Изобретение относится к технологии нанесения ворса в сильных электрических полях и может быть использовано на предприятиях, выпускающих электрофлокированные материалы. Цель изобретения - снижение энергозатрат при управлении процессом получения электрофлокированного материала. На чертеже схематично изображено устройство для реализации предлагаемого способа. Устройство содержит бункер 1, ворсоподающий механизм 2, высоковольтный источник 3 электропитания, верхний 4 и нижний 5 электроды, первый из которых размещен между ворсоподающим механизмом 2 и флокируемым материалом 6, снабжен отверстиями для пропуска ворсинок и подключен к источнику 3 электропитания. Электрод 5 размещен под флокируемым материалом 6. Устройство содержит измеритель 7 электрического тока, усилитель 8, преобразователь 9, делитель 10, электродвигатель 11 привода ворсоподающего механизма 2 и регулятор 12 напряжения. Электрод 5 заземлен через измеритель 7 тока, выход которого через усилитель 8 и преобразователь 9 подключен к входу делителя 10. Один из выходов делителя 10 подключен к электродвигателю 11, а другой - через регулятор 12 напряжения к управляющему входу источника 3 электропитания. Способ осуществляется следующим образом. Из бункера 1 с помощью ворсоподающего механизма 2 ворс подается в электрическое поле, создаваемое с помощью высоковольтного источника 3 питания между верхним 4 и нижним 5 электродами. Заряженные на верхнем электроде 4 ворсинки под действием сил электрического поля и гравитации устремляются к нижнему электроду, по которому перемещается флокируемый материал 6, покрытый клеем. Ворсинки разряжаются через клеевой слой и материал основы на противоположно заряженный электрод 5. При постоянных параметрах электрофлокирования и обеспечении постоянства зарядов на ворсинках переносимый ими ток пропорционален суммарному количеству волокон, достигающих в единицу времени противоположно заряженного электрода, т. е. подаче ворса из бункера, и характеризует эту технологическую величину. Этот ток регистрируется измерителем 7. Величина тока, проходящего через измеритель 7, пропорциональна подаче ворса и среднему заряду на ворсинках. Сигнал измерителя 7 через усилитель 8 подается на преобразователь 9. Сигнал на выходе преобразователя 9 тем больще, чем меньще входной сигнал с усилителя 8. Делитель 10 посылает сигнал на электродвигатель 1i привода ворсоподающего .механизма. Одновременно с другого выхода делителя 10 сигнал подается на регулятор 12, который устанавливает напряжение между электродами 4 и 5, соответствующее подаче ворсинок механизмом 2. Величина напряжения устанавливается достаточной для отделения ворсинок от электрода 4 при установленной интенсивности подачи ворсинок. Уменьщение подачи ворсинок приводит к снижению величины электротока через измеритель 7. При этом выходной сигнал преобразователя увеличивается, что приводит к повыщению напряжения питания электродвигателя 11 и увеличению подачи ворсинок. Одновременно повышается напряжение между электродами 4 и 5. При уменьщении требуемой плотности нанесения ворса, которое может быть осуществлено изменением настройки преобразователя 9, автоматически производится уменьшение величины подачи ворса и соответствующее ему снижение напряжения между электродами 4 и 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОФЛОКИРОВАННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2107764C1 |
| Устройство для электрофлокирования нитеподобного материала | 1989 |
|
SU1615255A1 |
| Способ электрофлокирования плоских материалов и устройство для его осуществления | 1989 |
|
SU1715906A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОСТАТИЧЕСКОГО НАНЕСЕНИЯ ВОРСОВЫХ ПОКРЫТИЙ | 1991 |
|
RU2057218C1 |
| СПОСОБ ЭЛЕКТРОФЛОКИРОВАНИЯ ПРЕДМЕТОВ СЛОЖНОЙ ФОРМЫ | 1995 |
|
RU2094131C1 |
| Способ получения ворсового материала | 1981 |
|
SU1024538A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МНОГОЦВЕТНЫХ ВОРСОВЫХ УЗОРОВ НА МАТЕРИАЛ | 1991 |
|
RU2016154C1 |
| Дозатор к установке для электрофлокирования | 1989 |
|
SU1742375A1 |
| Устройство для нанесения ворса | 1986 |
|
SU1431850A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОРСОВОЙ ПОВЕРХНОСТИ НА ОБЪЕМНОМ ИЗДЕЛИИ (ВАРИАНТЫ) | 2001 |
|
RU2199398C2 |
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОФЛОКИРОВАНИЯ МАТЕРИАЛА, заключающийся в том, что контролируют плотность нанесения ворса и при отклонении ее от заданной величины изменяют величину подачи ворсинок в зону нанесения их на материал, а величину напряжения между электродами устанавливают из условия требуемого качества протекания процесса, отличающийся тем, что, с целью снижения энергозатрат, величину напряжения между электродами изменяют одновременно и однонаправленно с изменением величины подачи ворсинок. § CO 12 / 00 oo ;o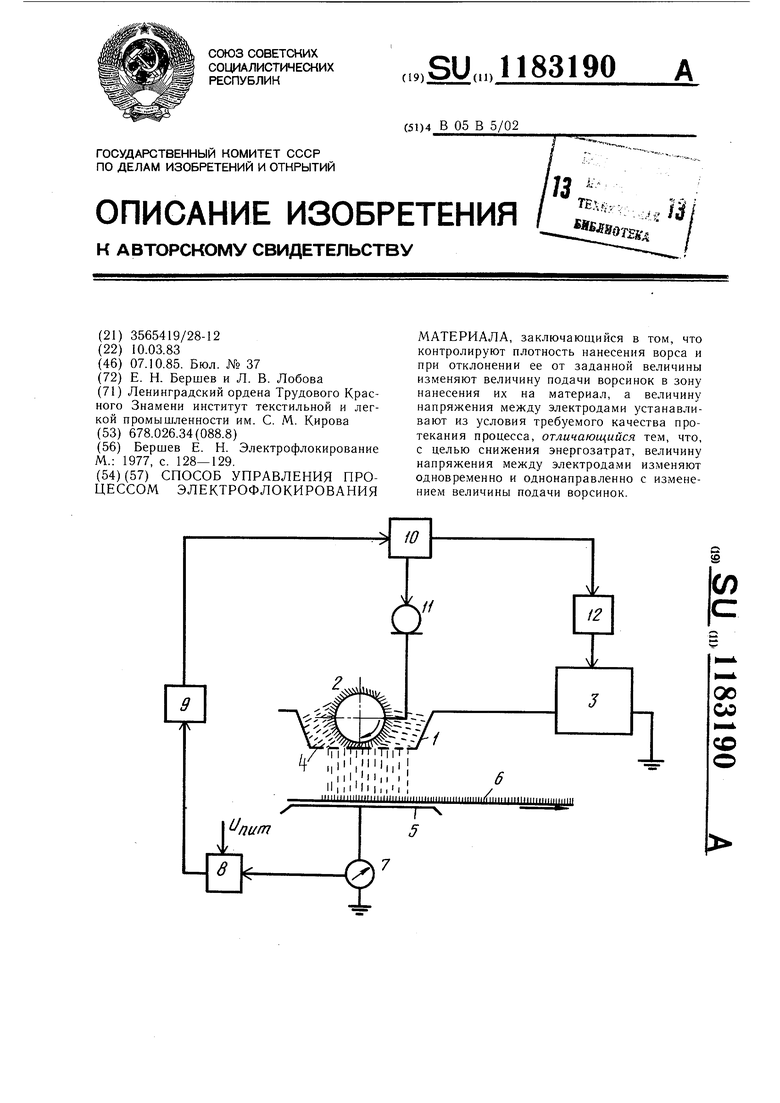
| Бершев Е | |||
| Н | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Сепаратор-центрофуга с периодическим выпуском продуктов | 1922 |
|
SU128A1 |
