«1
Изобретение относится к металлообработке и может быть использовано при протягивании конусных отверстий.
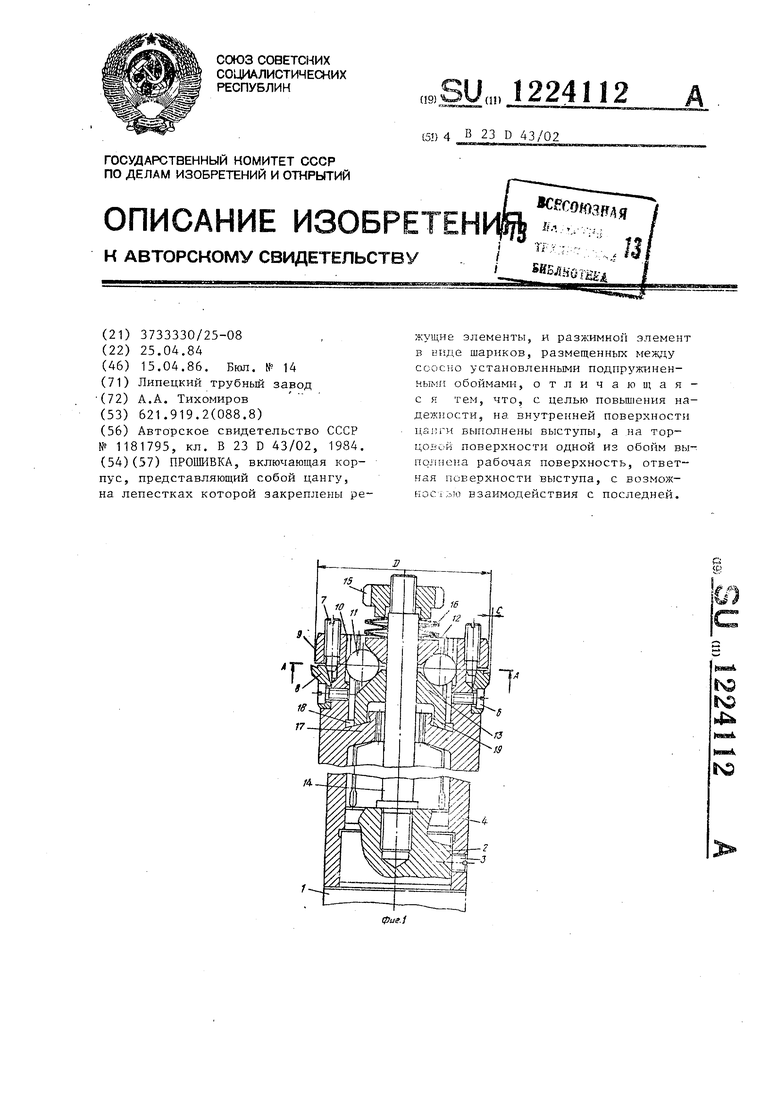
Цель изобретения - повьшгение надежности работы за счет автоматичес- кой настройки усилия подачи резцов.
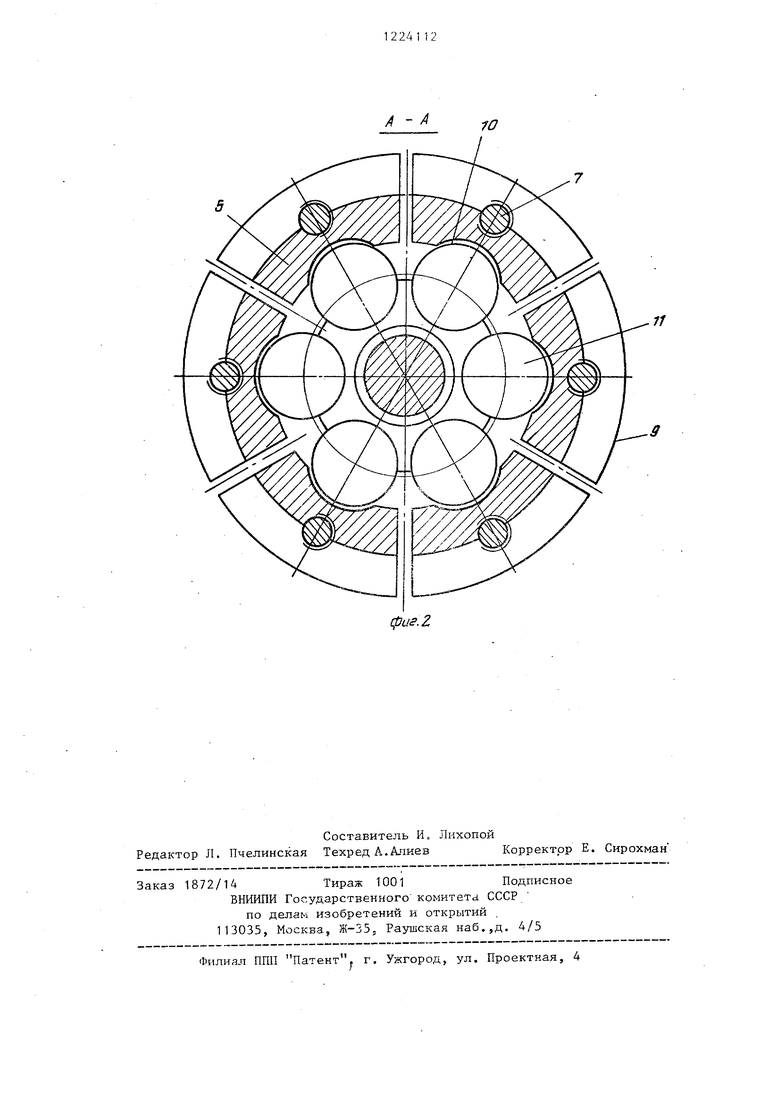
На фиг, 1 показана прошивка, общий вид; на фиг, 2 - разрез А-А на
фИГо1.
Прошивка состоит из закрепленного на невращаемой борштанге станка, (не показан) корпуса 1, к передней части которого при помощи резьбового соединения 2 и стопора 3 закреплена цанга 4 с лепестками 5, на кото- рьтх при помощи винтов 6 и 7 установлены резцы 8 таким образом, что их режущие кромки расположены вьш1е опорной поверхности 9 цапги 4 на расстояние С, равное глубине наносимых рисок на поверхность конусного отверстия изложницы (не показана).
В полости цанги 4 размещен регулируемый разжимной элемент в виде размещенных в канавках 10, выполненных на внутренней поверхности цанги 45 шариков 115 опирающихся на конусные поверхности передней 12 и задней 13 обойм, установленных на оправке 14с Обоймы 12 и 13 при помощи гайки 15 поджаты набором тарельчатых 16. Внешний торец задней обоймы 13 выполнен коническим.
На внутренней поверхности лепестков 5 цанги 4 выполнены выступы 17 с поднутрениями 18, образующими кольцо 19, которые установлены с возмолс- ностью взаимодействия с конической поверхностью внешнего торца задней обоймы 13,
Прошивка работает следующим образом.
Перед прошивкой отверстия производится настройка режущих кромок резцо 8 с помощью винтов 6 и 7 на расстоя- ние С-,
11
5 Q
5 0
g 0
5
22
Натем производится регулировка иатяга набора тарельчатых пружин 16 на требуемое усилие подачи резцов 8 без изменения диаметра D опорной поверхности 9 при помощи гайки 15.
Вошедшая в отверстие изложницы прошивка взаимодействует опорной поверхностью 9 с поверхностью конусного отверстия, удерживается и центрируется в отверстии за счет взаимодействия лепестков 5 цанги 4 с шариками 11, размещенными в канавках 10 и вы- жимаемь ми конусными поверхностями обойм 12 и 13„ Одновременно резцы 8 врезаются в поверхность отверстия, нанося продольные риски заданных размеров.
Прошивка конусного отверстия производится с большего диаметра на меньший при сближении к центру инструмента опорной поверхности 9, которая повторяет конус отверстия и воздействует канавками 10 лепестков 5 цанги 4 на шарики 11, одновременно выступы 17 сближаются к центру инструмента, смещаясь торцовой поверхностью по конической поверхности задней обоймы 13, при этом последняя смещается по оп- J..авке 14 со смг щением вслед за обоймой 13 гаарикоз i1 по канавкам 10 и уменьшением диаметра D опорной поверхности 9 в соответствии с диаметром отверстия без дополнительного сжатия или разжатия пружин 16 и авгоматичес- кой настройкой усилия подачи резцов 8.
После нанесения продольных технологических рисок, прошивка возврат- движением борштанги выводится из отверстия изложницы, лепестки 5-цанги 4 расходятся, выступы 17 раздвигаются от центра инструмента, задняя обойма 13 смещается по оправке 14 в исходное положение, диаметр D опорной поверхности 9 возвращается к i -cxc,/::,- ному.
/ - X/
cpus.Z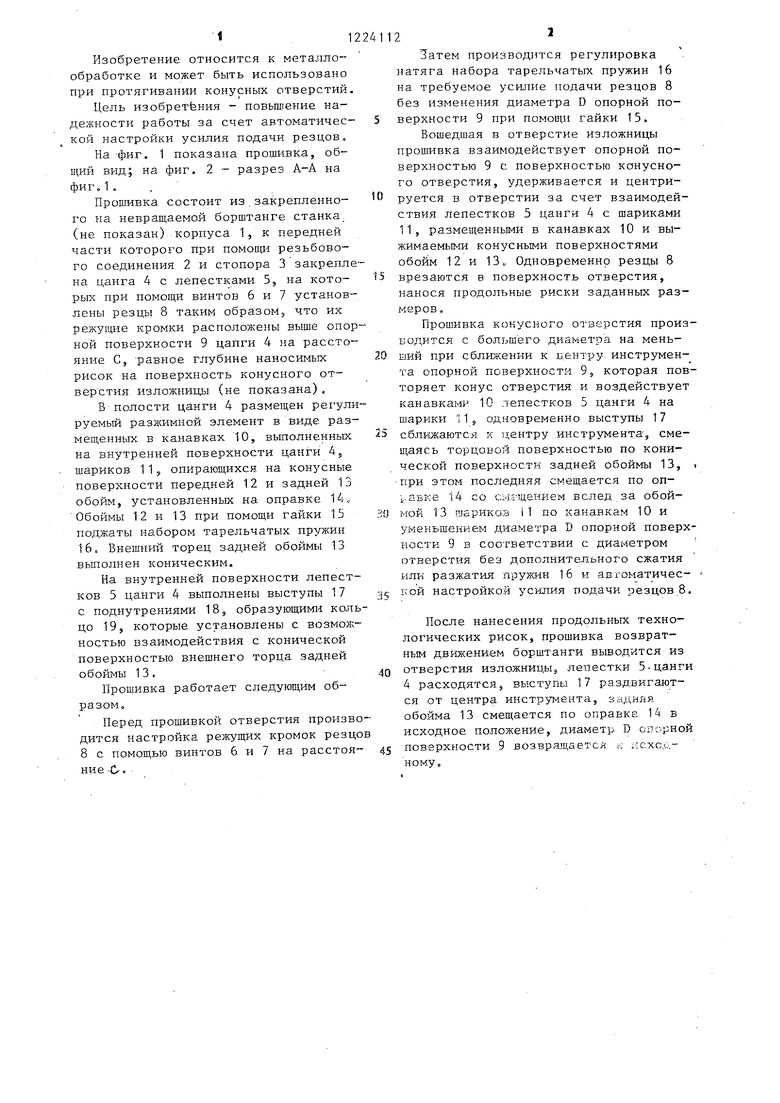
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивка | 1985 |
|
SU1287992A1 |
| Прошивка | 1984 |
|
SU1181795A1 |
| Инструмент для обработки канавок | 1982 |
|
SU1066751A1 |
| Расточная головка | 1973 |
|
SU545417A1 |
| Раскатка | 1974 |
|
SU841937A1 |
| Борштанга | 1985 |
|
SU1398998A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| МНОГОРЯДНАЯ ШАРИКОВАЯ РАСКАТКА | 1971 |
|
SU314630A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Прошивка | 1984 |
|
SU1181795A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
