Изобретение относится к способам автоматического направления сварочной головки по стыку и может быть использовано, например, в станках с программным управлением.
Известен способ автоматического направления сварочной головки по стыку, при котором сигнал на коррекцию положения головки получают путем сравнения участков сканирования датчиков, пересекающих линию стыка {..
Однако для реализации известного способа необходимы относительно сложные устройства.
Известен способ автоматического направления сварочной головки по стыку, при котором коррекцию положения головки осуществляют по разности измеряемых параметров на кромках изделия 2.
Но при известном способе из-за инерционности температурного поля значительно запаздывает сигнал коррекции, что приводит к некачественному соединению.
Цель изобретения - повышение точности слежения за счет исключения инерционности управляющего сигнала.
Поставленная цель достигается тем, что в качестве сигнала на коррекцию положения головки принимают разность высот сварочной ванны у кромок изделия.
Сущность предлагаемого способа заключается в том, что при перемещении сварочной головки вдоль линии стыка электрод, а следовательно, и сварочная ванна могут сместиться на одну из кромок разделки стыка. Сварной щов будет располагаться кесимметрично относительно вертикальной плоскости, в которой лежит линия стыка. .Высота задней и боковых стенок сварочной ванны на кромках изделия будет различной по отнощению к поверхности свариваемых изделий. Измеряя эту высоту на кромках стыка, получают сигналы, по разности которых формируют сигнал на коррекцию положения сварочной головки.
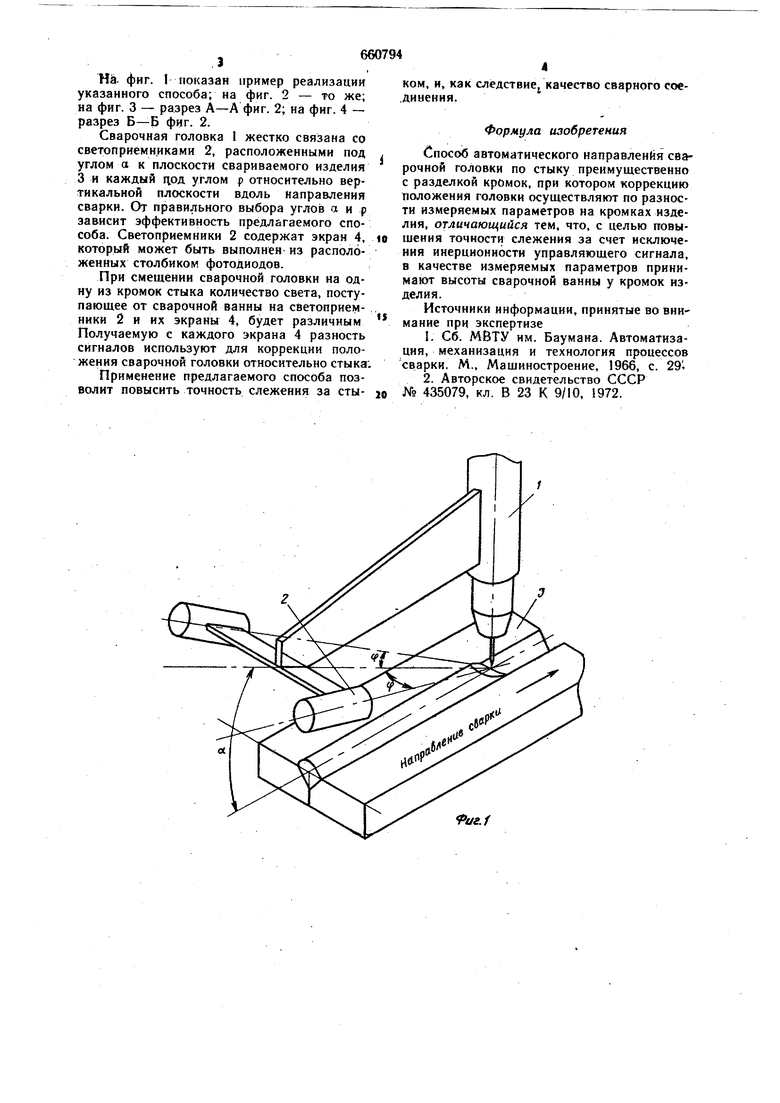
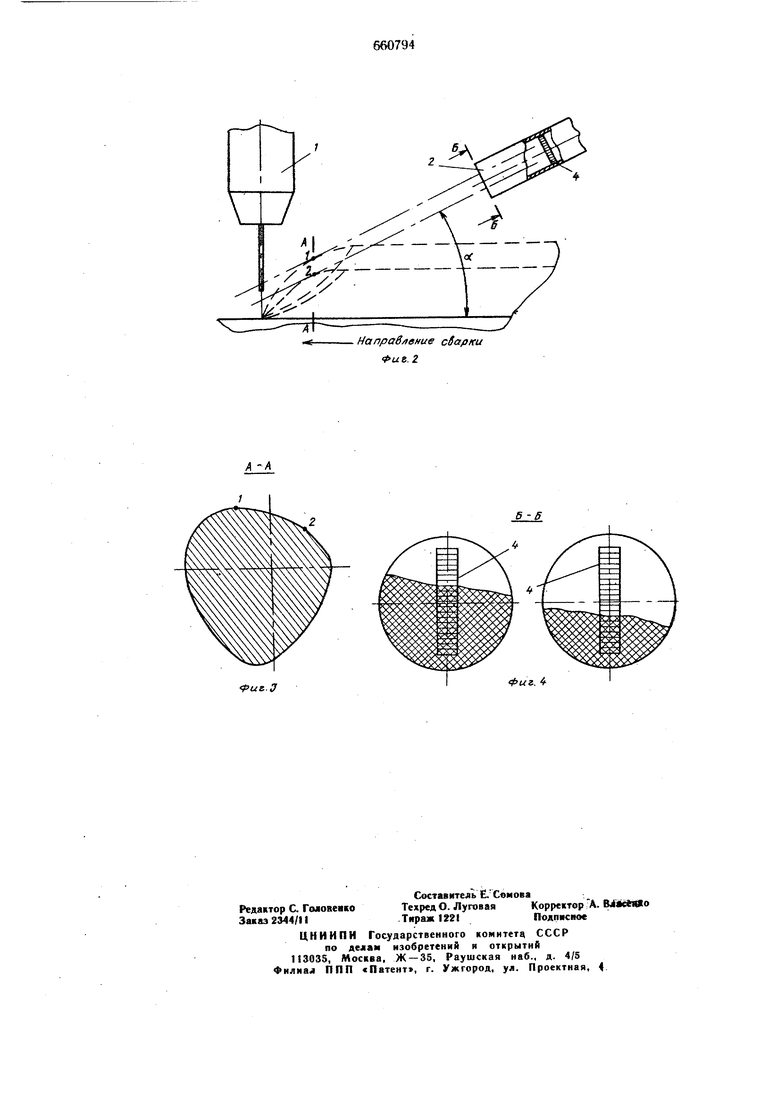
Во избежание колебаний системы регулирования при случайных всплесках на стенках сварочной ванны коррекция положения сварочной головки может производиться после усреднения результата измерения на некотором отрезке. Ни- фиг. I показан пример реализации указанного способа; на фиг. 2 - то же; на фиг. 3 - разрез А-А фиг. 2; на фиг. 4 - разрез Б-Б фиг. 2. Сварочная головка 1 жестко связана со светоприемниками 2, расположенными под углом а к плоскости свариваемого изделия 3 и каждый цод углом р относительно вертикальной плоскости вдоль направления сварки. От правильного выбора углов аир зависит эффективность предлагаемого способа. Светоприемники 2 содержат экран 4, который может быть выполнен из располо женных столбиком фотодиодов. При смещении сварочной головки иа одну из кромок стыка количество света, поступающее от сварочной ванны на светоприемНИКИ 2 и их экраны 4, будет различным Получаемую с каждого экрана 4 разность сигналов используют для коррекции положения сварочной головки относительно стыка Примеиение предлагаемого способа позволит повысить точность слежения за стыком, и, как следствие качество сварного соединения. Формула изобретения Способ автоматического направления сварочной ГО.Г10ВКИ по стыку преимущественно с разделкой кромок, при котором коррекцию положения головки осуществляют по разности измеряемых параметров на кромках изделия, отличающийся тем, что, с целью повыщеиия точности слежения за счет исключения инерционности управляющего сигнала, в качестве измеряемых параметров принимают высоты сварочной ванны у кромок изделия. Источники информации, принятые во вни мание при экспертизе 1.Сб. МВТУ им. Баумана. Автоматизация, мехаиизация и технология процессов сварки. М., Мащиностроение, 1966, с. 29. 2.Авторское свидетельство СССР № 435079, кл. В 23 К 9/10, 1972.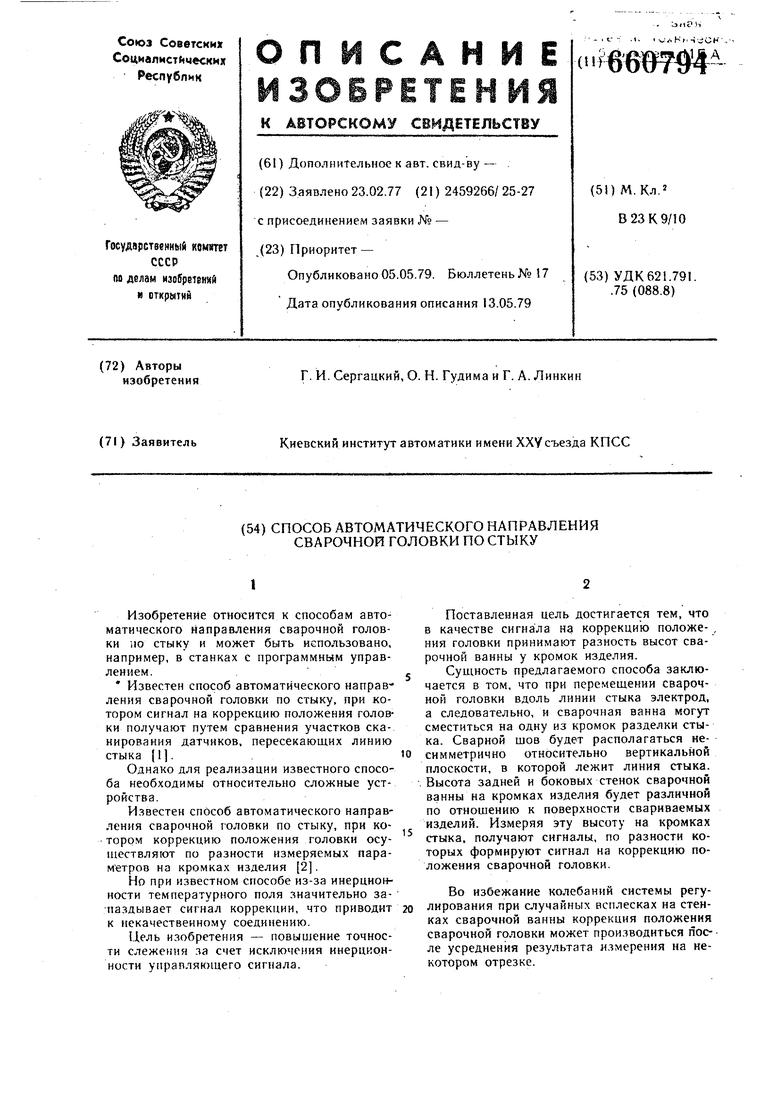
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1980 |
|
SU1006123A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ слежения за стыком при дуговой сварке | 1988 |
|
SU1505708A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Способ автоматического регулирования процесса дуговой сварки | 1980 |
|
SU1009664A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1988 |
|
SU1559567A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
ff/e.f fus.y
. Направление сборки Фиъ.г Фиг.
