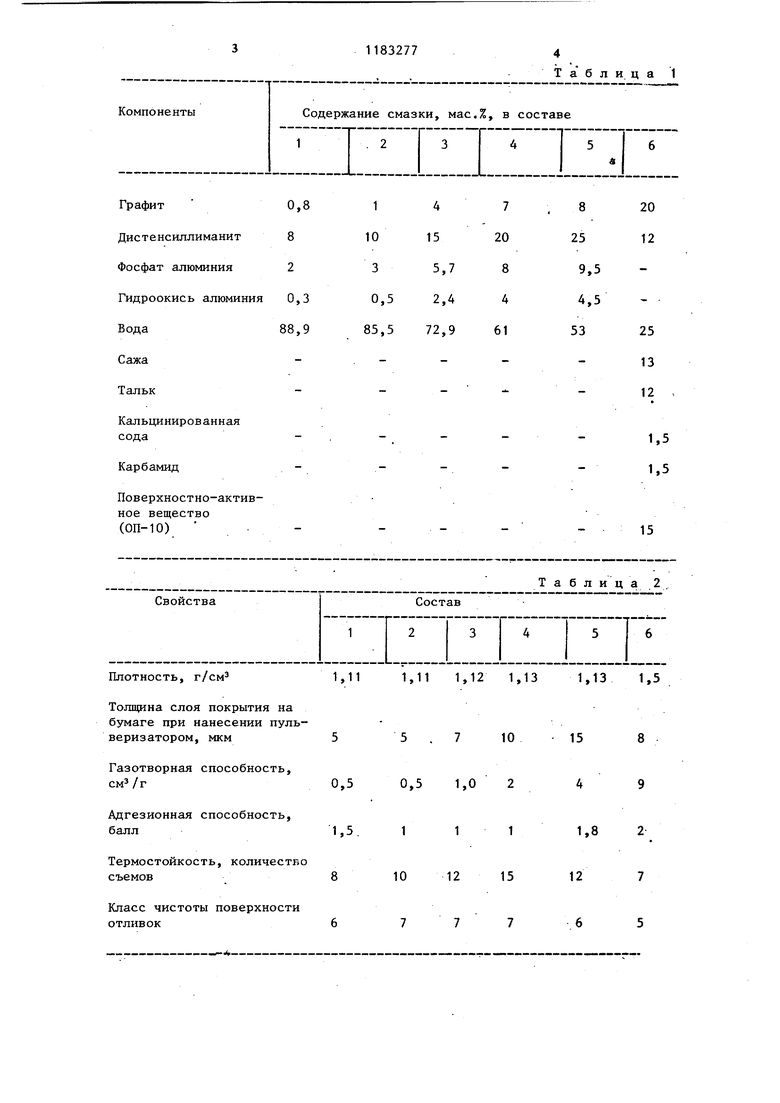
Изобретение относится к литейном производству, а именно к составам смазок пресс-форм, используемых пре имущественно при литье под давлением цветных металлов и сплавов Цель изобретения - улучшение адгезионных и антикоррозионных свойст смазки для пресс-форм за счет повышения вяжущих свойств самого связующего и понижения его шслотности. Входящие в состав смазки графит и дистенсиллиманит используются в качестве огнеупорных наполнителей. Дистенсиллиманит в совокупности с графитом способствует увеличению коагулядионной стабильности дисперс ной системы, которая проявляется в виде повыгаения седиментационной устойчивости. Механизм такого явления объясняется тем, что процесс коагуляции гетерогенной системы существе но замедляется с повышением физикохимической неоднородности компонентов. В предлагаемой смазке используются фосфат алюминия как связующее и гидроокись алюминия как добавка, понижающая его кислотность. Введение в состав смазки гидроокиси алюминия совместно с фосфатом алюминия способствует увеличению адгезионных свойств вмазки. Кроме т го, применение гидроокиси алюминия совокупности с кислым фосфатом алюм ния увеличивает вяжущие, свойства фо фата алюминия, который полимеризуется в виде сетчатых структур, что при контакте с горячей поверхностью формы обуславливает существенное увеличен jcoresHOHHbix свойств смазки. Предлагаемьй состав смазки сущест венно снижает газотворность нанесенного покрытия из-за наличия оболочек негазотворного связующего на огнеупор ной составляняцей. Высокая адгезионна способность предлагаемой смазки обус ловлена относительной близостью пара метров решетки фосфата алюминия и параметров решетки материала формы. Предлагаемые составы смазки 2-4, выходящие за оптимальные соотношения ингредиентов 1 и 5 и известной 6 приведены в табл.1, а их свойства - в табл.2. Определение адгезионной способности смазки проводится методом решетчатых надрезов. Смазка приготавливается следующим образом. Смешивание составлякщих компонентов смазки производится в лабораторной мешалке при скорости 300 об/мин в следукнцем порядке. В бачок мешалки заливают воду при 15-30 С, затем добавляют фосфат алюминия и перемешивают смесь в течение трех минут. В полученную смесь вводят графит и дистенсиллиманит. Состав перемешивают в течение 10 мин, после чего добавляют гидроокись алюминия. Перемешивание осуществляют в течение 30 мин. Фосфат алюминия приготовляют отдельно в лабораторной мешалке при скорости 850 об/мин. Смесь гидроокиси алюминия перемешивают с 75 %-ной ортофосфорной кислотой в соотношении 1:4 по массе. Перемешивание осуществляют до получения однородной массы. Массу переливают в емкость из нержавеющей стали, которую нагревают до воС, и вьщерживают эту массу в течение двух часов до полного растворения гидроокиси алюминия. Выдержку при 80°С осуществляют в вытяжном шкаФу. На пресс-форму смазку наносят пульверизатором или кистью. Температура рабочей поверхности формы перед нанесением смазки должна быть в пределах 150-300°С. Реализация предлагаемого изобретения позволяет повысить стойкость пресс-форм, снизить себестоимость литья, увеличить производительность труда.
Таблица 1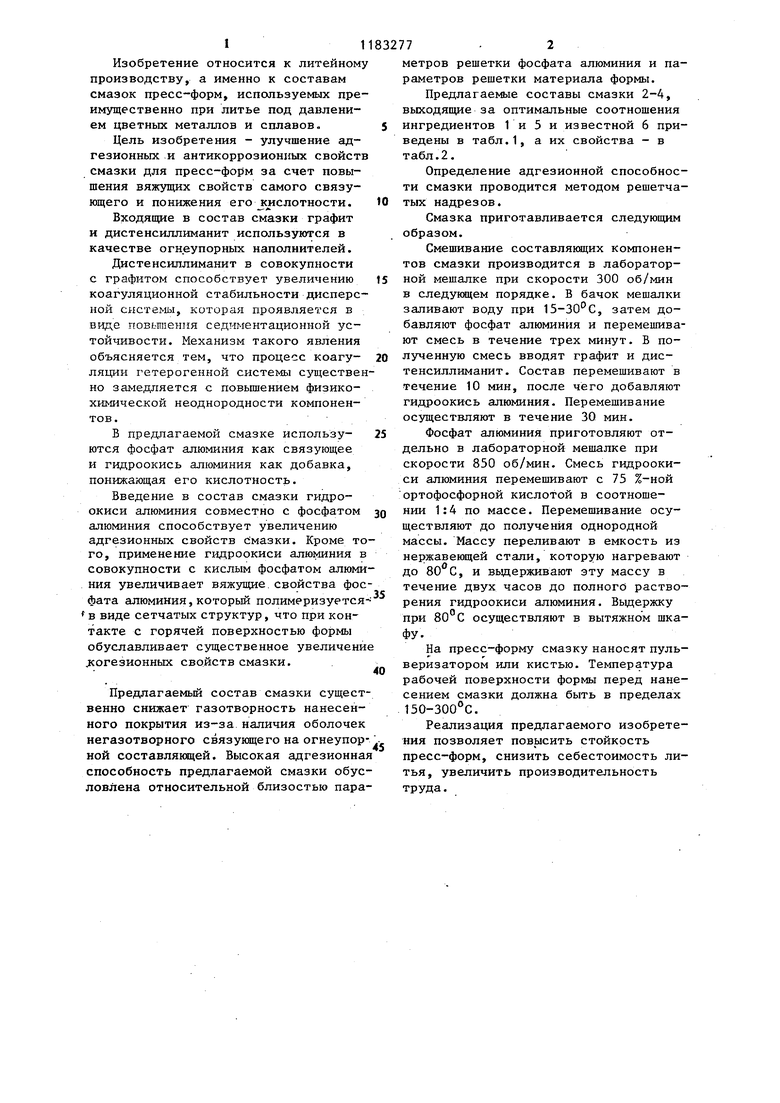
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИЧНАЯ СМАЗКА | 2001 |
|
RU2214449C2 |
| Масса для изготовления литейных стержней и форм, а также огнеупорных и абразивных изделий | 1974 |
|
SU876052A3 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2028280C1 |
| Смазка для литейных форм | 1976 |
|
SU789199A1 |
| Пропиточный состав для восстановления герметичности отливок из алюминиевых сплавов и способ его приготовления | 1987 |
|
SU1650320A1 |
| Вяжущее | 1980 |
|
SU920039A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО КЕРАМИЧЕСКОГО БЛОКА ДЛЯ КАТАЛИТИЧЕСКОГО НЕЙТРАЛИЗАТОРА ОТРАБОТАВШИХ ГАЗОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ НАНЕСЕНИЯ ПОДЛОЖКИ НА СОТОВЫЙ КЕРАМИЧЕСКИЙ БЛОК ДЛЯ КАТАЛИТИЧЕСКОГО НЕЙТРАЛИЗАТОРА ВЫХЛОПНЫХ ГАЗОВ | 2014 |
|
RU2553004C1 |
| АНТИФРИЗ | 2002 |
|
RU2219216C1 |
| Противопригарная краска для литейных форм и стержней | 1975 |
|
SU553035A1 |
| КОМПОЗИЦИЯ ДЛЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2014 |
|
RU2574512C1 |
СМАЗКА ДЛЯ ПРЕСС-ФОРМ, используемая преимущественно при литье под давлением цветных металлов и сплавов, включающая графит, чистенсиллиманит и воду, отличбющ а я с я тем, что, с целью улучшения адгезионных и антикоррозионных свойств смазки, она дополнительно содержит фосфат алн 1иния и гидроокись алюминия при следуклцем соотношении компонентов, мас.%: 1,0-7,0 Графит 10,0-20,0 Дистенсиллиманит Гидроокись алюi 0,5-4,0 миния 3,0-8,0 (Л Фосфат алюминия Остальное Вода
Сажа Тальк
Кальцинированная сода
Карбамид
Поверхностно-активное вещество (ОП-10)
13 12
1,5 1,5
15
| Смазка для пресс-форм | 1977 |
|
SU730448A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Смазка для литейных форм | 1976 |
|
SU789199A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| . | |||
