00
QD СД
1
Изобретение относится к металлооработке и может быть использовано при обработке конусных отверстий.
Цель изобретения - расширение техноло1ическихвозможностей путем обеспечения равных усилий подачи рецов.
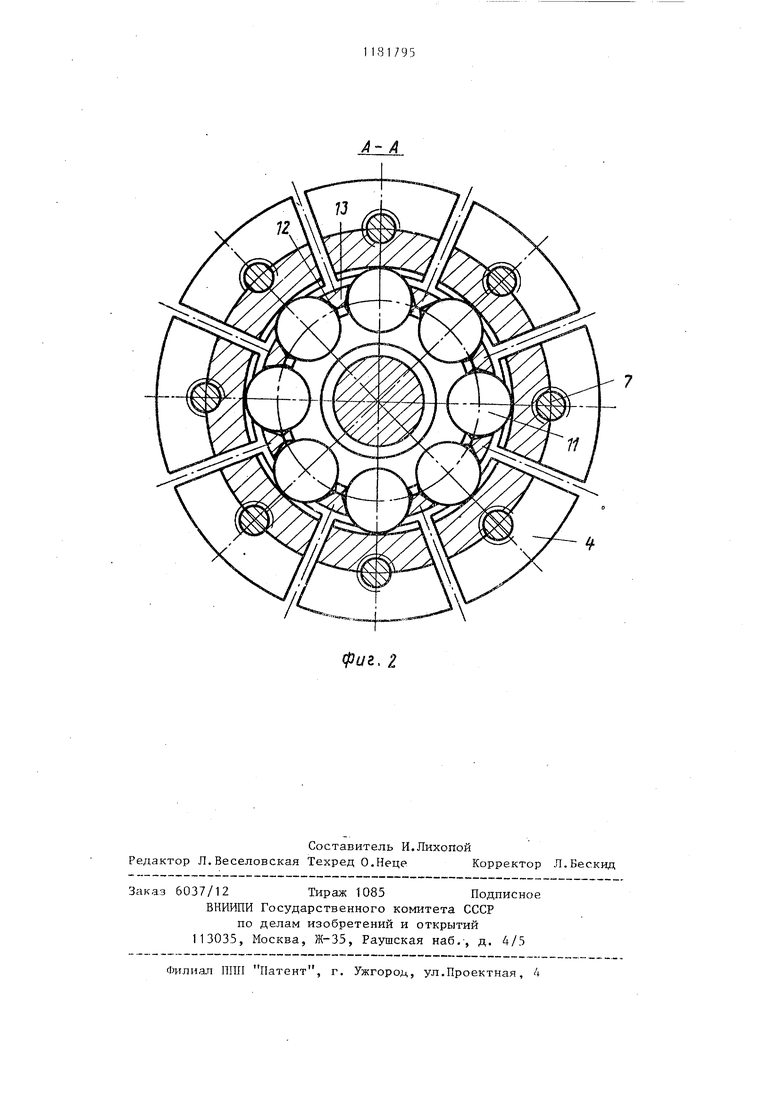
На фиг. 1 показана прошивка, обк(ий вид; на фиг. 2 - разрез А-А на фиг. 1..
Прошивка состоит из закрепленног на невращаемой борштанге 1 резьбовой частью 2 корпуса 3,вьтолненного в виде цанги с лепестками 4 и направляющей поверхностью 5. На лепест ках 4 цанги при помощи винтов 6 и винтов 7, регулирующих глубину резания С, закреплены резцы 8 с зубьями 9.
С конусным гнездом 10 цанги контактируют шарики 11 разжимного элемента, заключенные в отверстиях 12 чашеобразного сепаратора 13 и опирающиеся на конусные поверхности обойм 14 и 15, установленных с возможностью возвратно-поступательн го перемещени-я на закрепланной в копусе при помощи штифта 16 оправке 17, размещенной во втулке 18, установленной подвижно в центральном отверстии 19 корпуса 3 и прикрепленной к тяге 20 регулировки вылета расточного резца станка.
Чашеобразный сепаратор разжиР ного элемента закреплен на резьбе 21 ,и застопорен винтом 22 на противоположном относительно прикрепленного к тяге конце подвижной втулки 18.
Обоймы разжимного элемента при помощи гайки 23, регулирующей натяг поджаты пружиной 24 к прикрепленной к тяге 20 регулировки вылета резца подвижной в центральном отверстии корпуса втулке 18, имеющей прорези 25, относительно неподвижной оправки 17,
Прошивка работает следующим образом.
Перед прошивкой для нанесения рисок на поверхность конусного отверстия производится настройка режущих зубьев 9 резцов 8 на расстояние С , равное глубине наносимых рисок. ,Ш1я этого на направляющую поверхность : цапги диаметром D , надевается кольцевой шаблон-ограничитель (не показан), ограничива о952
щий вылет зубьев 9 резцов 8, винты 6 слегка отворачиваются, а винты 7 вворачиваются в отверстия и раздвигают резцы 8 до упора режущими кромками во внутреннюю поверхность шаблона. После этого заворачиваются винты. 6 и шаблон снимается.
Затем производится регулировка натяга пружины 24 на требуемое усилие подачи резцов 8 без изменения диаметра D инструмента при настройке, для чего гайка 3 поворачивается на резьбе для сжатия или разжатия пружины 24, и настроенная прошивка при помощи невращаемой бор-штанги 1 вводится в отверстие изложницы.
Вошедшая в отверстие прошивка взаимодействует направляющей поверхностью 5 цанги с поверхностью отверстия, удерживается и центрируется в отверстии за счет взаимодействия конусного гнезда 10 цанги с шариками 11, выжимаемыми конусными поверхностями обойм 14 и 15 в отверстия 12 сепаратора 13, а зубья 9 резцов 8 врезаются в поверхность отверстия, нанося продольные риски заданной глубины, одновременно включается привод возвратного движения тяги 20 регулировки вылета расточного резца станка.
Так как прошивка конусного отверстия для нанесения рисок производится с большего диаметра на меньший, то при поступательном движении прошивки в отверстии формы лепестки 4 цанги, повторяя направляющей поверхностью 5 поверхность конусного отверстия изложницы, сближаются к центру) инструмента, одновременно втулка 18 втягивает внутрь цанги сепаратор 13 с шариками 11, контактирующими с гнездом 10 цанги, а обоймы 14 и 15 под воздействием разжимающейся пружины 24 двигаются по оси оправки 17 одновременно с сепаратором 13 и шариками 11, заключенньми в отверстиярс 12, и не препятствуют сближению лепестков 4 цанги.
Возникающая от деформации лепестков 4 нагрузка пропорциональна уменьшению нагрузки разжимающейся пружины 24, т.е.увеличивающаяся от изгиба лепестков 4 нагрузка на направляющую поверхность 5 уравновешивается уменьшением нагрузки на обоймы 14 и 15 и шарики 11 при растяжении пружины 3 24, и постоянство воздействия равных сил подачи резцов 8 на каждом участке длины отверстия сохраняется со снижением износа направляющей поверхности 5 цанги при нанесении продольных рисок на поверхность глубокого конусного отверстия изложницы. После нанесения рисок на всю длину отверстия изложницы привод воз-, 23- - 954 вратного движения тяги 20 выключается и прошивка возвратным движениеь: борштанги 1 возвращается в исход 1ое положение, затем включается привод поступательного движения тяги 20 регулировки вьшета резца расточного станка и после установки тяги в исходное положение со сжатием пружины 24 до необходимой величины выключается. фиг. г А

| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивка | 1985 |
|
SU1287992A1 |
| Прошивка | 1984 |
|
SU1224112A1 |
| Расточная головка | 1981 |
|
SU990428A1 |
| Расточная головка | 1973 |
|
SU545417A1 |
| Расточная головка | 1979 |
|
SU772736A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Борштанга | 1985 |
|
SU1398998A1 |
| ВСЕСОЮЗНАЯ lnA"^HTr--^"^'i'"n-^-'5:'-;f5'vi IHf-* * tV.h: и t 1 -^* ; _. _:•- /,^, ,-,-_ _ '.'li'l^'i | 1972 |
|
SU337203A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
ПРОШИВКА, включающая корпус, вьтолненный в виде цанги с коничесКИМ отверстием, на лепестках которой закреплены режущие элементы и разжимной элемент, о тличающая/ . /If . . с я тем, что, с целью расширения технологических возможностей, она снабжена втулкой, установленной в отверстии корпуса с возможностью возвратно-поступательного перемещения, жестко связанной с ней тягой регулировки вылета расточного резца и размещенной во втулке оправкой, а разжимной элемент представляет собой чаш.образный сепаратор с отверстиями, расположенные в последних шарики, предназначенные для взаимодействия с лепестками цанги, и дополнительно введенные установленные на оправке с возможностью возвратнопоступательного перемещения подпру(Л жиненные обоймы.
| Сборная деформирующая прошивка | 1979 |
|
SU780991A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
