Изобретение относится к обработке металлов давлением и может быть использовано для формообразования изделий из листового материала.
Целью изобретения является сокращение затрат электроэнергии и повышение надежности устройства за счет снижения межэлектродного расстояния и, следовательно, уменьшения величины подводимого напряжения, а также исключения возможности повреждения электродов, поскольку электроды размешены в наполнителе.
На чертеже схематично изображено устройство для формообразования изделий из листовых материалов.
Устройство для формообразования изделий содержит пуансон 1 и матрицу в виде полого токонепроводящего корпуса 2, в котором размещен способный изменять агрегатное состояние под действием электрического поля эластичный пористый наполнитель в виде гофрированных слоев 3, например поролон, пропитанный суспензией, содержащей мелкодисперсный порошок кремнезема, или суспензией коллоидного кремния в масле.
В полости корпуса размещены электроды 3, выполненные в виде легкодеформируемых гофрированных сеток, связанных с источником электрического поля (не показан) и расположенных между слоями наполнителя на некотором расстоянии друг от друга.
Пуансон 1 выполнен из противоадгезионного материала, а на его прилегающей к матрице периферийной поверхности выполнены микропазы 4, предназначенные для отвода воздуха при внедрении пуансона.
Прилегающий к пуансону верхний слой наполнителя может не пропитываться суспен- зией. В этом случае он отделяется от остальных слоев наполнителя изолирующей пленкой, например полиэтиленовой, а пуансон может быть выполнен из любого материала.
Устройство работает следующим образом.
Рабочий профиль пропитанного электровязкой жидкостью пористого эластичного наполнителя образуется при отключении электродов и размещении пуансона, имеющего форму изделия, в верхней части наполнителя, в результате чего наполнитель принимает форму пуансона.
Фиксация заданного рабочего профиля наполнителя, т. е. изменение его агрегатного состояния, происходит при включении электродов в электрическую сеть, после чего пуансон извлекается из матрицы и устройство готово к осуществлению процесса формообразования изделий из листовых материалов.
Выполнение электродов гофрированными позволяет увеличить их гибкость, поскольку их деформация происходит за счет растягивания и сжатия гофр.
Кроме того, наличие гофров на слоях наполнителя и электродах позволяет при приложении нагрузки деформировать наполнитель, одновременно спрямляя гофры его слоев и электродов, равномерно сближая электроды между собой и в то же время обеспечивая их равномерное разделение диэлектрическим материалом.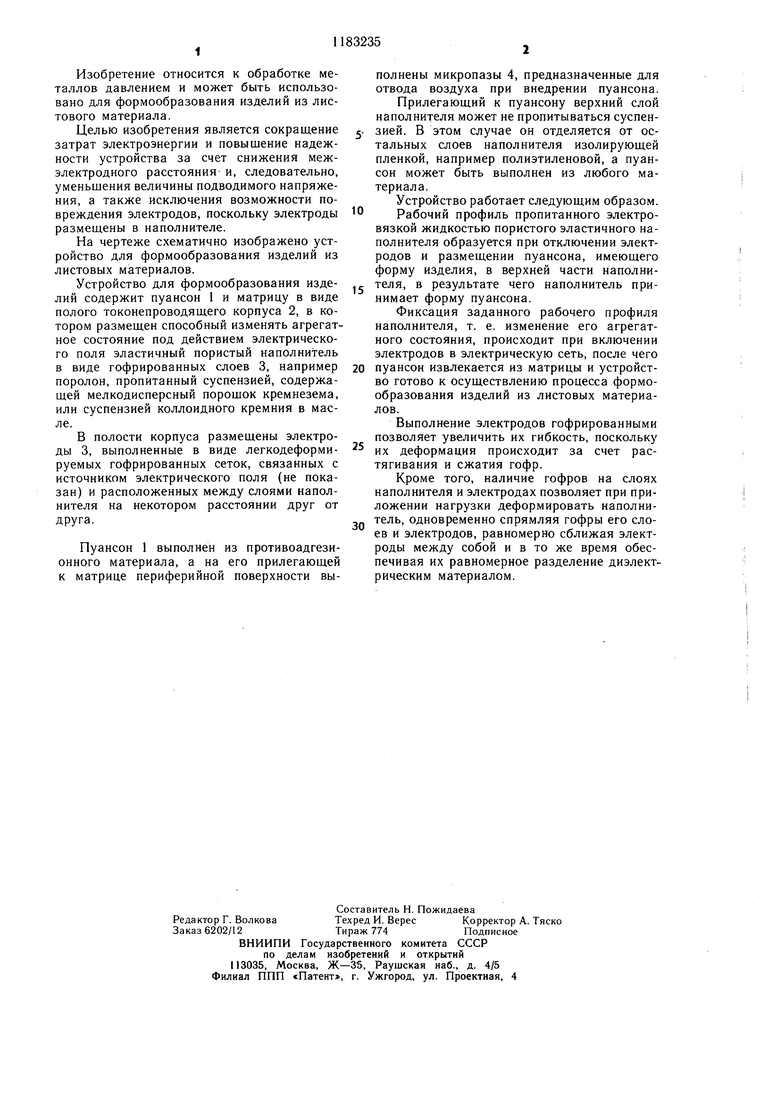
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2007 |
|
RU2357828C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| Устройство для изготовления гофрированных листов | 1991 |
|
SU1827307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| Устройство для последовательного формообразования гофрированных оболочек | 1975 |
|
SU707650A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ С ПРЯМОЛИНЕЙНЫМИ РИФТАМИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1979 |
|
SU828505A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗДЕЛИИ, содержащее пуансон и матрицу, выполненную в виде полого корпуса, в котором размещены пористый эластичный наполнитель в виде слоев, пропитанных электрореологической жидкостью, и подключенные к источнику напряжения электроды для наведения электрического поля в наполнителе, отличающееся тем, что, .с целью сокращения затрат электроэнергии и повышения надежности, слои наполнителя выполнены гофрированными, а электроды выполнены в виде гофрированных легко деформируемых сеток, размещенных между слоями наполнителя. kn 00 GO 1C 00 сд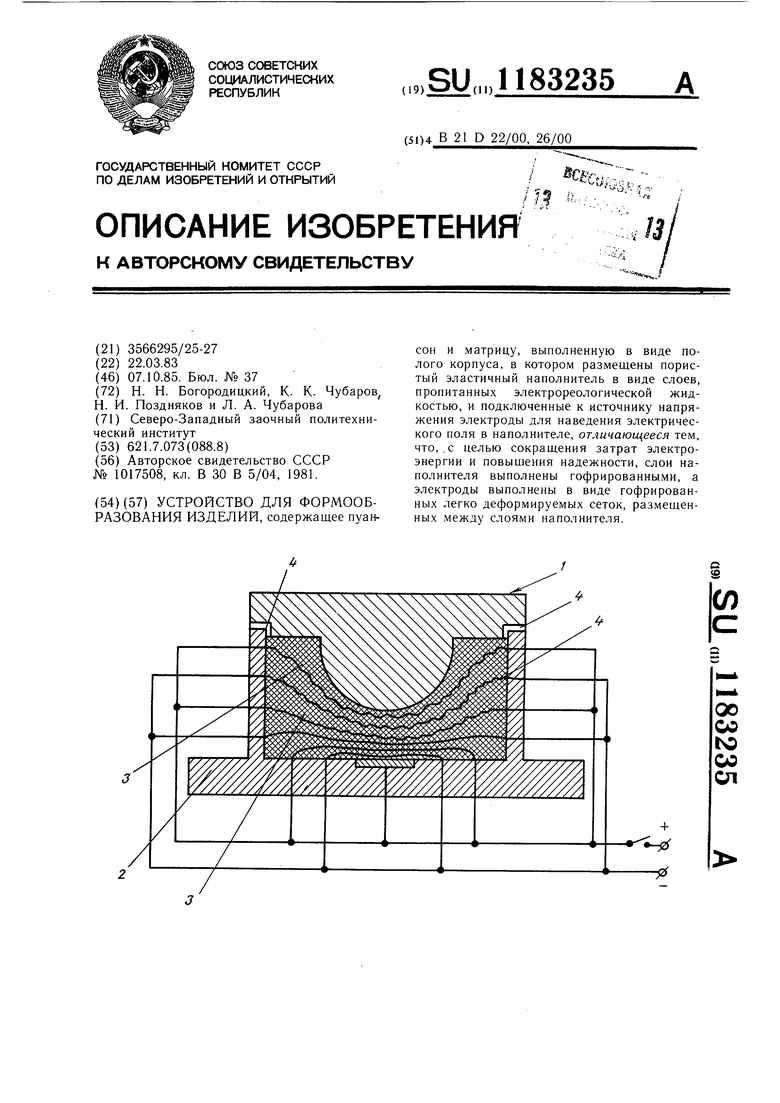
| Пресс непрерывного действия (его варианты) | 1981 |
|
SU1017508A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
