(54) СМА.ЗКА ДЛЯ ПРЕСС-ФОРМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для прессформ литья под давлением | 1980 |
|
SU859009A1 |
| Композиция для получения моделей | 1981 |
|
SU1057165A1 |
| Смазка для пресс-форм литья преимущественно медных сплавов с кристаллизацией под давлением | 1983 |
|
SU1139559A1 |
| СМАЗКА ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 1991 |
|
RU2028372C1 |
| Смазка для литейных форм | 1975 |
|
SU522893A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1994 |
|
RU2080357C1 |
| Смазка для стальных канатов | 1989 |
|
SU1663020A1 |
| АНТИКОРРОЗИОННАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2184754C2 |
| ЗАМАЗКА | 2011 |
|
RU2518752C2 |
| СМАЗКА ДЛЯ СТАЛЬНЫХ КАНАТОВ | 2000 |
|
RU2180672C2 |
1
Изобретение относится к литейному производству, в частности к составам разделительных покрытий и теплоизоляционных смазок, используемых преимущественно для форм при литье 5 под давлением заготовок из алюминиевых сплавов.
Известна смазка на основе масел и жиров 1.
Однако она не позволяет получить Ю сплошную разделительную пленку на сложной поверхности пресс-форм, в особенности на поверхности стержней, что приводит к появлению задирав, вырова металла на отливках.15
Наиболее близкой к описываемому изобретению по технической сущности и достигаемому результату является смазка, включающая графит, смазку пушечную, пластификатор, воск буроуголь20 ный 2.
Однако эта смазка не обеспечивает хорошего качества отливок.
Цель изобретения - повышение качества отливок.25
Цель достигается тем, что смазка содержит в качестве пластификатора церезин и мин ральное масло и дополнительно - воск торфяной, битум нефтяной и уксусную кислоту при JQ
следующем соотношении ингредиентов, вес.%:
3-8
Графит Масло мине29-64ральное Битум неф1-3тяной
Воск буро1-6угольный Воск тор1-3фяной 5-15 Церезин Уксусная
0,3-1 кислота Смазка
Остальное пушечная
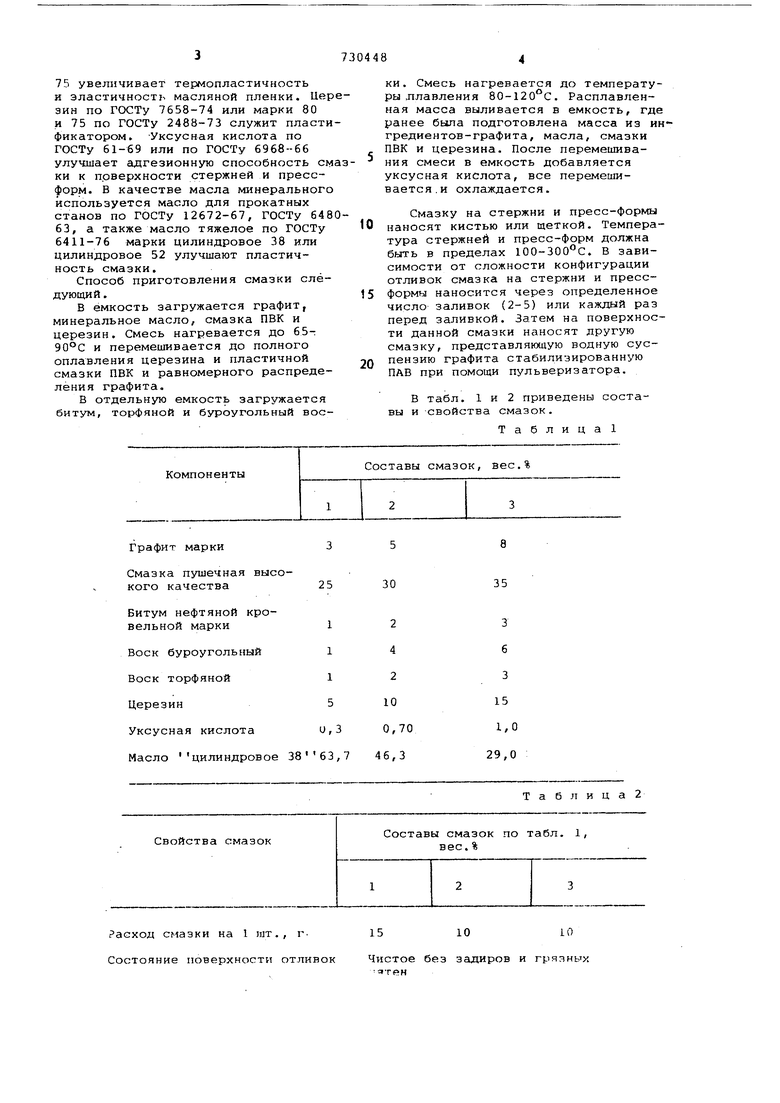
Графит природный, обогащенный по ГОСТу 8295 - 73 или искусственный по ГОСТу 5.1386-73 служит наполнителем. Смазка пушечная высокого качества ПВК по ГОСТу 1953 -74 служит для образования масляной пленки при температурах выше 60°С. Битум нефтяной по ГОСТу 9548-74 служит связующим. Воск буроугольный по Ту 39-9-Э472 обеспечивает получение непрерывной тонкой пленки на поверхности пресс-форм с, глянцевым блеском и уменьшает коэффициент трения по мета.плу. Воск торфяной по Ту 6-01-97375 увеличивает термопластичность и эластичность масляной пленки. Церзин по ГОСТу 7658-74 или марки 80 и 75 по ГОСТу 2488-73 служит пластификатором. Уксусная кислота по ГОСТу 61-69 или по ГОСТу 6968--6 6 улучшает сщгезионную способность смки к поверхности стержней и прессформ. В качестве масла минерального используется масло для прокатных станов по ГОСТу 12672-67, ГОСТу 64863, а также масло тяжелое по ГОСТу 6411-76 марки цилиндровое 38 или цилиндровое 52 улучшают пластичность смазки.
Способ приготовления смазки следующий .
В емкость загружается графит, минеральное масло, смазка ПВК и церезин. Смесь нагревается до 6590°С и перемешивается до полного оплавления церезина и пластичной смазки ПВК и равномерного распределения графита.
В отдельную емкость загружается битум, торфяной и буроугольный носГрафит марки
Смазка пушечная высо25кого качества
Битум нефтяной кроСвойства смазок
Расход смазки на 1 шт., г. Состояние поверхности отливок
ки. Смесь нагревается до температуры ллавле ни я 80-120 С. Расплавленная масса выливается в емкость, где ранее была подготовлена масса из ингредиентов-графита, масла, смазки ПВК и церезина. После перемешивания смеси в емкость добавляется уксусная кислота, все перемешивается, и охлаждается.
Смазку на стержни и пресс-формы 0 наносят кистью или щеткой. Температура стержней и пресс-форм должна быть в пределах ЮО-ЗОО С. В зависимости от сложности конфигурации отливок смазка на стержни и пресс5 формы наносится через определенное число заливок (2-5) или каждый раз перед заливкой. Затем на поверхности данной смазки наносят другую смазку, представляющую водную сусQ пензию графита стабилизированную ПАВ при помощи пульверизатора.
В табл. 1 и 2 приведены составы и свойства смазок.
Таблица
5 30
35
Таблица2
Составы смазок по табл. 1, вес. %
10
10
Чистое без задиров и грязных атен
Продолжение табл.2
