
Фиг. 2
feJ
Фиг.4
| Способ изготовления поковок валов | 1981 |
|
SU1030080A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
