i2 1110 56
, / 2920 17 22
18 2125
26
со
CD 00 ;0 СО СХ5
Изобретение относится к обработке резанием, преимущественно трубных заготовок относительно большой длины.
Цель изобретения - повышение ка- честна обработки за счет исправления погрешности предварительной обработки.
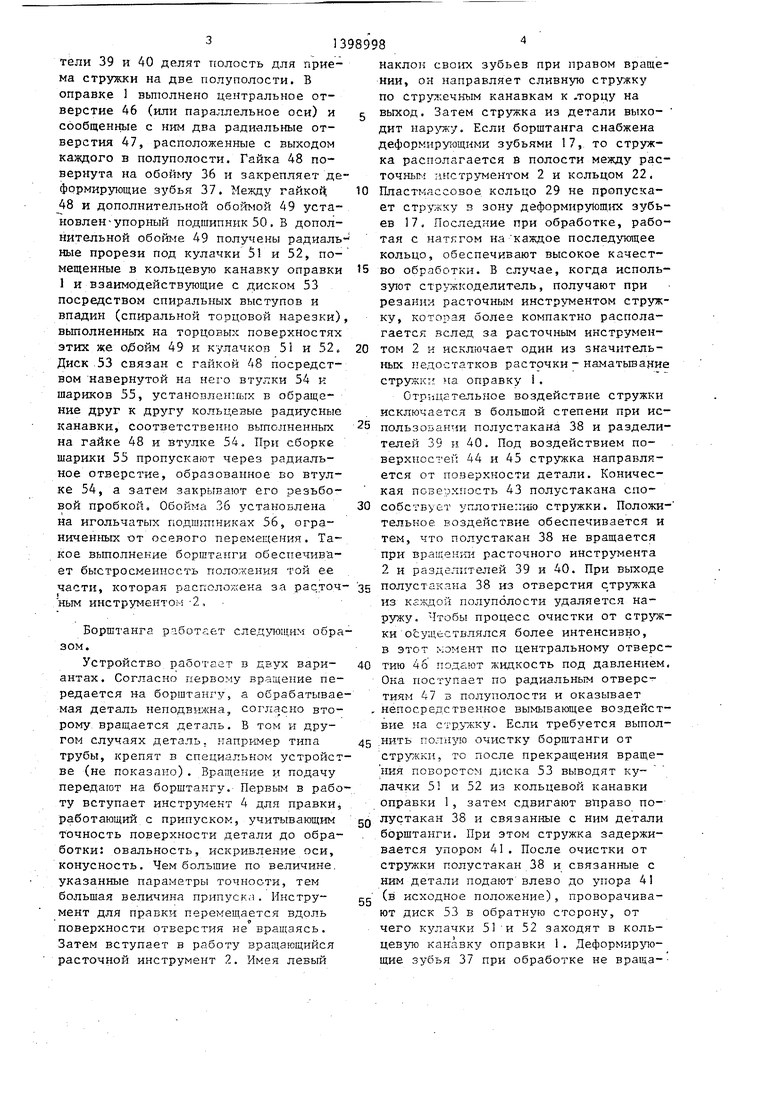
На фиг.1 представлена борштанга, продольный разрез; на фиг,2 - разрез А-А на фиг.1; на фиг.З - расположение стружкоделителя на борштанге; на фиг.4 - разрез Б-Б на фиг.З; на фиг.5 второй вариант борштангк; на фиг.6 - разрез В-В на фиг.5, на фиг.7 - раз- рез Г-Г на фиг.5.
Борштанга содержит оправку 1, на которой установлен расточной инструмент 2, вьтолненный, например, в виде зенкера или развертки. Впереди расточного инструмента 2 на обойме
3 закреплен, например, напрессовкой инструмент 4 для праЕ1ки обрабатывае- гмой детали по внутренней поверхности, вьшолненный в виде втулки, на наруж- ной поверхности которой имеется рабочая часть, состоящая из сочетания ши- рокой закодной конической поверхности 5 и цилиндрической поверхности 6„ На той же наружной поверхности для большей точности правки может быть образован один или больше выступов 7 того же диаметра, что и диаметр ци линдрической поверхности 6. Обойма 3 установлена на игольчатых 8 и упорных 9 и JO подшипниках. Солевого торца от нее установлено кольцо П, через которое она гайкой 12 поджата к расточному инструменту 2, связанному с оправкой 1- посредством шпонки 13 и двух вкладьштей 14 и 15, установленных в к ольдевую канавку той же оправки и выполненных в виде частей кольца. Кольцо 11 с оправкой 1 связано шпонкой 16, а гайка 12 дополни- тельно контрится известными способа-;- Ми.
За расточным инстрз ментом 2 расположены деформирующие зубья 17, вьтол- ненные в одном блоке или раздельно в виде колец. Рабочая часть каждого деформирующего зуба 17 составлена из передней конической поверхности, ци- .Ш1ндрической ленточки и задней конической поверхности. Каждый последуго- ций деформирующий зуб выполнен с диаметром поверхности цилиндрической ленточки большим, чем у предыдущего зуба. Блок деформирующих зубьев 17
0 5
0
5 Q
5
0
5
закреплен напрессовкой на обойме 18, установленной на игольчатых 19 и упорных 20 и 21 подшипниках. С лево го и правого торцов обоймы 18 соответственно размещены кольца 22 и 23, связанные с оправкой соответствен- но шпонками 24 и 25. Гайка 26 навернута на оправку 1, дополнительно контрится от проворота и предназначена для поджатия кольца 22 к вкладышам 27 и 28, установленным в кольце- вую канавку оправки 1. На кольце 22 закреплено пластмассовое кольцо 29, предназначенное для предохранения деформирующих зубьев 17 от стружки. Между расточным инструментом 2 и де- формирзтощими зубьями 17 предусмотрена полость для размещения стружки.
Между инструментом 4 для правки и расточнь м инструментом 2 установлен стружкодержатель, выполненный в виде кольца 30, в пазах которого, например, пайкой закреплены, стружкодели- тельные элементы 31 для нанесения продольных канавок на обрабатьгоаемую поверхность детали. Каждьш из струж- -коделительных элементов 31 имеет переднюю 32 и заднюю 33 поверхности, а между ними поверхность 34, параллельную оси оправки 1. Бокбвые поверхности стружкоделительного элемента на входе и выходе являются наклонными по отношению к его оси, т.е. элемент вначале выполнен с расширением, затем с равной толщиной, а затем с сужением, Стружкоделитель установлен на обойме 3. Между ним и инструйен- том для правки 4 помещена распорная втулка 35. Это исключает их взаимовлияние при работе.
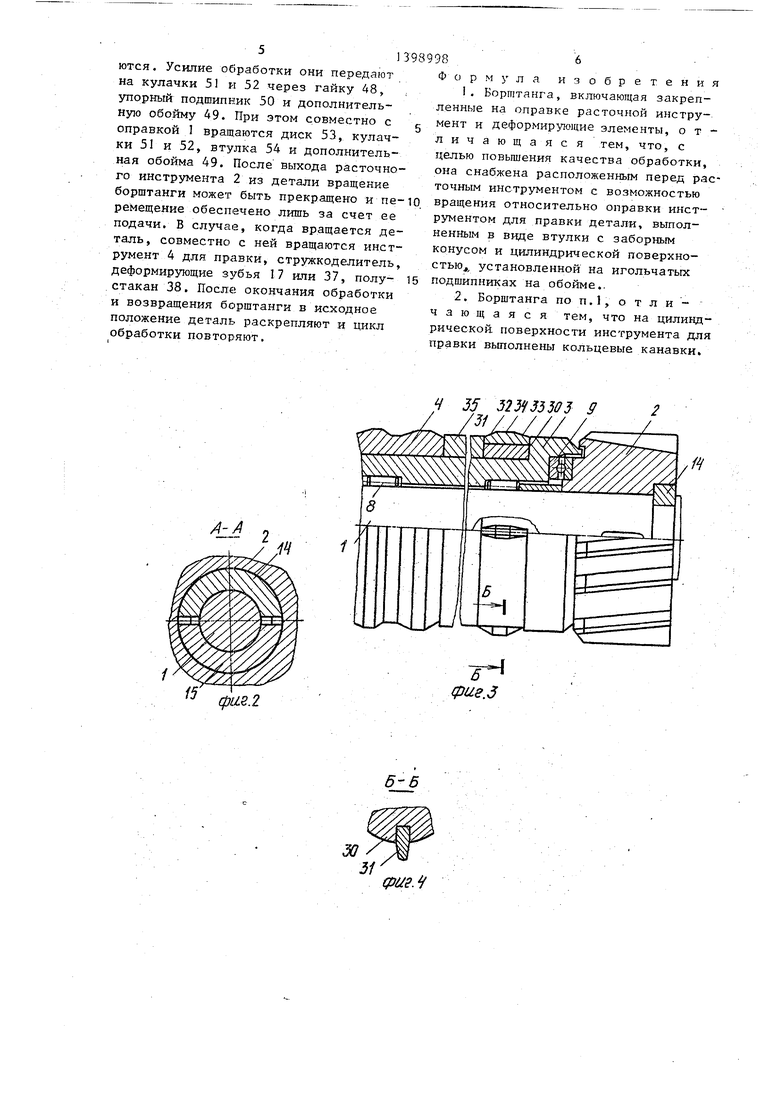
В конструкции борштанги вслед за расточным инструментом 2 может быть . установлен ловитель стружки, состоящий из закрепленного на обойме 36 под деформирующие зубья 37 полустакана 38, радиально закрепленных на оправке 1 разделителей 39 и 40 и упора 41 в виде ступенчатого кольца, которое также крепится на оправке 1. По- лустакай 38 представляет собой деталь, имеющую полуцилиндрическую наружную поверхность 42, полуконическую внутреннюю поверхность 43 и днище, в котором имеется соосное отверстие. снабжен с целью беспрепятственного приема стружки наклонными поверхностями 44 и 45. Разделители 39 и 40 делят полость для приема стружки на две полуполости. В оправке 1 вьтолнено центральное отверстие 46 (или параллельное оси) и сообщенные с шш два радиальные отверстия 47, расположенные с выходом каждого в полуполости. Гайка 48 повернута на обойму 36 и закрепляет деформирующие зубья 37. Между гайко 48 и дополнительной обоймой 49 установлен -упорный подшипник 50. В дополнительной обойме 49 получены радиаль ные прорези под кулачки 51 и 52, помещенные в кольцевую канавку оправки 1 и взанмодейств тощие с диском 53 посредством спиральных выступов и впадин (спиральной торцовой нарезки) вьшолненных на торцовых поверхностях этих же О.6ОЙМ 49 и кулачков 51 и 52. Диск .53 связан с гайкой 48 посредством Навернутой на него втулки 54 и шариков 55, установленных в обращение друг к другу кольцевые радиусные канавки, соответственно вьтолненных на гайке 48 и втулке 54. При сборке шарики 55 пропускают через радиальное отверстие, образованное во втулке 54, а затем закрывают его резьбовой пробкой. Обойма 36 установлена на игольчатых подшгтнкках 56, ограниченных от осевого перемещения. Такое вьтолнение борштанги обеспечивает быстросменность поло;кения той ее части, которая расположена за рас.точ ньгм инструментог-s -2. Борштанга работает следующим образом.
Устройство работает в двух вариантах. Согласно первому вращение передается на борштан1 у, а обрабатываемая деталь неподвижна, согласно второму, вращается деталь. В том и другом случаях деталь, например типа трубы, крепят в специальном устройстве (не показано). Вращение и подачу передают на борштангу. Первым в работу вступает инструт ент 4 для правки, работающий с припуском, учитывающим точность поверхности детали до обработки: овальность, искривление оси, конусность. Чем большие по величине. указанные параметры точности, тем большая величина припуск.ч. Инструмент для правки перемещается вдоль поверхности отверстия не вращаясь. Затем вступает в работу вращающийся расточной инструмент 2. Имея левый
0
5
0
5
0
5
0
5
0
5
наклон своих зубьев при правом вращении, он направляет сливную стружку по струлсечным канавкам к -торцу на выход. Затем стр:,гжка из детали выхо- дит . Если борштаига снабжена деформирующими зубьями 17,. то стружка располагается в полости между рас- точшз. инструментом 2 и кольцом 22, Пластмассовое кольцо 29 не пропускает стру:-кку в зону даформируйщгос зубьев 17. Последние при обработке, работая с наткгом на каждое последующее кольцо, обеспечивают высокое качество обработки. В случае, когда используют стр -жкоделитель, получают при резании расточным инструментом стружку, которая более компактно располагается вслед за расточным инструментом 2 и исключает один из значительных недостатков расточки - наматьшание стружки на оправку i.
Отр51цательное воздействие стружки исключается в большой степени при использовании полустакана 38 и разделителей 39 я 40. Под воздействием поверхностей 44 и 45 стружка направляется от поверхности детали. Коническая поверхность 43 полустакана способствует уплотнепшо стружки. Положи- тельное воздействие обеспечивается и тем, что полустакан 38 не вращается при вращенки расточного инструмента 2 и разделителей 39 и 40. При выходе полустакана 38 из отверстия с тружка из каждой полуполости удаляется наружу. Чтобы процесс очистки от ки ойуществлялся более интенсивно, в этот момент по центральному отверстию 46 подают жидкость под давлением. Она поступает по радиальным отверстиям 47 3 полуполости и оказывает непосредственное вымывающее воздействие на стр ужку. Если требуется выполнить полную очистку борштанги от стр у кки, то после прекращения враще- ния поворотом диска 53 выводят кулачки 5 и 52 из кольцевой канавки оправки 1, затем сдвигают вправо полустакан 38 и связан1 ые с ним детали борштанги. При этом стружка задерживается упором 41. После очистки от стружки полустакан 38 и связанные с ним детали подают влево до упора 41 (в исходное положение), проворачивают диск 53 в обратную сторону, от чего кулачки 51 и 52 заходят в кольцевую канавку оправки 1 . Деформир: то- щие зубья 37 при обработке не враща-ются. Усилие обработки они передают на кулачки 51 и 52 через гайку 48, зторный подшипник 50 и дополнительную обойму 49. При этом совместно с оправкой I враш,аются диск 53, кулачки 51 к 52, втулка 54 и дополнительная обойма 49. После выхода расточно го инструмента 2 из детали вращение борштанги может быть прекращено и пе ремещение обеспечено лишь за счет ее подачи, В случае, когда вращается де таль, совместно с ней вращаются инст румент 4 для правки, стружкодепитель деформирующие ззгбья 17 или 37, полустакан 38. После окончания обработки и возвращения борштанги в исходное положение деталь раскрепляют и цикл обработки повторяют.
989986Формула изобретения
1.Боргатанга, включающая закрепленные на оправке расточной инструg мент и деформирующие элементы, отличающаяся тем, что, с целью повьш1ения качества обработки, она снабжена расположенным перед расточным инструментом с возможностью 10 вращения относительно оправки инструментом для правки детали, выполненным в ввде втулки с заборньгм конусом и цилиндрической поверхностью,, установленной на игольчатых 15 подшипниках на обойме..
2.Борштанга по п.1, о т л и - чающаяся тем, что на цилиндрической поверхности инструмента для правки выполнены кольцевые канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Инструмент для обработки глубоких отверстий | 1990 |
|
SU1726160A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Способ образования резьбы на полой детали и устройство для его осуществления (его варианты) | 1983 |
|
SU1292889A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Устройство для сборки охватываемой и охватывающей деталей | 1986 |
|
SU1318384A1 |
Изобретение относится к обработ- ке резанием и может быть использовано при обработке трубных заготовок. Целью изобретения является повышение качества обработки. Борштанга содержит оправку, на которой закреплен расточной инструмент, например, в виде зенкера или развертки. Впереди расточного инструмента на обойме установлен инструмент для правки, за расточным инструментом на обойме - деформирующие зубья. Между расточным инструментом и деформирующими зубьями предусмотрена для размещения стружки полость, разделенная на две полуполости разделителями. На той же обойме, что и инструмент для правки, установлен стружкодержатель, на обойме под деформирующие зубья закреплен полустакан. Первым в работу вступает инструмент для правки детали, работающий с припуском, учитывающим точность поверхности детали до обработки, и исправляет при поступательном перемещении овальность, искривление оси, конусность предварительно обработанного отверстия детали. 1 з.п. ф-лы, |7 ил. . W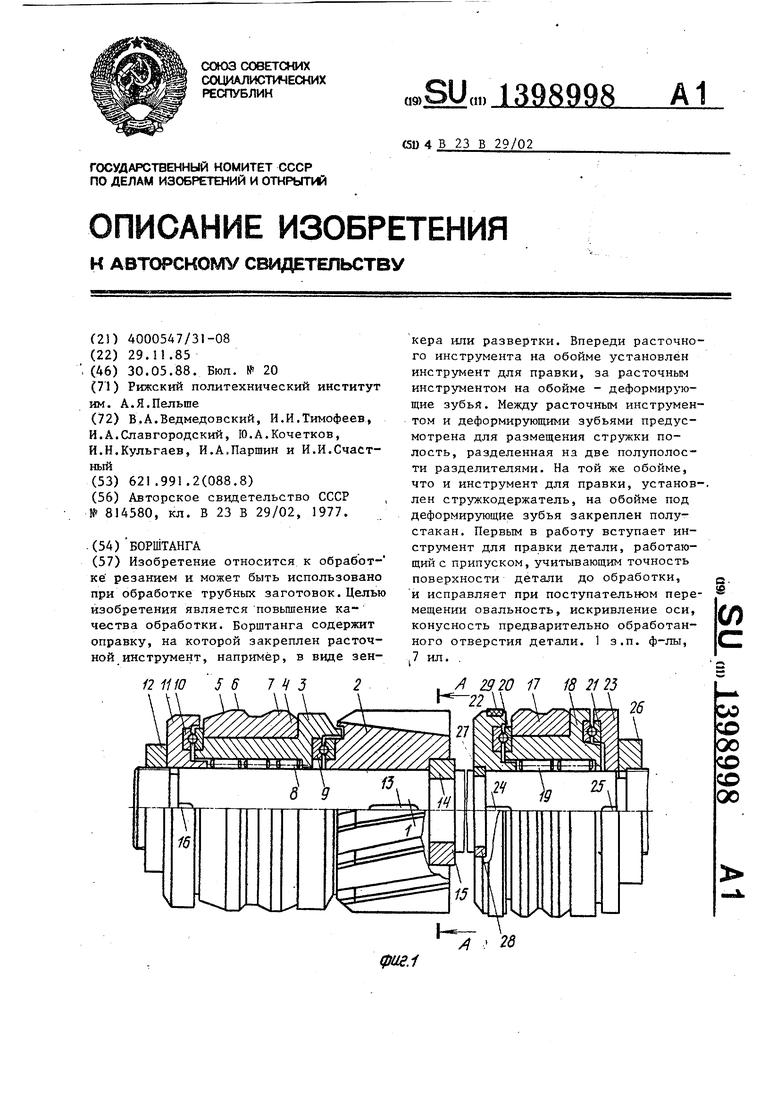
// /
фае.2
JJ 32yf355ff3 9
31
Б фаг.З
ФИ.
Л 4 43 4/ //
29 -.
Фиг, 6
//
29 -. j 55 К SB « SI 53
SB
45
J2
.5
r-r
Фиг. 7
| Авторское свидетельство СССР , № 814580, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
