Изобретение относится к обработке металлов давлением, а именно к моталкам горячекатаной полосы в рулон.
Целью изобретения является повышение качества намотки полосы путем предотвращения возможности смещения рулона вдоль оси барабана и проскальзывания его относительно обечайки.
На чертеже изображено устройство, общий вид.
Устройство содержит цилиндрическую обечайку 1 барабана моталки, прорези 2, наматываемую полосу 3,
Устройство работает следующим образом.
При сматывании горячекатаной полосы 3 в рулон полоса формирующими роликами (на чертеже не показаны) плотно прижимается к обечайке 1 барабана моталки, в результате чего происходит незначительное затекание (вдавливание) металла полосы в прорези 2. Выполнение прорезей 2, состоящими из двух прямолинейных участков, симметрично расположенных относительно среднего поперечного сечения обечайки 1 и наклоненных к образующей поверхности обечайки, предотвращает возможное смещение рулона вдоль оси барабана и проскальзывание его относительно обечайки, способствует самоцентрированию витков относительно барабана.
Угол наклона прорезей 2 к образующей обечайки 1 принимают равным 20-45°. При выборе угла наклона руководствуются прежде всего тем, что число барабанов моталок, находящихся в эксплуатации на металлургическом заводе, всегда незначительно и редко превышает 5-10 штук, и в механическом оборудовании металлургических заводов широко используются зубчатые колеса с шевронным зацеплением, с углом наклона зубьев 20-30°. Имеется соответствующий парк зубонарезных станков и инструмента, на которых легко может быть реализована нарезка прорезей на обечайке 1 барабана моталки. Указанные углы наклона прорезей 2 к образующей обечайки 1 равны 20-30°, поэтому являются предпочтительными при их изготовлении на металлургических заводах. В то же время следует учитывать, что оптимальным углом наклона
прорезей 2 к образующей обечайки 1 является угол около 45°, так как именно при этом значении обеспечивается наилучшее сочетание условий качественной намотки полосы 3 на барабан моталки и последующего ее съема с этого барабана. Однако при назначении углов наклона прорезей 2 к образующей обечайки 1 в пределах 30- 45° необходимо предварительно сопоставить получаемый эффект от использования углов в этих пределах с соответствующими затратами на изготовление обечайки. Например, на машиностроительном заводе, специализирующемся на изготовлении барабанов моталок для широкополосовых станов горячей прокатки, нарезка прорезей 2 на обечайке 1 барабана моталки в виде шеврона с
0 углом их наклона к образующей обечайки 45° вполне себя может оправдать, благодаря использованию в этом случае специализированного станка.
Ширину прорезей на обечайке барабана моталки следует выбирать приблизительно равной средней толщине полос, на намотку которых рассчитан барабан моталки. При больших значениях ширины прорезей увеличивается затекание металла в прорези, что затрудняет последующее снятие рулона с барабана. При меньших значениях ширины прорезей затекание металла в них значительно уменьшается и эффективность предотвращения продольного смещения полосы заметно падает. Глубину прорезей целесообразно выбирать в пределах 2-3 мм.
Например, на барабане моталки непрерывного щирокополосного стана 1700 горячей прокатки, предназначенной для намотки полос толщиной 1,2-4 мм, были нанесены щевронные прорези под углом 25°5Г, шириной 2,5 мм и глубиной 2,5 мм. Испытания
показали, что брак рулонов из-за их телескопич-ности практически прекратился.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ намотки в рулон горячекатаной полосы | 1981 |
|
SU1003956A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| Барабан моталки стана непрерывной прокатки полос | 1984 |
|
SU1186317A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1998 |
|
RU2146974C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАЗЖИМНОГО БАРАБАНА МОТАЛКИ | 2008 |
|
RU2431533C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| Моталка листового стана горячейпРОКАТКи | 1979 |
|
SU822944A1 |
| Прокатный стан для производства горячекатаных полос | 1976 |
|
SU686787A1 |
БАРАБАН МОТАЛКИ ДЛЯ НАМОТКИ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ, включающий цилиндрическую обечайку, на наружной поверхности которой выполнены равномерно расположенные по окружности прорези, отличающийся тем, что, с целью повышения качества намотки полосы путем предотвращения возможности смещения рулона вдоль оси барабана и проскальзывания его относительно обечайки, прорези выполнены состоящими из двух прямолинейных участков, расположенных симметрично относительно среднего поперечного сечения обечайки, с углом их наклона к образующей поверхности обечайки 20-45°. (Л 00 со to 1C 00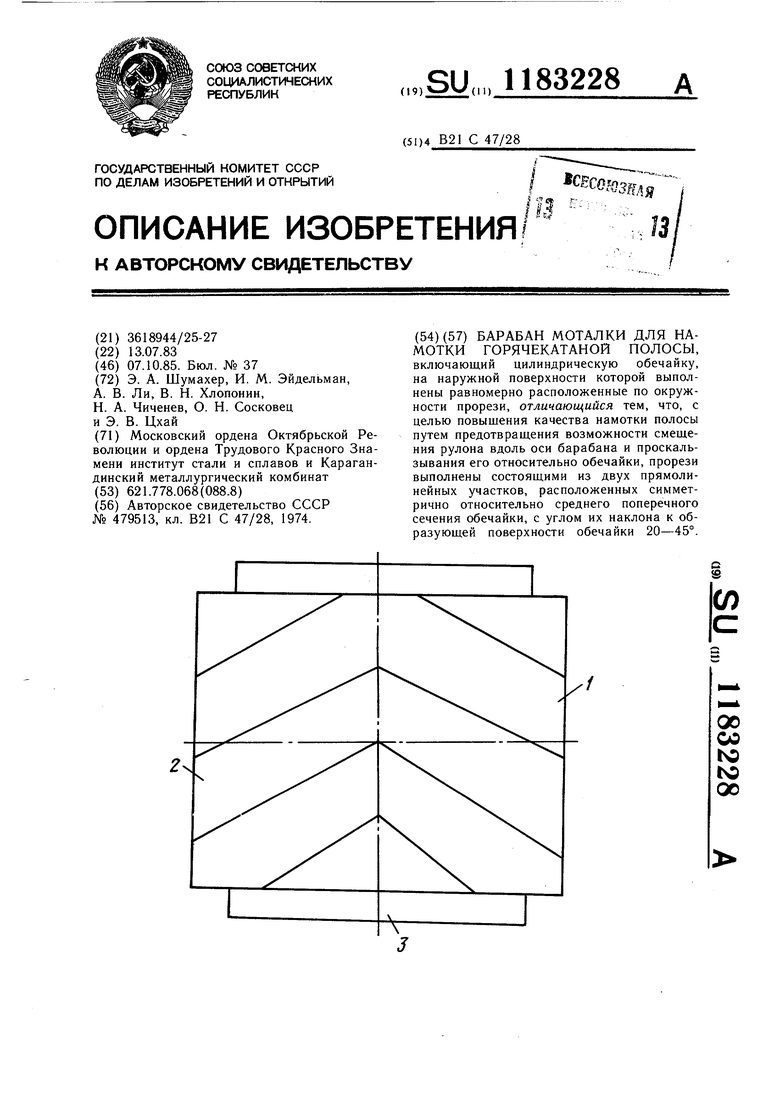
| Барабан для намотки | 1974 |
|
SU479513A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
