(54) МОТАЛКА ЛИСТОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Моталка горячей полосы | 1980 |
|
SU902896A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Моталка листового стана горячей прокатки | 1975 |
|
SU527227A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU735370A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| КАССЕТА МОТАЛКИ ГОРЯЧЕЙ ПОЛОСЫ | 1995 |
|
RU2082519C1 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| Устройство для накатки горяче-КАТАНОй пОлОСы | 1979 |
|
SU793680A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для смотки горячекатанных полос в рулоны в полосовых станах.
Известна моталка горячей полосы, содержащая установленные на основании барабан с расположенными вокруг него формующими роликами и направляющие проводки для полосы. Для обеспечения свободного доступа к барабану и формующим роликам, направляющие проводки для полосы выполнены поворотными в плоскости, перпендикулярной оси барабана 1.
Недостатком известной моталки является больщая затрата времени на замену формующих роликов.
Известна также моталка листового стана горячей прокатки, содержащая станину, смонтированные на станине электродвигатель, связанный с электродвигателем намоточный барабан и щарнирно-рычажную сиетему, установленные на щарнирно-рычажной системе кассеты, имеющие пазы, установленные в пазах кассет подушки, механизмы для крепления подущек в кассетах, и расположенные вокруг намоточного барабана формующие ролики, щарнирно установленные своими подущками в кассетах. Каждая подщипниковая опора формующего ролика укреплена с помощью четырех болтов к кассете 2.
Однако при болтовом соединении каждой подущки формующего ролика в кассете создаются неблагоприятные условия, при которых снижается производительность стана, так как при замене изношенных формующих роликов требуется выполнить большой объем демонтажных и монтажных работ в стесненном месте. Это ведет к увеличению простоя моталок и стана в целом. Кроме этого, ремонтные работы производятся при опасных условиях труда, связанных с вы- .
сокими тейпературами окружающих механизмов.
Цель изобретения - повышение производительности стана путем сокращения времени на монтажные и демонтажные работы при замене формующих роликов.
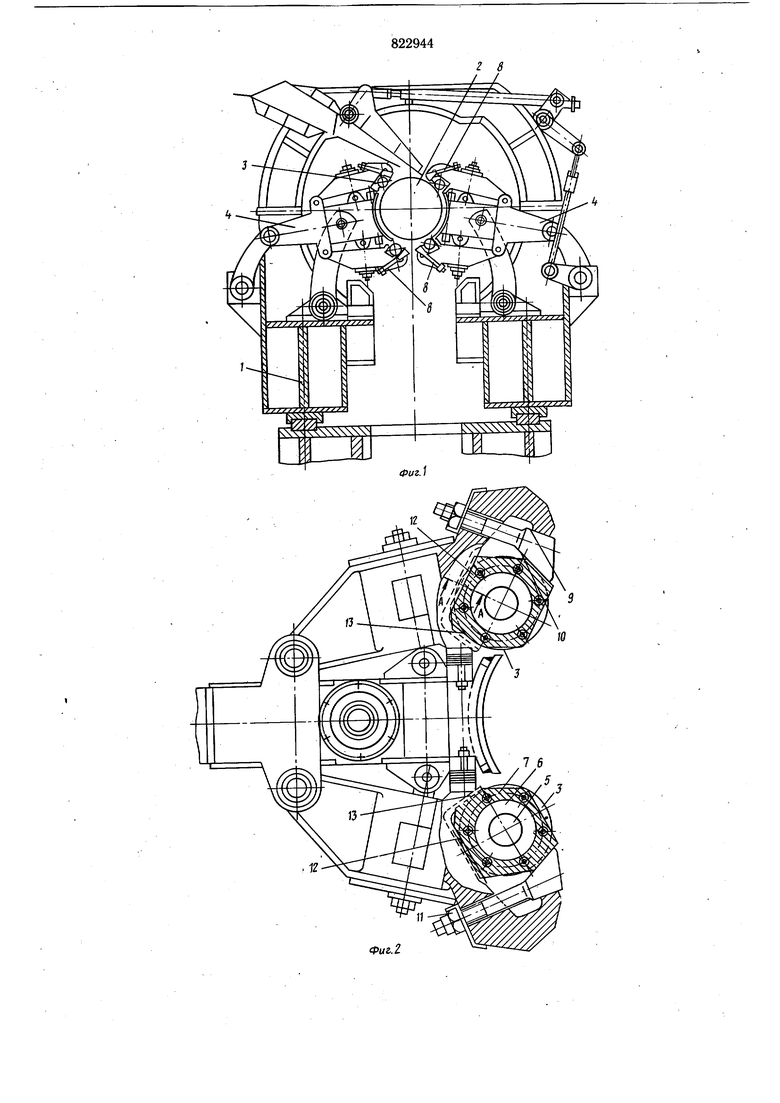
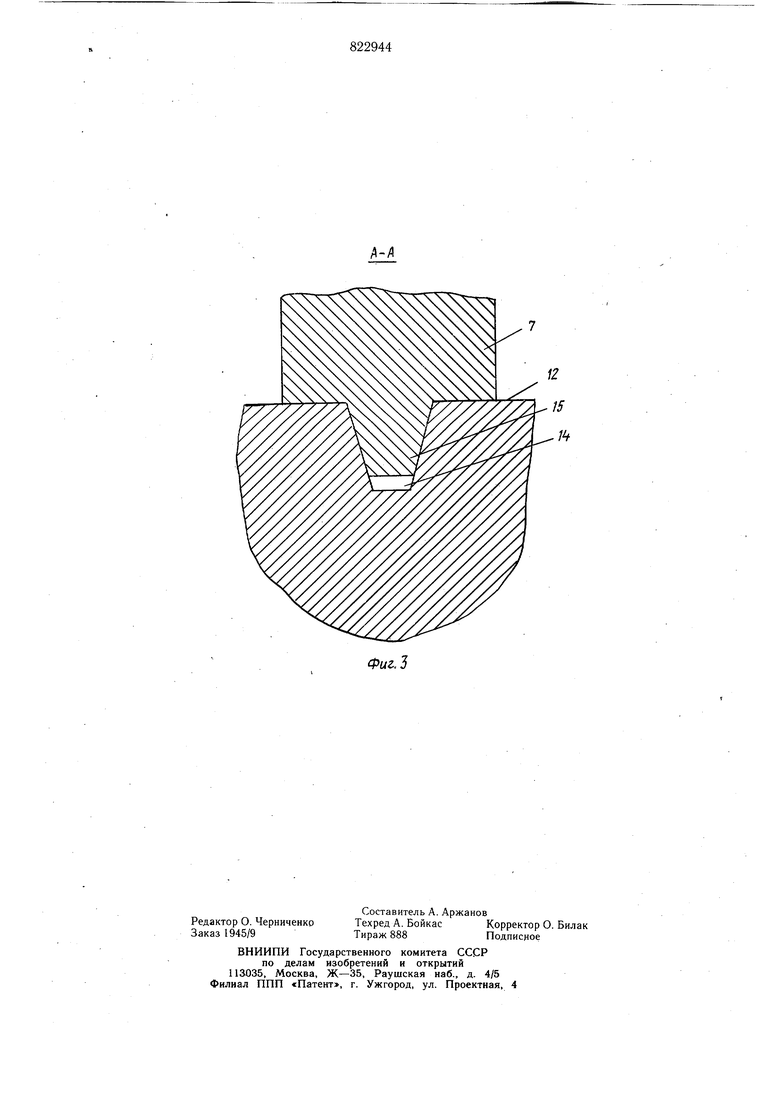
Поставленная цель достигается тем, что механизм для крепления подушек в кассетах выполнен в виде клина-болта, а базовые опорные поверхности паза кассет выполнены с выемкой, контактирующей с выполненным в подушке выступом. На фиг. 1 изображена моталка; на фиг. 2 - кассета моталки с закрепленными двумя формующими роликами; на фиг. 3 - разрез А-А на фиг. 2. Моталка листового стана горячей прокатки содержит станину 1 для, монтажа всех механизмов; намоточный барабан 2, приводимый в движение электродвигателем (не показан); формующие ролики 3, расположенные вокруг намоточного барабана и предназначенные для. формования горячей полосы в рулон; кассеты 4 для установки пары формующих роликов и перемещения их через рычажные системы с помощью электропривода (не показан) в плоскости, перпендикулярной к оси намоточного барабана. На каждую цапфу 5 формующего ролика 3 одет подщипник 6, помещенный в подущку 7. Механизм для закрепления подущки формующего ролика в к-ассете выполнен в виде клин-болта 8, имеющего опорные поверхности 9 и 10, которые взаимодействуют, соответственно, со стенкой паза кассеты и граней подущки ролика. Для фиксации клина-болта на конце его цилиндрической части имеется резьба, на которую навернута гайка 11. Базовые опорные поверхности 12 и 13, выполненные в кассете для плотного прилегания поверхности подущки формующего ролика и возможности закрепления его клином-болтом. Для предотвращения смещения формующего ролика в осевом направлении базовые опорные поверхности имеют выем 14, в который входит выступ 15 подущки формующего ролика. Моталка работает следующим образом. Перед подходом прокатываемой полосы со стана к моталке разгоняется до необходимой скорости намоточный барабан 2. Кассеты 4 приводным механизмом приближаются к барабану, устанавливая формующие ролики 3 вокруг цилиндрической поверхности барабана с требуемым зазором. Горячая полоса подходит через проводку к намоточному барабану, захватывается в зазоре между первым формующим роликом и барабаном и направляется по окружности барабана последовательно к другим формующим роликам. По мере намотки полосы в рулон формующие,ролики отжимаются внешней образующей рулона. При работе моталки на полосу, рулон и механизмы подается охлаждающая жидкость. После смотки всей полосы в рулон моталка останавливается, формующие ролики отводятся приводным механизмом-, намотанный рулон снимается при помощи специальной тележки, а моталка снова готова к повторению рабочего цикла. После нескольких суток работы из-за износа или по другой причине необходимо сменить один из формующих роликов. Для этого устанавливается специальная тележка под барабан 2 моталки. Ведущий ролик 3 обвязывается одним концом грузоподъемной чалки, второй конец которой подвещивается на крюк грузоподъемной мащины и отворачивают с обоих концов ролика 3 гайки 1 1 с клина-болта 8, который выбивают с обоих концов, и ролик 3 с подущками 7 под собственным весом выскальзывает из базовых опорных поверхностей 12 и 13, оказываясь подвещенным на чалке. Затем его с подущками 7 устанавливают краном на специальную тележку, которую выкатывают из-под барабана 2 и краном увозят неисправный ролик в мастерскую. Этим же краном привозят новый формующий ролик 3, устанавливают на тележку, которую вкатывают под намоточный барабан 2. Затем краном устанавливают ролик 3 подущками в проемы кассеты 4 так, что выступ 15 на каждой подущке входит в выем 14 базовой опорной поверхности, вставляют в отверстие клин-болт 8 и затягивают гайки 11 с обеих сторон ролика. Выступ 15 подушки, находящийся в выеме 14 базовой опорной поверхности, предотвращает смещение формующего ролика в осевом направлении. После этого с него снимают чалку, и моталка готова к повторению рабочего цикла. Внедрение предлагаемого устройства только на одном широкополосном непрерывном стане 2000 повыщает производительность стана на 1,5% и создает экономический эффект около 115 тыс, руб в год. Формула изобретения Моталка листового стана горячей прокатки, содержащая станину,- смонтированные на станине электродвигатель, связанный с электродвигателем намоточный барабан и щарнирно-рычажную систему, установленные на щарнирно-рычажной системе кассеты, имеющие пазы, установленные в пазах кассет подущки, механизмы для крепления подущек, и попарно установленные своими подущками в кассетах, отличающаяся тем, что, с целью повыщения производительности стана путем сокращения времени на монтажные и демонтажные работы при замене формующих роликов, механизм для крепления подушек в кассетах выполнен в виде клина-болта, а базовые опорные поверхности паза каждой кассеты выполнены с выемкой, контактирующей с выполненным в подущке выступом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 389861, кл. В 21 С 47/34,09.03.71. 2.Авторское свидетельство СССР № 417214, кл. В 21 С 47/06, 31.03.72 (прототип).
М
Фиг.1
